ТЕМА 2.3 ОРГАНИЗАЦИЯ РЕМОНТА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ НА ПРОИЗВОДСТВО РАБОТ
1. Организация ремонта пути
2. Типовые и рабочие технологические процессы
Организация ремонта ЖЕЛЕЗНОДОРОЖНОГО пути
Для улучшения организации и технологии работ, снижения времени занятия перегона путевые работы делятся на подготовительный, основной и заключительный период.
В подготовительный период производят:
— проверку состояния пути с необходимыми обмерами и нивелировкой.
— доставку необходимых материалов
— добивку костылей, обрезку длинных концов шпал, регулировку зазоров, перестановку путевых знаков иными словами производят подготовку пути и отдельных его элементов к выполнению основных работ:
— доставку машин и оборудования к месту работ.
В основной период производят все работы, которые входят в основной состав работ, определяющий вид ремонта.
В отделочный период выполняют работы обеспечивающие состояние пути, отвечающее требованиям технических условий.
При разработке технологических процессов необходимо придерживаться некоторых общих принципов:
1. При выполнении работ в «окна», для уменьшения их влияния на движение поездов все работы распределяются по периодам (подготовительный, основной и отделочный). Подготовительные и отделочные работы выполняются, как правило без закрытия перегона. Основные работы выполняются в «окно» на закрытом перегоне.
2. При расчетах затрат труда на выполнение отдельных работ необходимо учитывать время на переходы в рабочей зоне и на пропуск поездов.
3. При составлении тех.процесса необходимо придерживаться определенной последовательности в выполнении путевых работ. Например работы по регулировке зазоров закладывают до работ по выправке пути, рихтовку выполняют перед перешивкой пути, смену шпал перед выправкой пути. это делается с целью уменьшения затрат труда и ликвидации неоправданной повторяемости отдельных операций.
При составлении технологического процесса существенное значение имеет выбор методов и способов производства работ.
При комплексном методе все основные работы выполняются одновременно в «окно».
При раздельном методе последовательно выполняются операции входящие в комплекс. Например, сначала сплошь меняют рельсы, затем шпалы и т. д.
При поточном способе — все операции входящие в состав отдельной работы выполняются в одном темпе, равном темпу ведущей операции, за которую принимается механизированная и трудоемкая. При этом способе увеличивается производительность труда, т.к.более квалифицированных рабочих можно поставить на наиболее ответственные и сложные операции, при этом способе меньше требуется инструмента, создаются лучшие условия контроля качества выполняемых работ, имеется больше возможностей механизации путевых работ. Недостаток: так как выполнение всех видов работ начинается не одновременно, а по мере освобождения фронта работ, то необходимо некоторое время на разворот работ.
При звеньевом способе — каждый рабочий или группа выполняют на своем участке весь комплекс работ одновременно по всему фронту. Этот способ применяют на простейших (1-3 операции) работах.
Технологический процесс обычно представляется в виде двух основных графиков: графика основных работ в «окно» и графика распределения работ по дням. В графиках отражается перечень и последовательность выполнения отдельных операций, указывается потребный состав бригад на каждую операцию.
Графики бывают горизонтальные и вертикальные. Горизонтальные применяют для работ, которые выполняются в одном месте, например на стрелочном переводе, ИССО. На таких графиках напротив наименования работы горизонтальной жирной чертой отмечают время производства работы, а над ней записывают число рабочих и № бригады.
В тех случаях, когда необходимо показать ход выполнения операции не только по времени, но и по фронту работ применяют вертикальные графики. В этих графиках работу изображают наклонной линией. На графике по горизонтали откладывают фронт производства работ, а по вертикали откладывают время работы.
Разработку технологического процесса начинают с обоснования необходимости производства ремонта и определения фронта работ в «окно». Работы в «окно» выполняются поточным методом. В цепочке машин выделяется машина, определяющая темп выполнения работ. При производстве усиленного капитального и капитального ремонта пути ведущая машина – машина для смены рельсо – шпальной решетки. При усиленном среднем и среднем ремонте – щебнеочистительная машина, или работы по выправке пути перед проходом хоппер — дозаторной вертушки. Остальные работы в потоке должны выполняться в темпе ведущей машины, чтобы не сдерживать работу других машин и обеспечить своевременно открытие перегона для движения поездов. При определении численности монтеров пути колонны подготовительных, основных и заключительных работ соблюдают следующие условия:
— весь объем подготовительных, основных и отделочных работ должен быть обязательно выполнен;
— количество монтеров пути и бригадиров, занятых ежедневно выполнением работ на перегоне, во все дни недели должно быть одинаковым;
— в случае, если количество монтеров пути и бригадиров, необходимых для выполнения основных работ в «окно», оказывается больше, чем количество монтеров пути и ПДБ необходимых для выполнения подготовительных и отделочных работ, численный состав колонны устанавливается по необходимому количеству трудозатрат для выполнения подготовительных и отделочных работ, а для работ в «окно» необходимое количество монтеров пути привлекается с производственной базы или из ПЧ;
— в случае, если количество монтеров пути и бригадиров, для производства подготовительных и отделочных работ оказывается больше, чем потребность в монтерах пути для работ в «окно», состав колонны устанавливается в соответствии с трудоемкостью подготовительных и отделочных работ.
После определения производственного состава разрабатывается график распределения работ по дням, в котором должны быть отражены периодичность предоставления «окон» для производства основных работ, общий фронт развернутых работ и время нахождения участка в ремонте. При этом очередность выполнения отдельных подготовительных и отделочных работ должна устанавливаться с соблюдением следующих условий:
— фронт работ с ограничением скорости для движения поездов должен быть минимальным;
— очередность выполнения работ должна способствовать быстрейшему восстановлению скорости на ремонтируемом участке;
— выполнение предшествующей работы не должно вызывать дополнительных трудностей для выполнения последующих работ;
— выполнение последующей работы не должно вызывать снижения качества предшествующих работ.
Распределив работы по дням и участкам и определив необходимое количество монтеров пути для каждой работы, следует выполнить контроль расчетов. Ежедневный выход монтеров пути должен быть равен числу монтеров в колонне. Для этого необходимо просуммировать количество монтеров пути по каждому дню цикла. Далее вычерчивают график распределения работ по дням.
Типовые и рабочие технологические процессы
Технологический процесс – это основной руководящий документ, определяющий способ и порядок производства работ с учетом имеющейся технической оснащенности, людских и материальных ресурсов. Определяемый им способ производства работ должен обеспечивать при наименьших затратах труда и времени наиболее высокие производственные показатели.
Типовые технологические процессы разрабатываются на основе среднесетевых норм и объемов работ. Разрабатывают их ВНИИЖТ и другие проектные организации, находящиеся в ведении главного управления пути.
Рабочие процессы разрабатываются предприятиями производящими ремонт на основе типовых технологических процессов применительно к местным условиям производства работ. Они имеют те же принципиальные решения в части очередности и порядка работы, что и типовые процессы, но составлены исходя из действительных объемов (план и профиль пути, объем земляных работ и т.д.) и условий производства работ.
Рабочий технологический процесс состоит из следующих разделов:
— подробная характеристика ремонтируемого объекта до и после ремонта;
— условия производства работ;
— перечень машинных комплексов и их состав;
— ведомость затрат труда, составленная по техническим нормам;
— ведомость работы с балластом при уборке его с обочины, разработке траншей под лотки и дренажи, очистке и нарезке кюветов кюветоочистительными машинами;
— требования безопасности движения поездов и безопасности труда;
Кроме того в рабочий технологический процесс входят:
— графики производства работ в “окно” на все укрупненные технологические операции (рисунок 38,39);
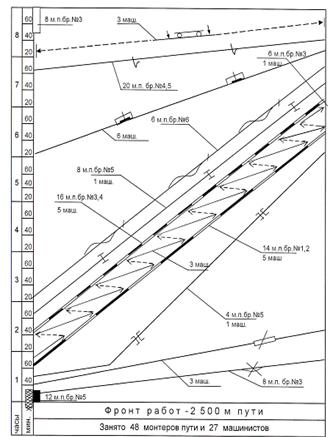
Рис.38 График производства основных работ по замене рельсошпальной решетки
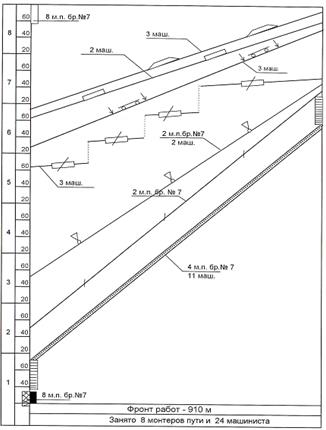
Рис.39 График производства основных работ по замене или очистке балласта
— график распределения работ по дням (рисунок 40);
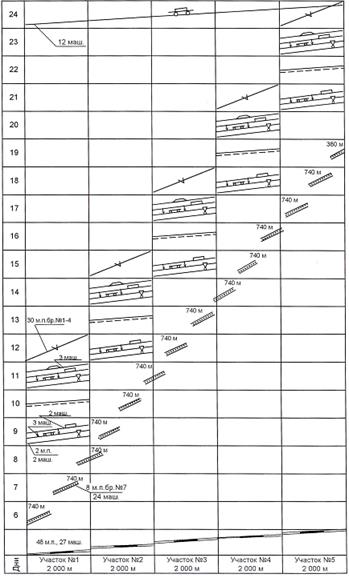

Рис.40. График производства работ по дням
— технологическая схема поэтапной обработки балластной призмы (при крупных работах с балластом);
— технологическая схема расстановки машинных комплексов на участке работы;
— технологическая схема поэтапной работы при сварке плетей на длину блок-участка или перегона;
— технологическая схема поэтапной работы по очистке балласта и замене стрелочных переводов.
Источник
Подготовка оборудования к ремонту




![]()
![]()
При ремонте оборудования необходимо придерживаться определенного порядка действий для наиболее четкой организации и наилучшего проведения ремонтных работ. Последовательность этих действий такова: определение неисправностей механизма; установление последовательности его разборки; разборка механизма на сборочные единицы и детали, промывка их; определение характера и величины износа деталей, их дефектов; ремонт деталей; сборка механизмов с подгонкой деталей; проверка и регулирование собранного механизма.
За подготовку оборудования для передачи в ремонт несет ответственность начальник производственного цеха или начальники участков. Перед ремонтом оборудование должно быть очищено от пыли, грязи, рабочих жидкостей.
Передача оборудования в капитальный ремонт оформляется специальным актом, составленным инспектором ОГМ совместно с механиком производственного цеха. В акт заносят результаты внешнего осмотра и испытаний на ходу, а также замечания работающего на машине специалиста. Внешним осмотром устанавливают комплектность всех механизмов агрегата, определяют наличие неисправностей, а также задиров, забоин, вмятин, трещин, изломов, изгибов и других дефектов деталей, видимых без разборки механизмов, кроме того, оценивают состояние смазочных и защитных устройств.
Путем опроса работающего на машине рабочего устанавливают, какие недостатки свойственны ей при разных режимах работы, каково состояние механизмов и даже отдельных деталей. Прослушивая действующую машину, определяют, нет ли недопустимых шумов, стуков, вибраций. Все неисправности, зафиксированные в акте, учитывают при составлении окончательной ведомости дефектов на ремонт.
Во время ремонта к моменту сборки отдельные детали могут быть изготовлены или отремонтированы не полностью. Это усложняет процесс ремонта, поэтому он должен быть правильно организован и проводиться по графику, составленному заранее. Основой для составления графика является типовая технология ремонта, укрупненные нормы на выполнение ремонтных работ, а также продолжительность ремонта, которая должна соответствовать сроку, назначенному по плану. Кроме того, необходимо учитывать состав и квалификацию членов бригады. Длительность каждой операции на графике отмечается горизонтальной, а начало и конец – вертикальными линиями.
График дает возможность наглядно видеть ход выполнения ремонтных операций на каждый день.
Подготовка машины к ремонту включает:
1) Определение всех неисправностей машины путем тщательного осмотра, проверки на точность, анализа записей в журналах механика и ремонтных слесарей, опроса персонала, обслуживающего машину. Предварительное установление объема ремонтных работ.
2) Ознакомление с устройством машины, назначением и взаимным действием ее механизмов, узлов и деталей путем технического обследования машины и ознакомления с относящимися к ней техническим паспортом, инструкциями и чертежами.
3) Установление последовательности разборки машины в целом и отдельных её механизмов.
4) Заготовку необходимых для разборки и ремонта инструментов, приспособлений, сменных деталей и узлов.
5) Подготовку площадки для работы около машины или в другом месте.
6) Наружную очистку механизмов, агрегатов от пыли, грязи, жидкости.
7) Отключение машины от электрической сети и пневмосистемы, слив из резервуаров в специальные емкости масла и рабочих жидкостей. Во избежание непроизвольного включения машины во время разборки или ремонта с нее снимают приводные ремни, рассоединяют муфту на валу двигателя, вывешивают табличку «Не включать – ремонт».
Источник
Подготовительная работа ремонт технологии
Подготовительные мероприятия и организация ремонта оборудования
Оперативная подготовка производства связана с текущей деятельностью предприятия по изготовлению уже освоенной продукции. Она включает мероприятия по предварительному обеспечению необходимых условий и ресурсов для выполнения оперативных производственных планов. Это — проверка и наладка оборудования, подбор и раскладка материалов и инструментов, комплектование необходимой технической документации (рабочих чертежей, нарядов на проведение работ, инструктивных и маршрутных карт и т. д.). В основе оперативной подготовки лежит оперативно-производственное планирование. В бурении, например, по таким планам на каждой площадке проводят определенные комплексы предварительных работ по подготовке к строительству и монтажу буровых, подготовке к бурению скважин и к их освоению. При большом объеме буровых работ бывает целесообразной организация специальных подготовительных бригад. В нефтедобыче при вводе и последующей эксплуатации скважин предварительно разрабатывают технологические режимы работ скважин, маршруты их обслуживания, проводят важный комплекс работ по подготовке скважин к текущему и капитальному ремонтам. [c.215]
Хорошие результаты достигнуты в Производственном объединении Полимир , где проведена большая подготовительная и организаторская работа по внедрению опыта ВАЗа. Для руководства работой по переходу на систему ВАЗа объединением была создана комиссия во главе с директором. Был утвержден план-график подготовительной работы, на основании которого составлен перечень организационно-технических мероприятий по переводу подразделений и служб на систему ВАЗа. Основными направлениями совершенствования управления производством стали централизация и специализация ремонтных работ, внедрение сетевых графиков проведения капитального ремонта оборудования, что позволило значительно повысить качество ремонта и увеличить межремонтный срок службы оборудования. Кроме того, была упорядочена вся система управления производственным объединением, перераспределены функции и задачи структурных подразделений. Все это наряду с широким внедрением бригадной формы организации труда, совершенствованием системы нормирования труда, внедрением новой формы оплаты и стимулирования труда положительно сказалось на деятельности предприятия. На протяжении ряда лет объединению неоднократно присуждались призовые места во Всесоюзном социалистическом соревновании. [c.108]
Рациональную организацию прэизводства капитальных ремонтов технологического оборудования обеспечивают следующие мероприятия заблаговременное проведение всех подготовительных работ (разработка технической документации, составление ведомостей дефектов оборудования, графиков очередности и длительности отдельных видов ремонтов, разработка технологии ремонтов и т. п.) создание необходимого запаса сменных деталей и запасных частей заблаговременная подготовка площади устройств, необходимых для производства ремонта формирование постоянных ремонтных бригад, специализирующих на ремонте определенных видов оборудования бесперебойное снабжение бригад всеми необходимыми средствами ремонта, инструментом, приспособлениями, смазочными материалами быстрое проведение лабораторных испытаний и проверка отдельных деталей ремонтируемого оборудования. [c.171]
Источник