Ремонт подшипников скольжения
Основными дефектами подшипников скольжения являются: износ и искажение формы рабочих поверхностей; отслоение, выкрошивание или частичное выплавление баббита; риски, увеличенные зазоры, сколы, трещины, раковины на поверхностях скольжения; искажение профиля смазочных канавок; отсутствие запаса на регулирование в подшипниках с регулируемым зазором; износ торцов вкладышей; нарушение крепления втулок и вкладышей; поломка деталей корпуса и крышки, срыв резьбы, засорение и повреждение маслоподводящих отверстий и трубопроводов.
Следствием износа рабочих поверхностей подшипника является увеличение зазора, появление овальности, конусо- и бочкообразности. Величину зазора определяют щупом, а для разъемных подшипников также с помощью двух-трех свинцовых проволочек или пластинок, закладываемых между валом и вкладышем в разобранный подшипник. Размер отверстия для сравнения его с диаметром вала и определения таким образом зазора, а также погрешность формы отверстия устанавливают микрометрическим или индикаторным нутромером.
В неразъемных нерегулируемых подшипниках скольжения при износе втулку заменяют либо ремонтируют. Новую втулку изготовляют с наружным диаметром под запрессовку в корпус и припуском по внутреннему диаметру под последующую развертку или растачивание до нужного размера. 
Запрессовывают втулку прессами, винтовыми приспособлениями или вручную молотком. Чтобы избежать перекоса и деформации втулки при запрессовке, применяют оправку или направляющие кольца. Запрессованную в корпус втулку стопорят от проворота и осевого смещения с помощью винтов или штифтов, а затем развертывают или растачивают до нужного размера. Обработку нескольких втулок, расположенных на одной оси, ведут одной разверткой или набором разверток с одной установки с целью обеспечения соосности отверстий.
Изношенные втулки ремонтируют следующими способами:
- Развертка или растачивание втулки с последующим шабрением под ремонтный размер при увеличении диаметра вала наращиванием.
- Уменьшение внутреннего диаметра втулки осадкой с последующим развертыванием.
- Биметаллические втулки перезаливают баббитом в следующем порядке: сначала нагревают втулки до температуры плавления баббита, слив расплавленного металла, очищение втулки от остатков баббита и грязи, обезжиривание поверхности погружением в нагретый до 70-80 °С раствор каустической соды, промывка в горячей воде, лужение внутренней поверхности припоем ПОС-30 или ПОС-50 и немедленная заливка (в том числе и центробежная) баббитом, нагретым до температуры заливки, с установкой внутрь втулки стержня из листовой стали, трубы или дерева.
Источник
Ремонт подшипников скольжения
Основными дефектами подшипников скольжения являются: износ и искажение формы рабочих поверхностей; отслоение, выкрошивание или частичное выплавление баббита; риски, увеличенные зазоры, сколы, трещины, раковины на поверхностях скольжения; искажение профиля смазочных канавок; отсутствие запаса на регулирование в подшипниках с регулируемым зазором; износ торцов вкладышей; нарушение крепления втулок и вкладышей; поломка деталей корпуса и крышки, срыв резьбы, засорение и повреждение маслоподводящих отверстий и трубопроводов.
Следствием износа рабочих поверхностей подшипника является увеличение зазора, появление овальности, конусо- и бочкообразности. Величину зазора определяют щупом, а для разъемных подшипников также с помощью двух-трех свинцовых проволочек или пластинок, закладываемых между валом и вкладышем в разобранный подшипник.
Размер отверстия для сравнения его с диаметром вала и определения таким образом зазора, а также погрешность формы отверстия устанавливают микрометрическим или индикаторным нутромером. В неразъемных нерегулируемых подшипниках скольжения при износе втулку заменяют либо ремонтируют. Новую втулку изготовляют с наружным диаметром под запрессовку в корпус и припуском по внутреннему диаметру под последующую развертку или растачивание до нужного размера.
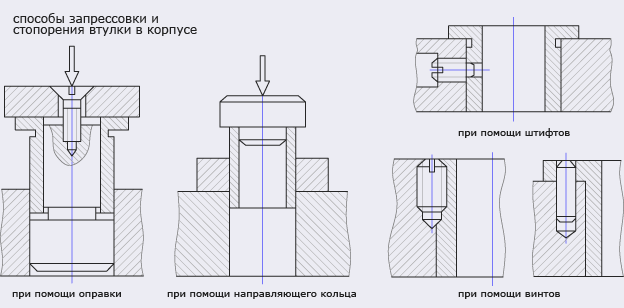 Подшипники скольжения Способы запресовки и стопорения втулке в корпусе
Подшипники скольжения Способы запресовки и стопорения втулке в корпусе
З апрессовывают втулку прессами, винтовыми приспособлениями или вручную молотком. Чтобы избежать перекоса и деформации втулки при запрессовке, применяют оправку или направляющие кольца. Запрессованную в корпус втулку стопорят от проворота и осевого смещения с помощью винтов или штифтов, а затем развертывают или растачивают до нужного размера. Обработку нескольких втулок, расположенных на одной оси, ведут одной разверткой или набором разверток с одной установки с целью обеспечения соосности отверстий.
Изношенные втулки ремонтируют следующими способами:
- Развертка или растачивание втулки с последующим шабрением под ремонтный размер при увеличении диаметра вала наращиванием.
- Уменьшение внутреннего диаметра втулки осадкой с последующим развертыванием.
- Биметаллические втулки перезаливают баббитом в следующем порядке: сначала нагревают втулки до температуры плавления баббита, слив расплавленного металла, очищение втулки от остатков баббита и грязи, обезжиривание поверхности погружением в нагретый до 70-80 °С раствор каустической соды, промывка в горячей воде, лужение внутренней поверхности припоем ПОС-30 или ПОС-50 и немедленная заливка (в том числе и центробежная) баббитом, нагретым до температуры заливки, с установкой внутрь втулки стержня из листовой стали, трубы или дерева.
- Уменьшение внутреннего диаметра втулки вырезанием сектора и сжатием втулки, запаивание шва, наращивание металлизацией или наплавкой наружной поверхности, ее обработка, растачивание и шабрение внутренней поверхности.
- При ослаблении посадки втулки в корпусе наружный диаметр ее увеличивается осадкой, металлизацией или электролитическим наращиванием.
Температура плавления и заливки баббита различных марок:
| Темперетура / марка | Б88 | Б83 | Б83С | Б16 | БН | БКА | БК2 |
|---|---|---|---|---|---|---|---|
| плавление | 320 | 370 | 400 | 400 | 410 | 280 | 440 |
| заливка | 380-420 | 440-420 | 440-460 | 480-500 | 480-500 | 340-380 | 480-500 |
В разъемных регулируемых подшипниках вкладыши при больших износах (толщина оставшейся регулировочной прокладки менее 0,5 мм) заменяют новыми или восстанавливают заливкой.
Порядок изготовления вкладыша следующий: изготовление втулки, разрезание ее на две половины; припиливание плоскостей разъема по плите; сборка вкладыша из двух половин с прокладками и фиксация паянием; окончательная обработка наружной и внутренней цилиндрических поверхностей вкладыша; разъединение половин; шабрение плоскостей разъема до 4-6 пятен; шабрение наружной цилиндрической поверхности нижнего вкладыша по корпусу, а верхнего — по крышке при условии их посадки в корпус и крышку с небольшим натягом; разметка отверстия в нижнем вкладыше под штифт, предохраняющий от проворачивания, по бумажному шаблону, обжимаемому по корпусу; сверление несквозного отверстия под штифт; сверление по крышке смазочного отверстия в верхнем вкладыше; разметка смазочной канавки; вырубание крейцмейселем с закругленной режущей кромкой и обработка напильниками смазочной канавки; пришабривание внутренней цилиндрической поверхности вкладыша по шейке вала или шпинделя.
При небольших износах и увеличении зазора в разъемных регулируемых подшипниках убирают (или заменяют) нужную прокладку из комплекта, а правильность геометрической формы отверстия восстанавливают шабрением трехгранными или специальными шаберами. Порядок работ при этом следующий:
- проверка по краске и с помощью щупа, а при необходимости пригонка наружной цилиндрической поверхности и буртиков к корпусу и крышке;
- зачистка смазочных канавок и холодильников;
- предварительное шабрение нижнего вкладыша по шейке вала или шпинделя с установкой в корпусе или специальном приспособлении (рекомендуется одновременное шабрение нижних вкладышей переднего и заднего подшипников);
- предварительное шабрение верхнего вкладыша по шейке вала или шпинделя;
- окончательное шабрение нижнего и верхнего вкладышей до получения нужного числа пятен при условии равномерного их расположения и покрытия не менее 75% поверхности;
- затягивание гаек подшипника динамометрическим ключом с постоянным усилием крест-накрест, начиная со среднего подшипника (при его наличии);
- проверка легкости проворота шпинделя от руки;
- проверка масляного зазора щупом или свинцовыми проволочками;
- при недостаточном зазоре его увеличивают шабрением поверхности;
- проверка нутромером овальности и конусности отверстия вкладыша;
- проверка индикатором биений вала, установленного в отремонтированном подшипнике.
Качество шабрения подшипников скольжения:
| Обрабатываемая поверхность вкладыша | Минимальное число пятен в квадрате 25×25 мм |
|---|---|
| Внутренняя поверхность отверстия при диаметре: | |
| до 120 мм | 16 |
| свыше 120 мм | 10 |
| Наружная цилиндрическая поверхность | 6-8 |
| Торцовая поверхность буртов, упорных колец, установочных гаек | 12-14 |
Неразъемные регулируемые подшипники с внутренним конусом при износе и искажении формы ремонтируют подтяжкой втулки с помощью установочных гаек и шабрением внутренней поверхности втулки по шейке вала. Окончательное шабрение производят без краски — «на блеск». При использовании всей резьбы втулку заменяют новой или наращивают по внутренней поверхности с последующим растачиванием и пригонкой по шейке вала.
Неразъемные регулируемые подшипники с наружным конусом при износе ремонтируются сжатием втулки при ее осевом перемещении с помощью установочных гаек и шабрением по шейке вала. При использовании всей резьбы для гайки наружная поверхность втулки может быть наращена металлизацией или наплавкой с последующей обработкой.
Для всех типов подшипников при ремонте должны тщательно прочищаться, проверяться и при необходимости восстанавливаться смазочные отверстия и канавки.
Источник
Подшипники скольжения ремонт дефекты
Дефекты подшипников скольжения
Дефекты подшипников скольжения: износ внутренней поверхности втулок и вкладышей; риски и задиры на поверхностях скольжения; нарушение крепления втулок и вкладышей в корпусах; искажение профиля смазочных канавок; выработка торцов, вкладышей; расплавление и отслаивание баббита. Признаки полного износа — отсутствие запаса для регулировки; поломка деталей корпуса и крышки; срыв резьбы; засорение маслоподводящих трубок и отверстий.
Неравномерный износ втулок и вкладышей приводит к увеличению зазоров, появлению овальности, конусообразности и боч-кообразносги. Если износ в сопрягаемой паре (вал — подшипник) превышает допустимые пределы, то необходим ремонт.
Ремонт подшипников скольжения
Ремонт подшипников скольжения осуществляется следующим образом.
Втулки развертываются или растачиваются с последующим шабрением под ремонтный размер; диаметр вала увеличивается наращиванием с последующим шлифованием.
Внутренний диаметр втулки уменьшается осадкой с последующим развертыванием.
Биметаллические втулки вновь заливаются.
При ослаблении посадки втулки в корпусе наружный диаметр ее увеличивается металлизацией, осталиванием, электролитическим наращиванием и т.д.
При больших износах вкладышей разъемных регулируемых подшипников (толщина регулировочной прокладки менее 0,5 мм) их заменяют новыми или восстанавливают.
При небольших износах и увеличении зазора в разъемных регулируемых подшипниках убирают (или заменяют) соответствующую прокладку из комплекта и правильность геометрической формы восстанавливают шабрением.
Неразъемные регулируемые подшипники с внутренним конусом при износе ремонтируются подтяжкой втулки и шабрением ее внутренней поверхности на краску по шейке вала.
Неразъемные регулируемые подшипники с наружным конусом при износе ремонтируются подтяжкой втулки и сжатием ее при осевом перемещении с последующим шабрением на краску по шейке вала. Когда использована вся резьба, наружная поверхность втулки наращивается металлизацией или наплавкой с последующей обработкой.
Типовой технологический маршрут ремонта разъемных подшипников скольжения путем заливки вкладышей баббитом приведен в табл. 22.

3. Предварительно шабрить вкладыш по краске.
4. Установить нижние вкладыши на место и проверить соосность в горизонтальной
и вертикальной плоскостях.
5. Окончательно шабрить вкладыш по следам краски вместе с верхними вкладышами и проверить масляный зазор.
6. Собрать вал вместе с вкладышами
и проверить работу подшипника
Зазор определяется щупом в верхней части подшипника. В разъемных подшипниках зазор можно определить при помощи двухтрех свинцовых пластин (проволочек). Одну пластину устанавливают между шейкой вала и вкладышем, а две другие — в разъемной части в стыках подшипников (рис. 62).
При затяжке гаек, крепящих крышку подшипника, заложенные пластины сплющиваюся. Зазор h определяется по формуле
При увеличении зазора сверх допускаемых значений в регулируе-
мых подшипниках зазор уменьшают, а для восстановления правильной геометрической формы отверстия производят шабрение. Хорошо пришабренными подшипниками считаются те, которые при проверке окрашиваются равномерно по всей окружности на
Источник