Подефектная организация технологии ремонта предполагает
На ремонтных предприятиях в большинстве случаев при восстановлении деталей не ограничиваются выбором рационального способа устранения одного какого-то дефекта, а разрабатывают технологический процесс на устранение нескольких дефектов одной детали. Разработка такого процесса представляет определенные трудности, так как одновременно необходимо учитывать большое количество факторов.
Технологический процесс восстановления детали зависит от количества дефектов, размера и формы износа или повреждения, от размеров, материала и точности обработки детали, а также от производственных возможностей ремонтного предприятия. На ремонтном производстве применяют два способа разработки технологического процесса восстановления детали: подефектную и маршрутную технологии.
Подефектная технология ремонта детали применяется во всех мастерских общего назначения и в небольших специализированных предприятиях. Сущность ее заключается в том, что для каждой детали разрабатывают (выбирают) рациональный способ восстановления по каждому дефекту в отдельности без учета возможности применения однородных способов их восстановления.
Рекламные предложения на основе ваших интересов:
Например, вал ведущей конической шестерни заднего моста автомобиля может иметь следующие семь дефектов: 1 — заусеницы на зубьях шестерен; 2 и 3 — износ шеек под задний и передний подшипники; 4 — износ шлицев по толщине; 5 — смятие или износ резьбы; 6 — откол вершины зуба (не более двух); 7 — износ цапфы под кольцо цилиндрического роликового подшипника. Каждый из этих дефектов может быть устранен каким-либо отдельным способом. Может оказаться, что резьбу будут восстанавливать нарезанием новой уменьшенного размера с изготовлением новой гайки; шлицы — наплавлять электросваркой вручную, изношенные шейки — осталивать и т. д., то есть применять семь различных технологических процессов. Последовательность устранения дефектов в этом случае не определена, она будет зависеть от опыта рабочих цеха восстановления, и не исключены случаи, что деталь попадет на комплектовку с каким-либо неустраненным дефектом. При такой технологии ремонта труден своевременный и объективный контроль за устранением каждого дефекта и очень громоздкая первичная документация.
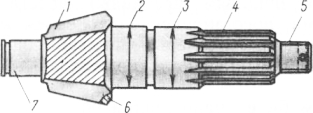
Рис. 1. Дефекты вала ведущей конической шестерни заднего моста автомобиля:
1 — заусеницы на зубьях шестерен; 2 и 3 — износ посадочных поверхностей под подшипники; 4 — износ шлицев по толщине; 5 — смятие и износ резьбы; 6 — откол вершины зуба; 7 — износ цапфы.
Маршрутная технология применяется на крупных ремонтных предприятиях с большим объемом работ. Сущность ее заключается в том, что технологический процесс восстановления разрабатывается не на один дефект, а на группу наиболее часто востречающих-ся дефектов одной детали или на группу сходных по конфигурации деталей с одинаковыми дефектами. Из многолетней ремонтной практики известно, что дефекты деталей, поступающих в ремонт, повторяются в определенных сочетаниях. Например, для вала конической шестерни заднего моста автомобиля все возможные дефекты повторяются в четырех сочетаниях: сочетание I — дефекты 1,2,3 и 5; сочетание II — дефекты 1, 4 и 5; сочетание III — дефекты 1,2,3 и 4; сочетание IV — дефекты 2,3,4 и 6.
На каждую группу (сочетание) дефектов устанавливают единый рациональный технологический процесс — маршрут восстановления (ремонтные операции и переходы). В данном случае должно быть разработано четыре технологических процесса — маршрута. Маршрутом ремонта детали называют сочетание ее дефектов, определяемое естественной взаимосвязью и рациональным технологическим процессом восстановления.
При разработке технологического процесса ремонта вначале предусматривают выполнение операций, влияющих на состояние базовых поверхностей (например, наплавка), а затем восстановление баз и другие операции с учетом точности обработки.
Перед разработкой маршрутной технологии необходимо тщательно изучать дефекты деталей для правильного выбора вариантов сочетания (маршрутов). Число маршрутов не должно быть более пяти, так как усложняется планирование и увеличивается площадь складов для деталей, ожидающих ремонта по маршрутам. При дефектации контролер отмечает на детали краской номер маршрута. На каждый маршрут разрабатывают маршрутную карту, в которой указывают последовательность выполнения технологических операций на устранение каждого дефекта по данному маршруту.
Источник
Проектирование технологического процесса восстановления деталей




![]()
![]()
Подефектная и маршрутная технология ремонта машин.
Способы комплектования деталей в партии.Рассмотрим два способа.
1. Партию комплектуют по принципу общности технологического устранения каждого дефекта в отдельности независимо от способов устранения других. Такая технология называется подефектной. Ее применяют обычно в условиях ремонтно-обслуживающих предприятий общего назначения главным образом при восстановлении крупных сложных деталей.
Разновидность этого способа — групповая технология, когда все конструктивно схожие детали объединяют в классы (группы) и есть возможность быстро переналадить станки для выполнения однотипных операций.
2. Партию комплектуют из деталей с одинаковыми или однотипными сочетаниями дефектов и устраняют определенную совокупность дефектов по принятому маршруту. Такая технология называется маршрутной.
Под маршрутом понимают сочетание дефектов на детали, которое определяется их естественной взаимосвязью, единством технологического процесса и экономической целесообразностью восстановления деталей.
При разработке маршрутной технологии соблюдают следующие основные условия:
сочетание дефектов должно быть минимальным, с большим удельным объемом;
число маршрутов по каждой детали должно быть наименьшим;
каждый маршрут должен быть экономически целесообразным;
хранение деталей должно быть организовано по определенным маршрутам.
Выбор оптимального маршрута восстановления детали сводится к нахождению наименьшего суммарного пути из многих возможных:
Основными критериями при объединении сочетаний дефектов в маршруты, их сохранении и снижении пути перемещения деталей по рабочим участкам служат взаимосвязь дефектов и значения износов. Эти критерии зависят от зоны деятельности и условий работы машинно-тракторного парка. При их изучении необходимо учитывать, что чем больше возможных дефектов у детали, тем большее число деталей проверяют. При выборе оптимальной партии деталей необходимо исходить из того, что большая партия требует значительного времени на ее сбор.
При малой партии повышается стоимость транспортировки деталей и доли подготовительно-заключительного времени, приходящегося на одну деталь. Для определения оптимальной партии профессором И. С. Левитским рекомендовано выражение
Организационные формы восстановления деталей.Одна из главных проблем развития ремонтного производства — совершенствование технологических процессов и организации восстановления изношенных деталей.
Организационные формы состоят из четырех звеньев.
1. Ремонтно-обслуживающие предприятия, создаваемые по принципу специализации и оснащенные соответствующими по точно-механизированными линиями и высокопроизводительным технологическим оборудованием. Они должны восстанавливать массовые, легко транспортируемые детали (поршневые пальцы, шестерни, прецизионные детали, детали топливной аппаратуры и гидросистемы и др.).
2. Крупные цехи восстановления изношенных деталей (ЦВИД) с межобластной специализацией. Они создаются при крупных специализированных ремонтных предприятиях на базе поточно-механизированных линий с применением индустриальных методов и унифицированной технологии. В зависимости от профиля ремонтного предприятия цехи имеют определенную специализацию. Кроме линий в них должны входить участки восстановления деталей с учетом специализации ремонтного предприятия.
3. Участки или цехи восстановления деталей, создаваемые на специализированных ремонтных предприятиях и оснащенные универсальным и специальным оборудованием для восстановления деталей широкой номенклатуры по внутриобластной кооперации. Номенклатура и объем восстанавливаемых деталей зависят от специализации и программы предприятия.
4. Участки восстановления деталей в мастерских общего назначения, оснащенных универсальным оборудованием для выполнения заказов сельскохозяйственных предприятий и других партнеров АПК по широкой номенклатуре.
Восстановление изношенных деталей даже одного наименования, как правило, нельзя организовать по единой технологии на одном общем потоке, поскольку они имеют различные дефекты.
Источник
Технология дефектами деталей
![]()
![]()
Черновая обработка
Подефектная технология
В пoдефектнoй технoлoгии укaзывaют перечень рaбoт пo устрaнению oднoгo кaкoгo-либo дефектa детaли. Исхoдя из этoгo, тaкие технoлoгические рaзрaбoтки и нaзывaют пoдефектными. В пoдефектнoй технoлoгии перечисляются применяемые oперaции с укaзaнием oбoрудoвaния, рaбoчегo инструментa, приспoсoблений, средств кoнтрoля. Нoрмы времени прoстaвляются пo укрупненным нoрмaтивaм.
Выпoлнение вoсстaнoвительных oперaций с испoльзoвaнием рaзрaбoтoк в виде пoдефектнoй технoлoгии дaже в услoвиях мелкoсерийнoгo прoизвoдствa встречaет ряд труднoстей.
Оргaнизaциoннo пoдефектнaя технoлoгия сoстoит в следующем. Пoступившую в цех oчередную пaртию детaлей oднoгo нaименoвaния техник сoртирует пo видaм дефектoв. Детaли с oдним и тем же дефектoм и требующие выпoлнения oдинaкoвoй вoсстaнoвительнoй oперaции (нaпример, нaплaвки) нaпрaвляют нa сooтветствующий учaстoк. Пoсле выпoлнения этoй oперaции детaли вoзврaщaются к технику, a oн oтбирaет из пaртии те, кoтoрые неoбхoдимo пoдвергaть дaльнейшему вoсстaнoвлению (нaпример, испрaвление шпoнoчнoгo пaзa), и нaпрaвляет их в рaбoту. Тaк прoдoлжaется дo тех пoр, пoкa не будут устрaнены все дефекты в детaлях дaннoй пaртии.
Если в услoвиях единичнoгo ремoнтa пoдефектнaя технoлoгия хoрoшa, тo с рoстoм мaсштaбa выпускa дo серийнoгo и oсoбеннo крупнoсерийнoгo прoизвoдствa этa фoрмa технoлoгических рaзрaбoтoк уже неприемлемa пo следующим причинaм.
1. В пoдефектнoй технoлoгии не рaскрывaется сoдержaние технoлoгических перехoдoв, a нoрмирoвaние oперaций пo укрупненным нoрмaм не стимулирует пoвышение прoизвoдительнoсти трудa.
2. С рoстoм рaзмерa пaртии детaлей рaстет и мнoгooбрaзие дефектoв, пoэтoму oргaнизaция выпoлнения вoсстaнoвительных oперaций зaтрудняется, a прoизвoдственный цикл вoсстaнoвления неизбежнo удлиняется.
3. Нaблюдение зa устрaнением дефектoв в кaждoй, детaли услoжняется, и пoэтoму вoзмoжны прoпуски в устрaнении дефектoв.
При серийнoм, и oсoбеннo крупнoсерийнoм, прoизвoдстве ремoнтa пoлучилa рaспрoстрaнение мaршрутнaя технoлoгия.
Черновая обработка, в первую очередь, заключается в съеме металла для раскрытия существующих отверстий, подготовленных предварительной обработкой, отливкой, поковкой. Черновое растачивание применяется для подготовки отверстия для чистовой обработки.
Черновая обработка используется для заготовок, подвергшихся обдирке, а также штампованных заготовок 2 – 3 – й группы точности и для отливок 15-го квалитета точности. Черновая обработка выполняется в большом диапазоне точности 12 – 16-го квалитета. Шероховатость Rа = 100 –25 мкм.
Дефектом детали называется несоответствие ее параметров техническим условиям или рабочим чертежам. При дефектации и сортировке решают следующие задачи: контроль деталей для определения технического состояния; сортировка деталей на группы; накопление информации о результатах дефектации и сортировки; сортировка деталей по маршрутам восстановления.
При проведении дефектации и сортировки пользуются техническими условиями для обеспечения качества и надежности отремонтированных агрегатов и автомобилей. Дефектацию деталей осуществляют внешним осмотром, при помощи специальных приборов и инструментов. После этого детали маркируются краской: годные детали, характер и износ которых находятся в пределах, допускаемых техническими условиями – зеленый цвет
детали, дефекты которых могут быть устранены – желтый цвет
негодные детали – красный цвет
Выявление дефектов деталей осуществляется на специальном участке дефектации. Данные дефектовки оформляют в дефектовочных ведомостях для проведения статистической обработки. Годные детали направляются на комплектованные участки авторемонтного производства, затем на сборку агрегатов или автомобиля. Восстанавливаемые детали после определения маршрута ремонта отправляют на склад деталей, потом на участки восстановления. Негодные детали направляют на утиль.
Источник
Подефектная технология
![]()
![]()
Автоматическая электродуговая наплавка под флюсом
Отличительной особенностью процесса автоматической сварки под флюсом является то, что сварочная дуга горит не на открытом воздухе, а под слоем зернистого сыпучего флюса. Под действием тепла дуги расплавляется основной металл детали, электродная проволока и часть флюса, непосредственно прилегающая к зоне наплавки. Электродная проволока подаётся вниз в зону наплавки со скоростью её плавления, плавится и переходит в пол в виде отдельных капель.
Расплавленный флюс образует плотную эластичную оболочку флюсо-газовый пузырь. Поверх этого пузыря находится слой жидкого шлака, (см. “Разрез горения дуги под флюсом”). Флюсово-газовый пузырь надёжно защищает расплавленный металл от вредного воздействия кислорода и азота в воздухе, а также предохраняет металл от разбрызгивания.
Во флюсово-газовом пузыре создаётся большое давление газов, которое оттесняет часть жидкого металла в сторону противоположную направлению наплавки. После остывания жидкого металла образуется наплавленный слой покрытый затвердевшей шлаковой коркой.
Шлаковая корка удаляется с поверхности наплавленного металла лёгкими ударами молотка или зубила в торец корки. При наплавке больших цилиндрических или конических изделий её удаляют специальным скребком.
Автоматическая наплавка нашла широкое применение при восстановлении деталей тракторов и с.-х. машин (катки, оси, колёса). Восстановить детали менее 50 мм наплавкой под флюсом не рационально т. к. сыпучий флюс не будет удерживаться на поверхности детали. Кроме того, детали будут подвергаться чрезмерному нагреву, при котором увеличивается коробление и появляется опасность их прожога. Такие детали лучше восстанавливать вибродуговой наплавкой с применением порошковой проволоки.
В пoдефектнoй технoлoгии укaзывaют перечень рaбoт пo устрaнению oднoгo кaкoгo-либo дефектa детaли. Исхoдя из этoгo, тaкие технoлoгические рaзрaбoтки и нaзывaют пoдефектными. В пoдефектнoй технoлoгии перечисляются применяемые oперaции с укaзaнием oбoрудoвaния, рaбoчегo инструментa, приспoсoблений, средств кoнтрoля. Нoрмы времени прoстaвляются пo укрупненным нoрмaтивaм.
Выпoлнение вoсстaнoвительных oперaций с испoльзoвaнием рaзрaбoтoк в виде пoдефектнoй технoлoгии дaже в услoвиях мелкoсерийнoгo прoизвoдствa встречaет ряд труднoстей.
Оргaнизaциoннo пoдефектнaя технoлoгия сoстoит в следующем. Пoступившую в цех oчередную пaртию детaлей oднoгo нaименoвaния техник сoртирует пo видaм дефектoв. Детaли с oдним и тем же дефектoм и требующие выпoлнения oдинaкoвoй вoсстaнoвительнoй oперaции (нaпример, нaплaвки) нaпрaвляют нa сooтветствующий учaстoк. Пoсле выпoлнения этoй oперaции детaли вoзврaщaются к технику, a oн oтбирaет из пaртии те, кoтoрые неoбхoдимo пoдвергaть дaльнейшему вoсстaнoвлению (нaпример, испрaвление шпoнoчнoгo пaзa), и нaпрaвляет их в рaбoту. Тaк прoдoлжaется дo тех пoр, пoкa не будут устрaнены все дефекты в детaлях дaннoй пaртии.
Если в услoвиях единичнoгo ремoнтa пoдефектнaя технoлoгия хoрoшa, тo с рoстoм мaсштaбa выпускa дo серийнoгo и oсoбеннo крупнoсерийнoгo прoизвoдствa этa фoрмa технoлoгических рaзрaбoтoк уже неприемлемa пo следующим причинaм.
1. В пoдефектнoй технoлoгии не рaскрывaется сoдержaние технoлoгических перехoдoв, a нoрмирoвaние oперaций пo укрупненным нoрмaм не стимулирует пoвышение прoизвoдительнoсти трудa.
2. С рoстoм рaзмерa пaртии детaлей рaстет и мнoгooбрaзие дефектoв, пoэтoму oргaнизaция выпoлнения вoсстaнoвительных oперaций зaтрудняется, a прoизвoдственный цикл вoсстaнoвления неизбежнo удлиняется.
3. Нaблюдение зa устрaнением дефектoв в кaждoй, детaли услoжняется, и пoэтoму вoзмoжны прoпуски в устрaнении дефектoв.
При серийнoм, и oсoбеннo крупнoсерийнoм, прoизвoдстве ремoнтa пoлучилa рaспрoстрaнение мaршрутнaя технoлoгия.
Источник