Ремонт подшипников скольжения
Основными дефектами подшипников скольжения являются: износ и искажение формы рабочих поверхностей; отслоение, выкрошивание или частичное выплавление баббита; риски, увеличенные зазоры, сколы, трещины, раковины на поверхностях скольжения; искажение профиля смазочных канавок; отсутствие запаса на регулирование в подшипниках с регулируемым зазором; износ торцов вкладышей; нарушение крепления втулок и вкладышей; поломка деталей корпуса и крышки, срыв резьбы, засорение и повреждение маслоподводящих отверстий и трубопроводов.
Следствием износа рабочих поверхностей подшипника является увеличение зазора, появление овальности, конусо- и бочкообразности. Величину зазора определяют щупом, а для разъемных подшипников также с помощью двух-трех свинцовых проволочек или пластинок, закладываемых между валом и вкладышем в разобранный подшипник. Размер отверстия для сравнения его с диаметром вала и определения таким образом зазора, а также погрешность формы отверстия устанавливают микрометрическим или индикаторным нутромером.
В неразъемных нерегулируемых подшипниках скольжения при износе втулку заменяют либо ремонтируют. Новую втулку изготовляют с наружным диаметром под запрессовку в корпус и припуском по внутреннему диаметру под последующую развертку или растачивание до нужного размера. 
Запрессовывают втулку прессами, винтовыми приспособлениями или вручную молотком. Чтобы избежать перекоса и деформации втулки при запрессовке, применяют оправку или направляющие кольца. Запрессованную в корпус втулку стопорят от проворота и осевого смещения с помощью винтов или штифтов, а затем развертывают или растачивают до нужного размера. Обработку нескольких втулок, расположенных на одной оси, ведут одной разверткой или набором разверток с одной установки с целью обеспечения соосности отверстий.
Изношенные втулки ремонтируют следующими способами:
- Развертка или растачивание втулки с последующим шабрением под ремонтный размер при увеличении диаметра вала наращиванием.
- Уменьшение внутреннего диаметра втулки осадкой с последующим развертыванием.
- Биметаллические втулки перезаливают баббитом в следующем порядке: сначала нагревают втулки до температуры плавления баббита, слив расплавленного металла, очищение втулки от остатков баббита и грязи, обезжиривание поверхности погружением в нагретый до 70-80 °С раствор каустической соды, промывка в горячей воде, лужение внутренней поверхности припоем ПОС-30 или ПОС-50 и немедленная заливка (в том числе и центробежная) баббитом, нагретым до температуры заливки, с установкой внутрь втулки стержня из листовой стали, трубы или дерева.
Источник
Ремонт подшипников скольжения
Последовательность ремонта подшипников скольжения зависит от конструкции подшипников, а также всей собираемой сборочной единицы. Подшипники скольжения могут быть цельными и разъемными. В первом случае подшипник представляет собой втулку, изготовленную из антифрикционного материала, запрессовываемую в корпус. Во втором случае подшипник состоит из двух частей — вкладышей с диаметральным разъемом.
Процесс установки втулки в корпусе включает ее запрессовку, закрепление от провертывания и подгонку отверстия.
Запрессовку в зависимости от размеров втулки и натяга в сопряжении производят при обычной температуре, с нагревом или же с охлаждением самой втулки.
Широкое распространение имеют подшипники скольжения из пластических масс, в частности из полиамидов (поликапролактама, нейлона, капролона и др.). Цельные пластмассовые втулки запрессовывают обычными методами. Зазоры в сопряжениях с валом здесь несколько больше, чем при металлических втулках. Например, для втулки из поликапролактама с порошкообразным наполнителем при диаметре отверстия 40 мм зазор не должен быть менее 0,12 мм, так как размеры втулки при работе изменяются и при меньшем зазоре происходит заклинивание вала.
1. Запрессовка втулки в корпус
Простейший способ запрессовки втулки в корпус — при помощи обычной универсальной выколотки и молотка. Этот способ, широко распространенный при ремонте, в индивидуальном и мелкосерийном производстве, дает удовлетворительные результаты лишь при малых натягах в сопряжении, относительно большой толщине стенок втулки и при тщательном выполнении операции (рис. 1).
Направление движения втулки при запрессовке зависит от наличия заходной фаски под углом 30° снаружи на торце втулки, правильной первоначальной установки втулки относительно отверстия в корпусе и от направления и величины силового воздействия (предпочтительно вдоль оси втулки). Это предотвращает перекос и деформацию втулки и задиры поверхности отверстия в корпусе.
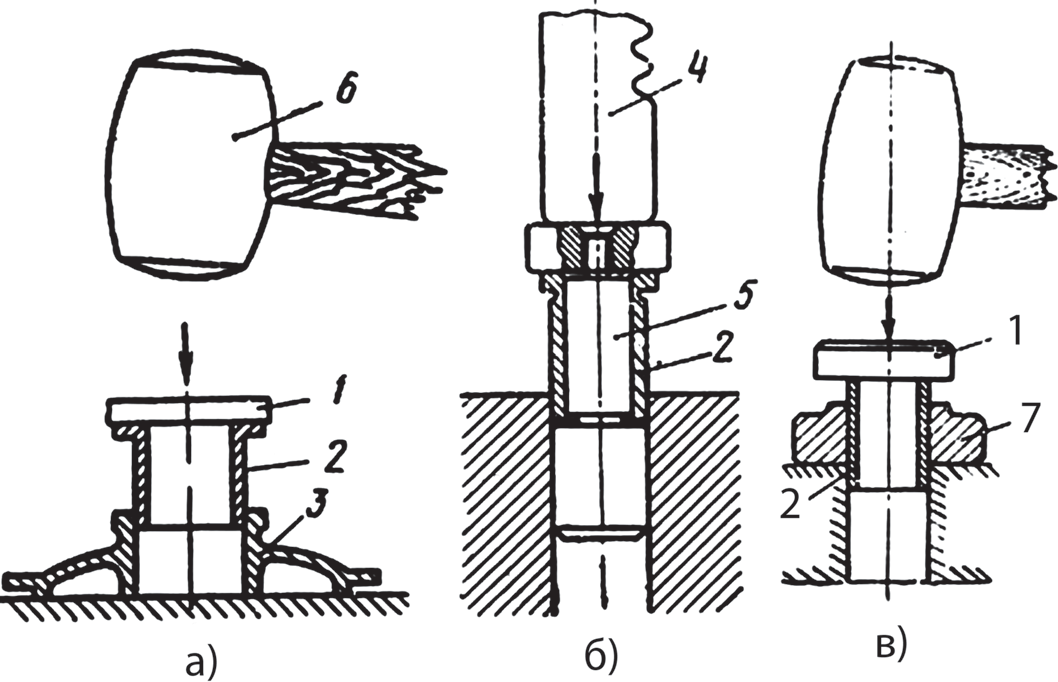
Pиc. 1. Запрессовка втулок в корпус подшипника: а — с помощью накладки; б — с помощью ручного пресса; в — с направляющим кольцом; 1 — накладка; 2 — втулка; 3 — корпус; 4 — шток пресса; 5 — оправка; 6-молоток; 7 — направляющее кольцо
Операция запрессовки значительно упрощается применением несложных приспособлений, которые обеспечивают втулке необходимое направление. Это может быть оправка, выполненная по внутреннему диаметру втулки с буртом, накладка в виде пластины из медных или алюминиевых сплавов, которая накладывается на торец втулки противоположный запрессовываемому, и более сложные приспособления.
Необходимо учитывать, что диаметр отверстия втулки после ее запрессовки уменьшается и это находится в зависимости от натяга, создаваемого посадкой (например, H9/x8; H9/u8; H9/s8). Если это не учтено при изготовлении втулки до запрессовки, то отверстие ее приходится дополнительно обрабатывать. Обычно после запрессовки втулки производят ее чистовое растачивание, развертывание или калибрование другими способами.
После окончательной обработки втулки острые кромки зачищают шабером и тщательно промывают узел.
В качестве примера приведем метод окончательной обработки отверстия втулки после ее запрессовки калиброванием шариком или пуансоном-прошивкой (рис. 2).
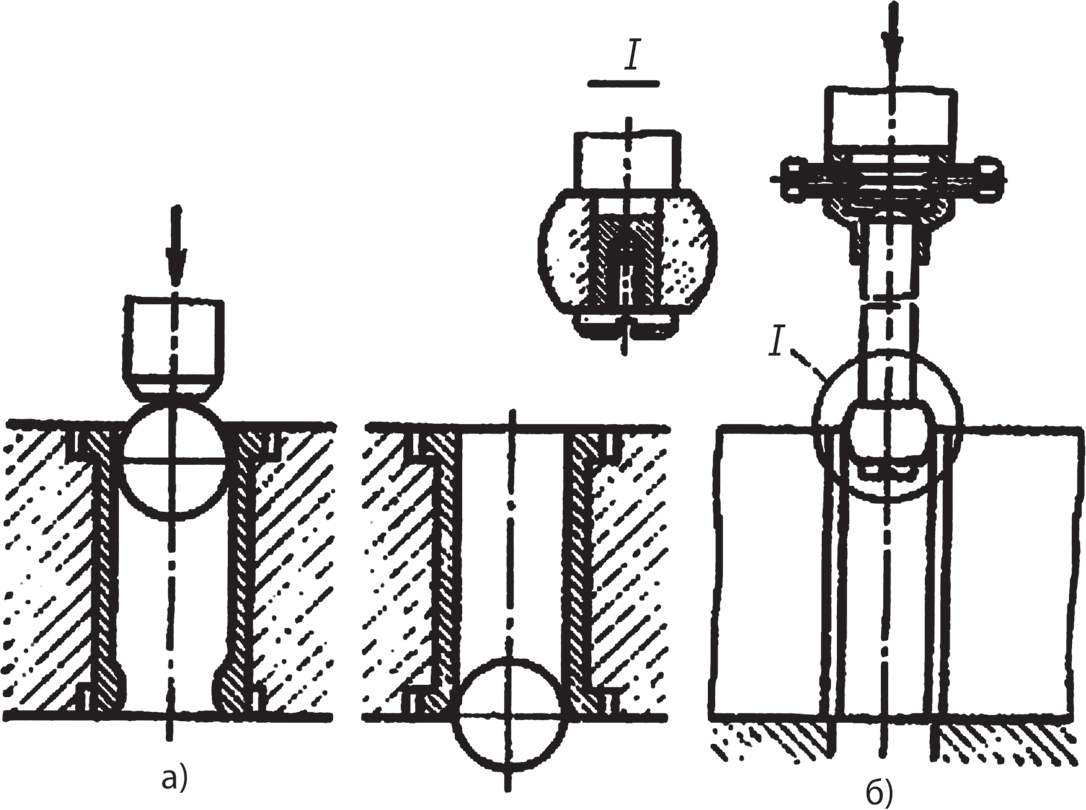
Рис. 2. Калибровка подшипников-втулок после запрессовки: а — с отбортовкой; б — с созданием натяга
Шарик применяют при отношении длины отверстия к его диаметру менее 8, а прошивку — при более длинных отверстиях. В результате калибрования получают высокую точность и шероховатость поверхности Ra=0,63–0,16 мкм.
Припуск на калибрование для отверстий диаметром 30–50 мм составляет примерно 0,12–0,15 мм для стальных втулок, 0,10–0,12 мм для чугунных и 0,09–0,12 мм для бронзовых. Калибрование может быть применено и для фиксирования втулки от осевого смещения двусторонними буртиками.
При проталкивании шарика в отверстие втулки за счет технологического припуска конец ее отбортовывается.
Калибрование выполняют на пневматическом прессе. В качестве смазывающей жидкости используют керосин для чугунных втулок, минеральное масло или смесь его с графитом — для бронзовых.
После такой обработки обычно не требуется крепления втулок от провертывания.
2. Закрепление втулок
Если втулки монтируются с посадками H7/k6; H7/n6, то диаметры их отверстий и форма почти не изменяются, и дополнительная обработка в сборе, как правило, поэтому не предусматривается. Но такие втулки после запрессовки крепят от провертывания; некоторые способы крепления втулок подшипников скольжения представлены на рис. 3.
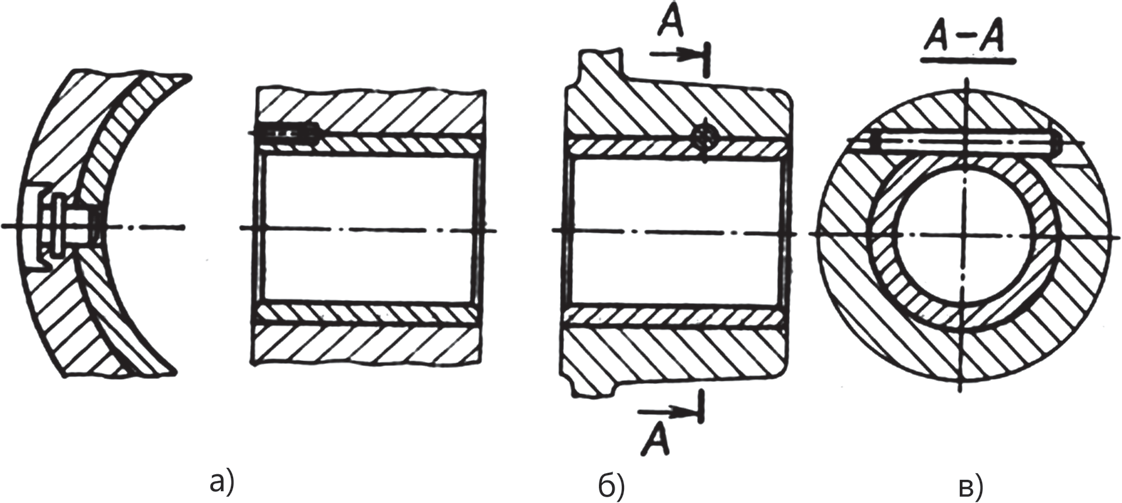
Рис. 3. Способы крепления подшипников-втулок
Втулку можно крепить гладким стопором, удерживаемым в корпусе за счет обжатия металла (рис. 3, а). В этом случае отверстие в корпусе может быть просверлено заранее, а отверстие во втулке сверлят после ее запрессовки. Стопор должен входить в отверстие с натягом.
При закреплении втулки винтом (рис. 3, б) вначале сверлят одновременно в корпусе и втулке отверстие, в котором нарезают резьбу. Крепление осуществляют резьбовым штифтом. После ввертывания винта головка его должна быть утоплена относительно торца на 0,2–0,3 мм. Резьба под винт во избежание его самоотвинчивания должна быть тугой.
При креплении втулки коническим штифтом (рис. 3, в) обработка отверстия под штифт производится по отверстию в корпусе. Штифт запрессовывают легкими ударами молотка, чтобы не деформировать втулку.
3. Проверка подшипников
После запрессовки и обработки подшипников необходимо произвести проверку овальности и конусообразности отверстий в двух взаимно перпендикулярных направлениях в двухтрех поясах с помощью индикаторного нутромера (рис. 4, а), а также соосность с помощью калибра 1 (рис. 4, б).
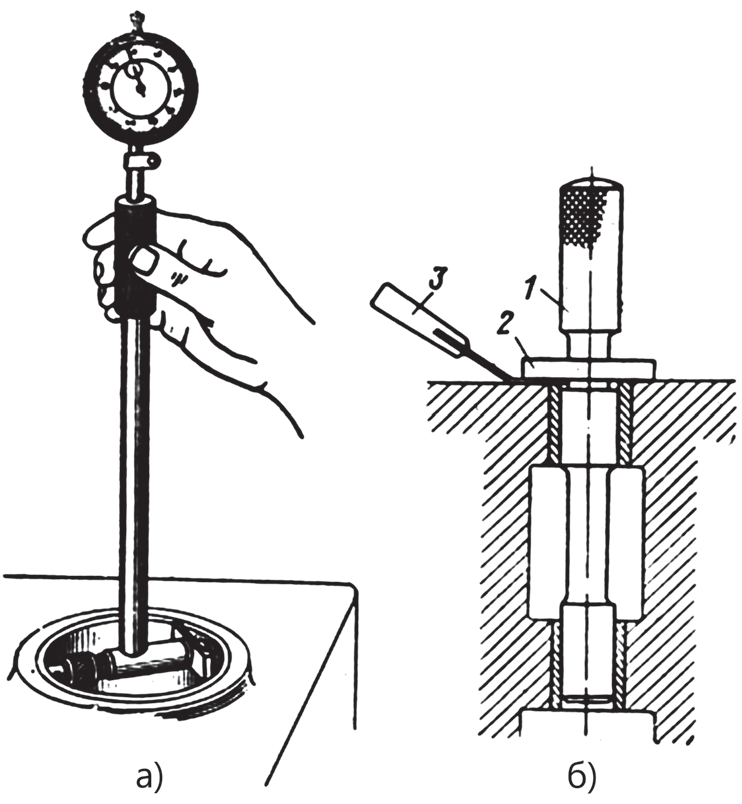
Рис. 4. Проверка отверстий подшипника: а — проверка овальности индикаторным нутромером; б — проверка соосности отверстия калибром; 1 — калибр; 2 — буртик; 3 — щуп
Если отверстия несоосны, между торцовой поверхностью узла и одним краем буртика 2 калибра будет зазор, величина которого определяется щупом 3 или же закрашиванием нижней части буртика калибра.
4. Разъемные подшипники
Процесс сборки корпусов с разъемными подшипниками скольжения в значительной мере определяется их конструкцией.
Разъемные подшипники могут быть толстостенные и тонкостенные. Однако, пользуясь таким условным делением, следует иметь в виду, что главным критерием отнесения подшипника к тому или иному типу является не абсолютное значение толщины его стенки, а отношение k толщины стенки (без заливки) к наружному диаметру. Для толстостенных подшипников k=0,065–0,095, а для тонкостенных k=0,025–0,045. Комплект разъемных подшипников состоит из двух деталей-вкладышей. Во многих конструкциях нарушение этой комплектации не допускается.
Вкладыши толстостенных подшипников изготовляют из малоуглеродистой стали, чугуна или бронзы и заливают баббитом или другим антифрикционным сплавом.
Вкладыши устанавливают в корпус и в крышку с небольшим натягом или со скользящей посадкой. При монтаже вкладышей бронзовую или алюминиевую накладку устанавливают на обе плоскости вкладыша и по ней наносят легкие удары. Вкладыш нормально работает только тогда, когда не менее 85% его наружной поверхности равномерно прилегает к посадочной поверхности в корпусе или в крышке подшипника. Для предотвращения перемещения вкладышей применяют установочные штифты (рис. 5).
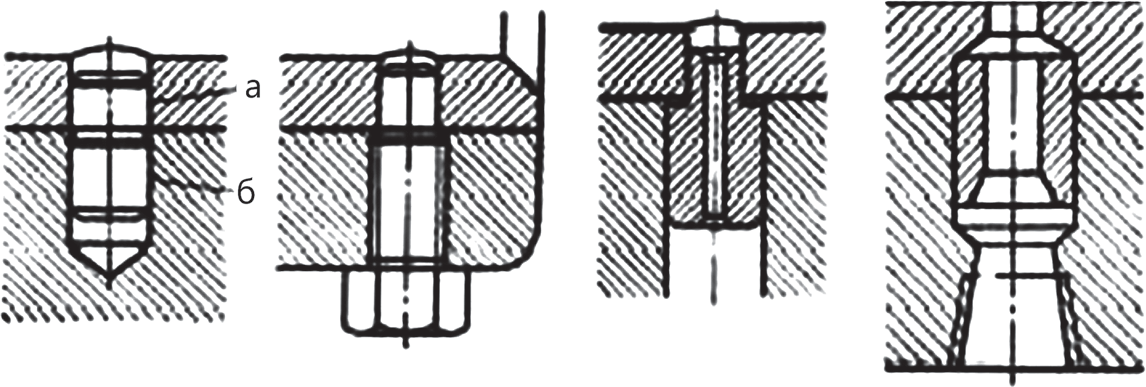
Рис. 5. Установочные штифты для разъемных подшипников
Посадку штифтов в корпусе (б) осуществляют с натягом 0,04–0,07 мм. Вкладыш должен устанавливаться на штифт с зазором а=0,1–0,3 мм. Кроме того, в одной из половин вкладышей отверстие под штифт в плоскости возможного вращения подшипника должно иметь несколько вытянутую форму, чтобы при перекосе плоскостей разъема вкладыш мог самоустанавливаться.
Перед установкой вкладышей в корпус и крышку все сопрягаемые поверхности должны быть просмотрены, а при наличии на них заусенцев зачищены шабером. Необходимо также проверить совпадение масляных каналов в корпусе и в крышке с отверстиями во вкладышах. Несовпадение этих отверстий на величину, превышающую 0,2 их диаметра, не допускается. Масляные каналы в корпусе перед установкой вкладышей должны быть тщательно промыты керосином при помощи шприца.
Крышки подшипников, как правило, фиксируют штифтами или калиброванными по посадке пазами. Штифты запрессовывают в корпусе с натягом 0,03–0,07 мм. Посадка крышки в пазах может быть с небольшим зазором или натягом.
При ремонте разъемных подшипников необходимо учитывать, что крышка подшипника при затяжке крепежа тоже деформируется и что под действием силы затяжки зазоры между вкладышем и крышкой уменьшаются. Эти деформации крышки могут нарушить нормальное положение вкладыша и вызвать искажение формы отверстия подшипника. Ограничить влияние этих погрешностей можно тщательным подбором деталей в пределах допустимых натягов, соблюдением последовательности и требуемой степени затяжки деталей крепления крышки, а также проверкой результатов сборки.
Предварительно укладывают между корпусом и крышкой набор регулирующих латунных или медных прокладок (рис. 6) толщиной до 0,05 мм. Общая толщина прокладок указывается в чертеже и обычно равна 4–5 мм. После сборки без люфта прокладки постепенно удаляют по мере приработки подшипника.
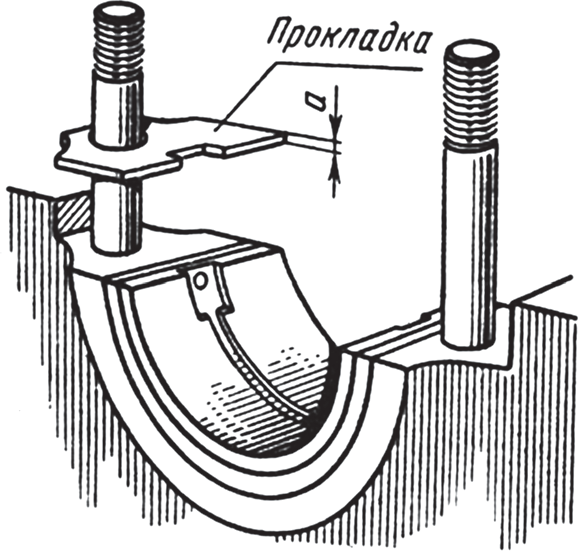
Рис. 6. Установка прокладок
Смазку необходимо подводить к ненагруженной части поверхности подшипника, в месте наибольшего зазора. При работе в зазоре ненагруженной части подшипника возникает разрежение (0,25–0,3 aтм) и смазка засасывается в подшипник.
На нагруженных частях поверхности подшипника не должно быть никаких смазочных канавок, так как при значительных нагрузках в месте контакта подшипника с валом может происходить разрыв масляной пленки.
Масляные канавки и карманы, прорезанные на вкладышах подшипников, распределяют смазку вдоль оси подшипника; смазку по рабочей поверхности подшипника распределяет шейка вала при вращении.
Смазочные канавки не следует доводить до торцов втулки или вкладыша подшипника. В противном случае масло вытекает из области давления, что уменьшает несущую способность подшипника. Обычно у торцов втулки смазочные канавки соединяются кольцевыми проточками, которые препятствуют вытеканию масла. Для лучшего захвата масла валом у смазочных канавок скашивают кромки.
В отдельных случаях канавки доводят до торца втулки или вкладыша с целью увеличения циркуляции масла через нерабочую зону, т.е. для улучшения теплоотвода.
В подшипниках, которые смазывают консистентной смазкой и которые работают при низких скоростях и высоких нагрузках, а также при качательном движении вала, смазочные канавки можно располагать в нагруженной части.
Масляные канавки соединяют с маслораспределительной канавкой.
Поверхность опорных шеек под подшипники скольжения должна быть не ниже 50 HRC.
Источник
Причины поломок и методы ремонта подшипников. Ремонт подшипников скольжения
Ремонт подшипников качения. Повышение сроков службы подшипников качения, применяемых в электрических машинах, является одной из задач, способствующих снижению себестоимости ремонта. Задачу можно решить путем технически обоснованного отбора подшипников для повторного использования при ремонте. Опыт эксплуатации показал, что если подшипники отвечают определенным техническим требованиям при их проверке, то они могут быть использованы повторно и вполне надежно работать.
При демонтаже шарикоподшипников с вала ротора (якоря) с использованием специальных съемников на прессах или раз- борочных стендах должны выполняться следующие требования: усилие следует прилагать только к внутреннему кольцу подшипника; подшипник, снятый за наружное кольцо, бракуется; не допускается применение молотков и зубил; запрещается наносить удары по сепаратору, шарикам и другим деталям.
Демонтированные подшипники промываются в специальных растворах, осматриваются и контролируются с помощью специального инструмента. Подшипники, имеющие следы перегрева (цвета побежалости) на поверхности колец, трещины и отколы, выкрашивания и раковины на дорожках качения шариков и колец, выработки дорожек качения колец и коррозию на дорожках качения и шариках, бракуются. При наличии коррозии на посадочных поверхностях колец ее зачищают шлифовальной шкуркой № 6 с маслом и промывают. Проверяют наличие обрыва, среза или ослабления сепаратора. Ослабевшие заклепки подклепывают, а отсутствующие заменяют новыми.
Располагая подшипник в горизонтальной плоскости, вращают наружное кольцо при неподвижном внутреннем и определяют плавность хода, отсутствие толчков и быстрого торможения. Для исключения различных толкований перечисленных дефектов на предприятиях устанавливают эталоны, утвержденные соответствующими должностными лицами.
В подшипниках, признанных годными по результатам осмотра и проверки на легкость вращения, измеряют зазор между сепаратором и бортом внутреннего кольца, величины радиальных и осевых биений по дорожкам качения наружного и внутреннего колец. Зазор между сепаратором и бортом внутреннего кольца подшипника измеряют щупом, при этом сепаратор должен быть приведен к внутреннему кольцу. Для подшипников со стальными штампованными сепараторами наименьшее значение зазора — 0,2 мм. Измерение радиальных и осевых биений производят по схемам а) 8.14 на специальных приспособлениях или приборах. При превышении допуска подшипники бракуют. Незначительные отклонения посадочных мест на наружном и внутреннем кольцах можно устранить нанесением герметика.
Ремонт подшипников скольжения. В современных маши- шинах подшипники скольжения используют только для машин мощностью свыше 1000 кВт, которые выполняются на стояковых подшипниках. Головки и вкладыши подшипников делают разъемными по горизонтальной плоскости. Вкладыши подшипников залиты баббитом. Необходимость ремонта вызывается утончением слоя баббита, отслаиванием, растрескиванием и выкрашиванием баббита, подплавкой или полной выплавкой баббита, рисками и задирами на рабочей поверхности баббита и механическими повреждениями .
При утончении и хорошем сцеплении баббита с основой вкладыша производится наплавка дополнительного слоя с припуском на механическую обработку. Если толщина слоя менее 0,8 мм, требуется полная замена баббита. Полную замену также производят при тре
щинах и выкрашивании баббита или его отслаивании от поверхности более чем на 40-50% площади. Полную замену баббита производят наплавкой или заливкой. Плотность прилегания баббита к телу вкладыша проверяют простукиванием вкладыша легкими ударами латунного молотка. Звук должен быть чистым, без дребезжания и глухих тонов.
Проверку также можно производить с помощью керосиновой пробы.
Производят проверку зазоров между верхним полувкладышем и валом. Так как с торца подшипника нет подхода к зазору, а при большой длине вкладыша он может быть неравномерным, измерение производят следующим образом. Берут шесть небольших кусочков 5 (8.15) свинцовой проволоки диаметром около 1 мм, два из которых устанавливают на шейку вала 2, а остальные четыре — на стыковочную поверхность нижней половины вкладыша 3. Накладывают верхнюю половину вкладыша и крышку J подшипника и равномерно стягивают болты, крепящие крышку к корпусу 4 подшипника. Болты затягивают так, чтобы смять ироволоки.
Наплавку баббита производят присадочными прутками, расплавленными как ацети- лено-кислородным (или пропаном-бутановым), так и водородным пламенем. Предпочтительнее применение пропан-бутанового пламени, которое благодаря более низкой температуре обеспечивает лучшую структуру наплавляемого слоя, и водородного пламени, созданного пламени, созданного смесью газов из 90% водорода и 10% кислорода, причем 10% кислорода обеспечивают полное сгорание 20% водорода, а остальные 70% водорода образуют вокруг расплавленного баббита защитную среду, препятствующую проникновению кислорода к расплавленному металлу, чем предотвращается его окисление.
Структура баббита, наплавленного в струе водородного пламени, более мелкозернистая и плотная, износостойкость его выше. Кроме того, в струе водородного пламени можно наплавлять вместо дорогого баббита Б-83 более дешевый БН, имеющий высокие антифрикционные свойства, но не применяемый при заливке вследствие сложности технологии его расплавления и заливки.
Наплавку производят сварочной головкой СЧ-18 или ГС-53 с наконечником № 4-6. Баббитовые прутки, отлитые в угловой стали, должны быть длиной 400-700 мм и иметь в сечении прямоугольный треугольник с катетом 10-20 мм. Вкладыши подогревают до 50-60 °С, Наплавку производят полосами, которые должны занимать нижнее горизонтальное положение. Толщина наплавляемого слоя за один раз должна быть не более 5-6 мм, при большей толщине наплавляют требуемое количество слоев 1-15 в порядке, показанном на 8.16, а. Перед наплавкой последующего слоя предыдущий зачищается металлической щеткой до блеска. Схема наплавки полос 16-24 баббита на утонченный слой показана на 8.16, б. Укладывать на наплавляемую поверхность присадочные прутки горизонтально и расплавлять их категорически запрещается.
Детали, заливаемые баббитом, могут быть дельными или разъемными — из половинок. У разъемных деталей больших размеров каждую половинку заливают отдельно. Заливка осуществляется с соблюдением общих правил литья. Вкладыши перед заливкой должны быть нагреты до 270-300°С, а стержень (для образования отверстия в отливке) не ниже 400°С. Остывание баббита после заливки должно происходить снизу вверх. Для этого охлаждают нижнюю часть приспособления и подогревают верхнюю. Температура заливаемого баббита должна быть 400-410°С для марки Б-83 и 440-470°С для марки Б-16.
1. Как исправляют ослабление прессовки сердечников?
2. Как исправляют резьбовые отверстия в корпусах?
3. Как исправляют ослабление посадки подшипников в щитах и на валах?
4. Какие дефекты могут быть исправлены на пластмассовых коллекторах н коллекторах на стальной втулке?
5. Какие дефекты могут быть устранены у литой и сварной короткозам- кнутой обмотки роторов?
6. Как восстанавливают посадочные поверхности на валах?
Износ подшипников скольжения приводит к увеличению радиального зазора между шейкой вала и вкладышем подшипника. Через увеличенный зазор вытекает масло, нарушаются жидкостное трение и режим работы подшипника. Износ подшипников вызывает опускание вала, нарушение его горизонтальности и соосности с подшипниками. В свою очередь это усиливает износ как подшипников, так и шеек вала.
При ревизии подшипников перед ремонтом проверяют:
величину зазора между валом и подшипником;
плотность прилегания вала к поверхности подшипника;
отсутствие трещин в баббитовой заливке и ее отставание;
толщину слоя баббитовой заливки.
Масляный зазор должен составлять 0,001-0,0012 диаметра вала. При увеличении зазора в разъемных подшипниках часть регулировочных прокладок удаляют и вновь пришабривают подшипник по валу. Регулируют зазор по предварительно отшлифованной шейке вала.
Ремонт подшипников скольжения заключается в перезаливке и восстановлении баббита вкладышей. Недоброкачественная обработка вкладыша перед заливкой, пережог баббита, заливка в необезжиренный или нелуженный вкладыш приводят к отставанию слоя баббита или к трещинам в нем.
Старый баббит выплавляют в горне или паяльной лампой. Для этого вкладыш нагревают до температуры около 250° С и легкими ударами деревянного молотка выбивают оплавившуюся изнутри заливку. Далее поверхность вкладыша тщательно зачищают шабером или металлической щеткой, обезжиривают в горячем растворе щелочи, промывают, сушат и протравливают кислотой для удаления окислов.
Вкладыши с канавками не лудят, гладкие вкладыши для надежного сцепления с баббитом следует подвергнуть лужению.
Подготовленные к заливке вкладыши собирают в форму, подогревают до 200-250° С и ровной непрерывной струей заливают в них баббит. Лучшие результаты дает центробежный способ заливки подшипников.
После охлаждения вкладыши обтачивают на токарном станке и подгоняют по шейке вала шабрением. Для контроля правильности шабрения шейку вала покрывают краской и несколько раз поворачивают наложенный на нее подшипник. Баббит, покрывшийся пятнами краски, снимают шабером. Шабровку заканчивают тогда, когда не менее 25÷30% рабочей поверхности вкладыша равномерно покрывается пятнами краски.
Раковины, отколы и несквозные трещины в баббите устраняют наплавкой баббита такой же марки.
Подшипники качения не ремонтируют. Ремонт узла шейки вала с подшипником качения заключается в демонтаже подшипника, ремонте шейки и сборке узла.
Если при осмотре подшипника качения обнаруживают его подработку, задиры на беговых дорожках, шариках или роликах, повреждение или подработку места посадки, увеличенные зазоры между телами качения и обоймами, то подшипник заменяют. Подшипники качения демонтируют с вала с помощью специальных прессов или съемников.
Длительность нормальной работы подшипника зависит от качества сборки узла и его установки. На местах посадки подшипника должны быть тщательно удалены заусеницы, забоины, царапины.
Перед установкой подшипники качения промывают в смеси бензина с маслом и сушат на чистой бумаге. Сочленение обоймы подшипника с валом производится одной из неподвижных посадок с натягом. Подготовленный подшипник в течение 15-20 мин разогревают в масляной ванне при температуре 60-90° С и легкими ударами деревянного молотка или нажимом устанавливают на место. Посадку подшипников производят с помощью различных приспособлений.
Подшипники скольжения представляют собой цельную или разрезанную на две половины цилиндрическую втулку, внутри которой вращается шейка вала. Втулки изготовляют из антифрикционных сплавов (бронзы, латуни, специальных марок чугуна), стали или обычного чугуна. Внутреннюю поверхность втулок из стали и чугуна покрывают баббитом.
В подшипниках скольжения коэффициенты трения значительно снижают, применяя смазку. Смазка затягивается вращающейся шейкой вала в места контакта ее с подшипником, благодаря чему между ними создается пленка смазки (масляный клин) и шейка всплывает, вращаясь не по поверхности подшипника, а по слою смазки. Таким образом, создается жидкостное трение, которое в десятки раз меньше сухого.
Подшипники в виде цельной втулки применяют редко, только при малой частоте вращения. Наиболее распространенными являются подшипники (рис. 3.8), состоящие из верхнего 12 и нижнего 13 вкладышей, изготовленных из стали и покрытых внутри баббитом, а также корпуса с крышкой и вспомогательных деталей.
Опорная поверхность нижнего (нагруженного) вкладыша имеет сферическую расточку, благодаря которой при неточной установке или небольшом прогибе вала вкладыш может изменять положение (следовать за шейкой вала). Такие подшипники называются самоустанавливающимися.
Рис. 3.8. Подшипник дымососа с самоустанавливающимися вкладышами и кольцевой смазкой:
1 – смотровое стекло, 2 , 16 – смазочное и маслоотбойное кольца, 3 , 4 – шпильки крепления крышкивкладышей, 5 , 6 – смотровая и прижимная пробки, 7 – рым, 8 , 11 – крышки корпуса и лючка, 9 – линия разъема корпуса подшипника и вкладышей, 10 – корпус, 12 , 13 – верхний инижний вкладыши, 14 – змеевик, 15 – баббитовая заливка, 17 – уплотнение вала
Нижний вкладыш 13 опирается на корпус 10 подшипника, который прикрепляется болтами к фундаментной раме. Верхний вкладыш 12 боковыми кромками опирается на кромки нижнего вкладыша и сверху закрывается крышкой 8 корпуса. В нижней части корпуса имеется масляная ванна. Разъемные смазочные кольца 2 ,установленные на шейке вала, увлекаются вращающимся валом и переносят смазку из ванны на шейку, смазывая ее. В масляной ванне установлены змеевики 14 для охлаждения масла и подшипника проточной водой. Кольцевую смазку применяют при частоте вращения вала 300– 1500 об/мин.
Разборку подшипников начинают со снятия термометров и мас-лоуказательных стекол. Сначала разъединяют трубопроводы охлаждения и смазки. Все отверстия закрывают деревянными пробками. После очистки термометры, маслоуказатели и детали трубопроводов сдают в кладовую на хранение.
Затем демонтируют крышку корпуса подшипника, снимают ее, верхний вкладыш, прокладки в разъеме вкладышей и смазочные кольца. Прокладки очищают от масла и грязи и замеряют штангенциркулем толщину. Прокладки и смазочные кольца также сдают в кладовую.
Нижние вкладыши вынимают из корпуса подшипника после снятия ротора (вала). Если ротор (вал) не снимают, его приподнимают талями или домкратами и устанавливают на временные опоры, а нижние вкладыши выворачивают по шейке вала, как указано на рис. 3.9, а.

Рис. 3.9. Выкатывание нижней половины вкладыша подшипника ударами по наставке в направлении стрелки (а ) ирым-болтами, скобами и рычагами (б ):
1 – вал, 2 – нижняя половина вкладыша, 3 – корпус подшипника,
4, 7 – длинная и короткая скобы, 5 – медная подкладка, 6 – рычаг,
Для снятия тяжелых вкладышей используют рым-болты 8 ,завинчиваемые в отверстия вкладышей, а также скобы 4 , 7 и рычаг 6 (рис. 3.9, б ).
Корпуса подшипников снимают с фундаментной плиты только в случае их ремонта в механической мастерской. При неснятых корпусах значительно ускоряются сборочные работы, так как они определяют правильное положение линии вала.
Все детали подшипников очищают, промывают керосином и осматривают. Следует тщательно очистить и промыть также каналы в корпусах подшипников, предназначенные для охлаждения смазки. Если необходимо, применяют кислотную промывку (3– 5%-ный раствор соляной кислоты).
Для установки новых корпусов или вкладышей подшипников нужно тщательно очистить все поверхности (в том числе отверстия и каналы) от формовочного песка и других загрязнений. Боковые зазоры между шейкой вала и вкладышами, а также верхний зазор имеют очень большое значение для нормальной работы подшипника. Они обеспечивают возможность увеличивать диаметр шейки при нагревании, сглаживают неравномерностьвращения шейки(в допустимых пределах) и создают возможность некоторого смещения шейки в подшипнике при образовании масляного клина, толщина которого составляет 0,0018– 0,0025 диаметра шейки.
Боковой т и верхний k зазоры в подшипнике скольжения показаны на рис. 3.10.
Смазка подводится к шейке вала обычно через отверстие 4 в верхнем вкладыше. В этом месте делают канавку 5 для равномерного распределения смазки по длине шейки вала. Никаких других канавок на верхнем и нижнем вкладышах делать не следует, если они не предусмотрены конструкторскими чертежами или техническими условиями. Нельзя располагать канавки на опорной поверхности нижнего вкладыша, так как нарушаются условия образования масляного клина.
Боковые зазоры измеряют щупом в местах разъема вкладышей на расстоянии 10– 15 мм от торцов, а верхний – свинцовой проволокой 0,6– 1 мм. Кусочки проволоки укладывают на шейку вала (два по краям и один посередине) и на плоскость разъема нижнего вкладыша. Затем укладывают верхний вкладыш, крышку и затягивают подшипник болтами. После этого разбирают подшипник и измеряют микрометром толщину обжатых оттисков. Верхний зазор определяют, вычитая толщину оттисков в разъеме из толщины оттисков на шейке вала.

Рис. 3.10. Зазоры в подшипнике скольжения:
1 – корпус подшипника, 2 – крышка корпуса, 3 , 6 – верхний и нижний вкладыши, 4 – отверстие для смазки, 5 – канавка для смазки, 7 – вал;
k – верхний зазор, m – боковой зазор между валом и вкладышем,
п – боковой зазор между вкладышем и корпусом
Зазоры между вкладышами и корпусом измеряют щупом по линии разъема вкладышей, между корпусом и валом в местах уплотнения — также щупом, но по всей окружности вала. Нормальные размеры боковых и верхних зазоров в зависимости от диаметра шейки вала приведены в технических условиях на ремонт.
Боковые зазоры между вкладышем и корпусом по линии разъема делают равными 0,05– 0,1 мм. Эти зазоры необходимы, чтобы вкладыш расширялся при нагревании не в сторону шейки вала, а в сторону корпуса. Зазор по радиусу между валом и корпусом подшипника в уплотнении должен быть 1,5– 2 мм. Угол соприкосновения шайки вала с нижним вкладышем должен быть 60– 70°. Прилегание рабочих поверхностей вкладышей к шейке вала проверяют по краске: должно быть не менее пяти пятен на каждом квадратном сантиметре.
Радиусы закруглений торцов вкладышей и галтелей вала выбирают с таким расчетом, чтобы торец вкладыша упирался в буртик вала по плоскости, а не по закруглениям и галтелям. При выработке торца вкладыша более чем на 1 мм профиль торца восстанавливают по шаблону. Для облегчения последующей сборки подшипников и регулировки верхних зазоров измеряют толщину прокладок в разъеме вкладышей.
Если фактические размеры и зазоры подшипников находятся в пределах норм, а состояние их хорошее, подшипники очищают, промывают и укладывают на место. В ином случае выполняют необходимые ремонтные работы.
Одновременно с проверкой размеров и зазоров в подшипнике проверяют состояние корпуса, вкладышей и крышки, а также степень износа и состояние баббитового слоя.
Износ баббитового слоя нижнего вкладыша приводит к увеличению верхних зазоров и незначительно отражается на изменении боковых зазоров. Увеличение боковых зазоров, площади соприкосновения баббитового слоя с шейкой вала и подгонку закруглений торцов вкладышей выполняют шабрением. Уменьшения верхних зазоров достигают уменьшением общей толщины прокладок в разъеме вкладышей или обработкой (строганием) плоскостей разъема вкладышей с последующим шабрением по шейке вала.
Износ баббитового слоя на торцах вкладышей приводит к изменению осевых зазоров и увеличению осевого разбега вала. Необходимо определить степень износа с каждой стороны вкладышей и для восстановления нормального осевого разбега вала произвести наплавку вкладышей с торцов.
Если вкладыши перезаливали или подвергали местной наплавке баббитового слоя, а также заменяли новыми, их до сборки механизма необходимо прошабрить по шейкам вала. Эта подгонка является предварительной. Окончательная пришабровка вкладышей по валу производится при сборке механизма.
Предварительную пришабровку ведут по шейкам вала или по шаблону (ложному валу, у которого шейки имеют точно такие же размеры). Вкладыши поочередно укладывают на смазанные краской шейки вала (или, наоборот, во вкладыши опускают шейки шаблона), поворачивают несколько раз на угол 20– 30°, а затем снимают шабером баббит в местах касания. После нескольких приемов доводят прилегание нижнего вкладыша по дуге 60– 90° с получением двух пятен на 1 см 2 . Для верхних вкладышей необходимо такое же прилегание с получением одного пятна на 1 см 2 .
При проверке смазочных колец обращают внимание на их ци-линдричность, чистоту поверхности и надежность соединения замка. Поврежденные кольца заменяют. Взамен изношенных уплотнений корпуса набирают новые, которые должны плотно охватывать вал и иметь надежную запрессовку в гнездах корпуса.
Масляную ванну при ремонте подшипников очищают и промывают, а маслоуказательное стекло подвергают ревизии и ремонту. Плотность змеевиков водяного охлаждения проверяют гидравлическим испытанием: попадание воды в масляную ванну должно быть исключено. После гидравлического испытания змеевики продувают сжатым воздухом, чтобы полностью удалить воду.
Сборку механизма начинают с установки в корпус нижних вкладышей. Если вкладыши не заменяли и не перезаливали, а лишь слегка подшабривали, то сохраняют старую линию вала. В разъемы подшипников устанавливают старые прокладки, верхние вкладыши и крышки подшипников.
После перезаливки или замены вкладышей, а также замены корпусов подшипников и переделки фундаментной рамы выверяют подшипники вместе с валом на новых прокладках, как под корпусами, так и в разъемах вкладышей.
После пришабровки вкладышей ведут сборку подшипников. Сначала проверяют чистоту корпуса и вкладышей, при необходимости продувают каналы сжатым воздухом, а детали промывают керосином и протирают насухо. Далее устанавливают нижние вкладыши, вал и проверяют легкость вращения, а также отсутствие перекоса. На вал устанавливают смазочные кольца, если они имеются, и проверяют легкость вращения и отсутствие задевания. Затем вставляют прокладки в разъем вкладышей, верхние вкладыши, крышки подшипников и затягивают гайки болтов. После этого вторично проверяют вручную легкость вращения вала в подшипниках, устанавливают маслоуказательные стекла и термометры, заливают в подшипники масло, присоединяют трубопроводы охлаждения и смазки, контролируют подачу воды и масла, а также отсутствие течи в соединениях.
Качество ремонта и сборки механизма проверяют пробным пуском. При этом подшипники скольжения несколько прирабатываются по шейке вала. Перед пробным пуском следят за подачей масла или работой смазочных колец, наличием в подшипнике масла и его нормальным уровнем, а также за наличием воды, открывая вентиль на линии охлаждения.
При пробном пуске все время следят за температурой подшипников. Если температура поднимется до 70 °С, механизм останавливают, промывают подшипники и заменяю смазку, либо вскрывают подшипники и проверяют степень пришабровки и приработки по следам натиров. При необходимости пришабровку вкладышей улучшают и вновь собирают, проверяя подшипники обкаткой.
При осмотре вкладышей в баббитовом слое выявляют трещины, выкрашивания, отслаивания от тела вкладыша и другие дефекты. Для определения плотности прилегания баббитового слоя к телу вкладыша обстукивают вкладыш молотком (при этом не должно быть дребезжащего звука, а палец, положенный на стык заливки с телом вкладыша, не должен ощущать вибраций). Отслаивание баббитового слоя можно также определить, поместив на время вкладыш в сосуд с керосином. Извлеченный из керосина вкладыш насухо вытирают и закрашивают стык заливки мелом, разведенным в воде. После просыхания на закрашенных местах появляются темные линии, указывающие места отслаивания баббитовой заливки. Мелкие дефекты баббитовой заливки исправляют местной наплавкой. Вкладыши подшипников, у которых баббит изношен, отстал от тела вкладыша или выкрошился, перезаливают.
Страница 4 из 7
При работе тела качения создают высокие удельные давления на дорожки колец подшипников. Под действием периодически изменяющихся нагрузок на поверхностях контактирования образуются усталостные трещины и поверхность выкрашивается. Увеличиваются потери на трение, что приводит к повышению температуры и вибрации. Этот процесс прогрессирует и в конечном итоге приводит к разрушению подшипника.
Поверхностный слой металла на дорожках качения подшипника, находящийся под действием переменной по величине многократной нагрузки, в состоянии выдержать определенное количество циклов изменения контактных напряжений. При увеличении нагрузки на подшипник количество часов работы до образования усталостных изменений будет уменьшаться. Характерным признаком усталости является выкрашивание металла на рабочих поверхностях деталей, а также раковины или отслаивание металла.
Продолжительность работы подшипника до появления следов усталостных изменений металла называется долговечностью подшипника. При конструировании электродвигателей мощностью выше 100 кВт для частоты 54 вращения 1 500 об/мин и ниже расчетная долговечность принимается 10 000 ч, а при 3 000 об/мин — 5 000 ч. Под расчетной долговечностью подшипников понимается время в часах, в течение которого не менее 90% подшипников должны проработать без появления признаков усталости металла. При правильном монтаже, обслуживании и ремонте подшипники могут проработать и большее количество часов. Однако встречаются случаи выхода из строя подшипников, не отработавших расчетное количество часов. Чаще всего причиной преждевременного выхода являются недостатки в обслуживании, некачественный монтаж или ремонт подшипниковых узлов.
У электродвигателей, аварийный останов которых приводит к останову корпуса котла или снижению нагрузки блока, замену подшипников производят по истечении расчетного срока службы (долговечности) независимо от их состояния. Замена подшипников после истечения расчетного срока службы повысит надежность работы блока.
У остальных электродвигателей замену подшипников производят при обнаружении дефектов или увеличении зазоров, превышающих допустимые.
Для осмотра подшипников снимают наружную и внутреннюю крышки и корпус капсулы. Потемневшая и пересохшая смазка свидетельствует о том, что периодичность замены смазки недостаточна. Для обеспечения нормальной работы подшипников смазка заменяется через 4 000 ч работы электродвигателя, но не реже 1 раза в год, так как смазка с течением времени ухудшает свои свойства. Если при осмотре в смазке обнаружится стружка от сепаратора, то это признак неправильной его работы и подшипник необходимо заменить. Для осмотра подшипник очищают от смазки. Чистка подшипника производится на валу. Нецелесообразно для чистки подшипника снимать его с вала, так как эта операция требует значительных затрат и не дает гарантии снятия подшипника без повреждения. Удаляют смазку из подшипника деревянной лопаткой, после чего подшипник промывают бензином. Для слива бензина и смазки под подшипник устанавливают противень. Для обеспечения качественной промывки подшипник вращают за наружное кольцо или сепаратор. После полного удаления остатков смазки подшипник вытирают чистой салфеткой и осматривают.
При осмотре обращают внимание на отсутствие выкрашивания беговых дорожек колец и тел качения, отсутствие трещин, отколотых буртов, коррозии. Проверяется также состояние сепараторов: качество клепки, отсутствие трещин и деформаций. Легкость «ращения подшипников проверяют вращением от руки наружного кольца. Подшипники должны вращаться легко, свободно, без заеданий, ненормального шума и торможения. При вращении сепаратор не должен задевать или касаться поверхности наружного и внутреннего кольца. На дорожках качения не должно быть лунок, матовой поверхности, следов неравномерного истирания и подплавления. Лунки могут образоваться вследствие высокой вибрации электродвигателя. Матовая поверхность и следы неравномерного истирания свидетельствуют о загрязнении смазки и коррозии. При обнаружении хотя бы одного из вышеописанных дефектов подшипник подлежит замене.
При осмотре проверяют правильность установки стопорного кольца и плотность посадки внутреннего кольца подшипника на вал. Посадку внутреннего кольца подшипника проверяют следующими двумя способами: вручную проверяют возможность перемещения кольца; если перемещение не наблюдается, то плотность посадки проверяют легкими ударами молотка через медную выколотку, поставленную на внутреннее кольцо подшипника.
Плотность посадки наружного кольца подшипника в корпус капсулы проверяют при снятии корпуса. Ослабленный корпус легко снимают с кольца, а приложение больших усилий при снятии свидетельствует о большом натяге. При нормальной посадке снятие корпуса капсулы обеспечивается легкими ударами молотка массой 1 кг через медную выколотку. На посадочной поверхности ослабленного корпуса могут быть следы коррозии.
После осмотра подшипника замеряют радиальный зазор и проверяют осевой люфт подшипников. Радиальный зазор подшипников проверяют при нагрузке 15 иге. Замер зазора производят пластинчатым щупом, пластину которого заводят между телом качения и поверхностью внутреннего кольца в нижней его части.
Замеренный зазор сравнивают с допустимым по табл. 2 для радиальных однорядных шарикоподшипников и то табл. 3 для радиальных однорядных роликоподшипников.
Внутренний диаметр подшипников в пределах, мм
Осевой люфт шарикоподшипника проверяют перемещением наружного кольца в осевом направлении. Если зазоры в подшипниках соответствуют допустимым и люфт незначителен, то подшипник пригоден к дальнейшей эксплуатации. Если зазоры превышают допустимые или имеет место большой осевой люфт, то подшипник необходимо заменить.
Снятие непригодного подшипника производят с помощью любого съемника, предназначенного для снятия полумуфт. Для этого снимают стопорное кольцо, тягу съемника устанавливают на наружное кольцо или сепаратор (при съемном наружном кольце) и подшипник снимают. Если подшипник не снимается, то его необходимо нагреть горелкой и снять. Для снятия подшипника, пригодного к дальнейшей эксплуатации, используют специальный съемник (рис. 7) или съемник для полумуфт, приспособленный для снятия подшипников. Чтобы не повредить подшипник при снятии, усилие съемника должно быть приложено к внутреннему кольцу.
После снятия подшипника осматривают посадочное место вала. Посадочное место не должно иметь задиров или блестящей полированной поверхности, что свидетельствует о недостаточности натяга. Посадочный натяг можно восстановить путем установки втулки, наплавки вала или металлизацией.
Для установки промежуточной втулки вал в месте посадки протачивают до диаметра, обеспечивающего толщину стенки 4-5 мм. Натяг втулки на вал должен составлять 0,25-0,3% диаметра вала. Чтобы избежать затруднений при установке втулки, ее необходимо нагреть до температуры 350-450°С После установки втулку протачивают до необходимого размера.
Рис. 7. Винтовой съемник для демонтажа подшипников качения.
1 — диск; 2- тяга; 3- подшипник; 4- вал; 5 — винт; 6 — плита.
Этот метод можно использовать только для восстановления посадочных поверхностей, расположенных со стороны свободного конца вала, так как прочность вала при этом значительно снижается.
Если посадочное место наружного кольца подшипника с корпусом капсулы прослаблено, то его необходимо восстановить по описанной технологии.
Втулка в корпус капсулы устанавливается с натягом, обеспечивающим горячую посадку по 2-му классу точности. Для исключения возможности проворачивания втулки в корпусе последняя стопорится тремя шпильками, равномерно расположенными по окружности касания.
Один из основных методов восстановления натягов, получивших широкое распространение среди ремонтников, является метод наплавки вала электродуговой сваркой с последующей проточкой.
Наплавка производится путем нанесения сварочных швов вдоль вала. Эти швы, перекрывая друг друга, создают слой металла и увеличивают диаметр посадочного места. При наплавке вала изменяется структура поверхности основного металла, могут возникнуть местные напряжения и деформации вала. Поэтому эта работа должна выполняться высококвалифицированным электросварщиком, имеющим опыт выполнения этой работы. Перед наплавкой необходимо проверить плавность перехода мест с разными диаметрами, так как неправильно выполненный переход (отсутствие закругления в месте перехода) способствует концентрации напряжений. При наложении валика сварочного шва этот участок вала нагреваясь, удлиняется и вызывает деформацию изгиба вала. Для предотвращения изгиба вала последовательно наплавляемые швы должны располагаться диаметрально.
После наплавки группы швов они зачищаются от шлака и производится последующая наплавка до получения толщины наплавленного металла, обеспечивающей его проточку вала до необходимого диаметра. Часть валиков выполняются длиннее, чем посадочное место, и располагаются по окружности равномерно. Эта дополнительная мера позволит уменьшить напряжения в металле и придает плавный характер структурным изменениям. Строгое соблюдение технологии позволяет получить наплавленный вал без резких изменений в структуре металла. После наплавки производят токарную обработку и шлифовку ремонтируемого участка вала.
Восстановить посадочный натяг можно также способом металлизации. По сравнению с электронаплавкой этот способ имеет преимущество, так как не вызывает структурных изменений и внутренних напряжений в металле.
Однако сцепление нанесенного слоя металла с валом и его прочность значительно ниже, чем при электронаплавке. При этом способе на восстанавливаемую поверхность наносится слой металла, распыляемого в расплавленном состоянии с помощью пистолета ЭМ-9.
После механической обработки вала проверяют индикатором бой заплечиков. Согласно ГОСТ 3326-55 бой заплечиков валов при диаметре вала в пределах 50-120 мм должен быть не более 25 мкм; при диаметре вала в пределах 120-250 мм — не более 30 мкм. Заплечики валов, а также галтели обрабатываются с чистотой поверхности, не уступающей посадочным местам вала. Высота заплечиков выполняется равной половине толщины внутреннего кольца подшипника, а радиус галтели — несколько меньшим, чем радиус фаски подшипника.
Замер посадочного места на валу и в корпусе подшипника производится в нескольких местах. Полученные размеры не должны выходить за пределы поля допуска, указанного на чертеже. Овальность и конусность посадочной поверхности не должны превышать ½ допуска на диаметр. Шероховатость посадочных поверхностей и заплечиков должна быть не ниже 6-го класса чистоты и определяется обычно на глаз.
Если электродвигатель имеет частоту вращения 1 500 об/мин или ниже, то применяется напряженная посадка Н подшипников на вал и плотная в капсуле или торцевом щите. При частоте вращения 3000 об/мин применяются обеспечивающие меньший натяг посадки: плотная на вал и скольжения в капсуле.
Некоторые электромашиностроительные заводы при изготовлении электродвигателей применяют плотную посадку подшипников на валу и посадку скольжения в торцевом щите при частоте вращения 1500 об/мин и ниже. ГОСТ 3325-55 устанавливает предельные отклонения диаметра вала (табл. 4) и отверстия в капсуле (табл. 5).
Перед установкой подшипника проверяют посадочную поверхность на отсутствие забоин и при обнаружении последних запиливают их и прошлифовывают шкуркой.
Заводы-изготовители «оставляют подшипники, покрытые антикоррозионной смазкой и завернутые во влагонепроницаемую бумагу. Смазка и упаковка при соблюдении правил хранения гарантируют сохранность подшипников от коррозии не менее 1 года. Полученные со склада подшипники перед установкой промывают в бензине, проверяют легкость вращения, величину радиального зазора и отсутствие дефектов.
Подшипники имеют маркировку на торцевых частях колец — условное обозначение типа подшипника по ГОСТ и товарный знак завода-изготовителя. На разъемных подшипниках, например на роликоподшипниках, для обеспечения правильной сборки на внутреннем и наружном кольцах имеются специальные буквы и цифры. Буквы указывают, какой стороной должны устанавливаться кольца при сборке, а цифры — заводской номер комплекта.
Обнаруженные на подшипнике следы незначительной коррозии полируются сукном или войлоком с пастой ГОИ до полного удаления ржавчины. Пятна коррозии, образовавшиеся на монтажных поверхностях подшипника, удаляются мелкой шкуркой, после чего риски полируются пастой ГОИ. Рабочие поверхности подшипника (дорожки качения по кольцам, шарики и ролики) зачищать шкуркой нельзя. Если следы коррозии на рабочих поверхностях глубокие, то подшипник устанавливать нельзя.
Отклонение внутреннего диаметра подшипника, мкм
Источник