- Применение полимерных материалов при восстановлении деталей
- Общие сведения
- Применение эпоксидных композиций при восстановлении деталей
- Заделка трещин и пробоин
- Восстановление посадочных отверстий
- Склеивание деталей синтетическими клеями
- Применение эластомеров при восстановлении посадок
- Ремонт деталей полимерными материалами
- Устранение механических повреждений на деталях (трещины, пробоины, отколы). Компенсация износа рабочих поверхностей деталей. Полимерные материалы, используемые в ремонтном деле. Повышение эластичности и ударной прочности отвержденной эпоксидной смолы.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Применение полимерных материалов при восстановлении деталей
Общие сведения
При ремонте машин полимерные материалы получили широкое применение. Они имеют большой диапазон положительных свойств:
- хорошие фрикционные и антифрикционные качества
- достаточная прочность
- масло-, бензо- и водостойкость
- сохранение формы детали
- способность выдерживать определенную нагрузку и температуру
- простота восстановления и изготовления деталей и др.
Обладая ценными физико-механическими свойствами, полимерные материалы позволяют снизить трудоемкость ремонта и технического обслуживания машин на 20-30% и сократить расход дефицитных материалов (черного и цветного металла, сварочных и наплавочных материалов, припоя и т. д.) на 40-50%. К недостаткам полимерных материалов можно отнести изменение их свойств в зависимости от срока службы (старение), сравнительно низкую твердость, усталостную прочность и теплостойкость.
Для использования при ремонте машин рекомендованы следующие полимерные материалы: поликапроамид (капрон), полиэтилен, полистирол, полиамид, волокнит, эпоксидные смолы, синтетические клеи, герметики, анаэробные полимерные материалы и др. Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Использование полимерных материалов не требует сложного оборудования и высокой квалификации рабочих. Оно возможно в условиях специализированных ремонтных предприятий, в мастерских хозяйств, а также в полевых условиях.
Применение эпоксидных композиций при восстановлении деталей
Эпоксидные смолы в чистом виде используют очень редко. В ремонтной практике применяют эпоксидные составы, которые являются многокомпонентными системами. Важнейшим преимуществом композиции перед полимерами является их повышенная жесткость и прочность, стабильность размеров, повышенная ударная вязкость, регулируемые фрикционные и другие свойства. Однако нельзя достигнуть всех этих свойств в одной композиции.
Кроме эпоксидной смолы, в состав композиции в зависимости от назначения могут входить пластификаторы, наполнители, отвердители, ускорители отверждения, пигменты и другие компоненты.
Пластификаторы уменьшают хрупкость и стойкость к резкому изменению температуры, но уменьшают теплопроводность. В качестве пластификатора чаще всего используют дибутилфталат.
Наполнители вводят для повышения физико-механических свойств, снижения внутренних напряжений, возникающих вследствие разницы коэффициентов линейного расширения металла и полимера. Наполнители подразделяют на связующие (стеклоткань, ткани) и порошкообразные (железный порошок, алюминиевая пудра, цемент, тальк, графит и др.).
В качестве отвердителя эпоксидных смол чаще используют полиэтиленполиамин.
Эпоксидные композиции являются универсальным ремонтным материалом. Их применяют для заделки трещин, раковин, пробоин, восстановления подвижных и неподвижных сопряжений, склеивания деталей. Состав композиции зависит от требуемых свойств и условий работы. Для закрепления втулок, колец, ввертышей при восстановлении с использованием ремонтных дополнительных деталей применяют композицию без наполнителей. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут 10 частей дибутилфталата и 12 частей полиэтиленполиамина. При заделке трещин, пробоин, восстановлении посадочных мест под подшипники в композиции вводят наполнители.
Приготовление композиции заключается в следующем. Эпоксидную смолу в таре разогревают до температуры 70-80°С, отливают необходимое количество в сосуд, добавляют пластификатор и перемешивают двухкомпонентный состав. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2-3 ч при температуре 100-120°С, и тщательно перемешивают состав. Отвердитель добавляют перед употреблением композиции.
Приготовленную композицию необходимо использовать в течение 20-25 мин.
Заделка трещин и пробоин
Эпоксидные композиции используют для заделки трещин в корпусных деталях, не проходящих через отверстия под втулки, посадочные места под подшипники, резьбовые отверстия, длиной не более 200 мм. После определения размеров трещины ее края засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60-70°, на глубину 2-3 мм (при толщине стенки более 5 мм). Если толщина стенки менее 2 мм, разделку трещины не делают. Поверхность детали зачищают до металлического блеска на расстоянии 40 мм по обе стороны от трещины и обезжиривают ацетоном. Приготовленный состав наносят на поверхность и уплотняют шпателем. Для заделки мелких трещин (до 20 мм) используют композицию без наполнителя. При восстановлении чугунных деталей с пробоинами и трещинами длиной более 20 мм применяют следующий состав. На 100 частей (по массе) смолы ЭД-16 берут 15 частей дибутилфталата, 120 частей железного порошка и 11 частей полиэтиленполиамина. Для восстановления корпусных деталей из алюминиевых сплавов вместо железного порошка в качестве наполнителя используют алюминиевую пудру (25 частей).
Трещину длиной 20-150 мм на корпусных деталях или баках заделывают эпоксидной композицией, армированной стеклотканью или технической бязью. Первая накладка из ткани должна перекрывать трещину на 20-25 мм по обе стороны, а вторая перекрывать первую на 10-15 мм. После нанесения первого слоя эпоксидной композиции накладывают первую накладку и прикатывают роликом. На поверхность накладки наносят тонкий слой композиции и накладывают вторую накладку, которую тоже прикатывают роликом. На вторую накладку снова наносят слой композиции и оставляют для отверждения.
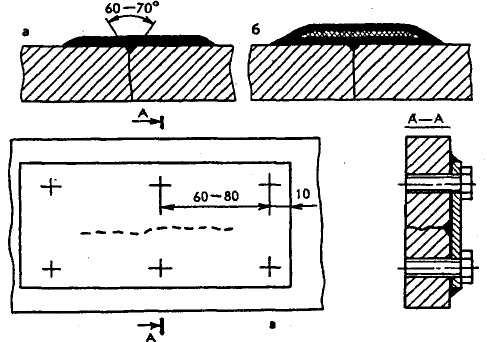
Рис. Варианты заделки трещин: а — эпоксидным составом; б — эпоксидным составом, армированным стеклотканью; в — эпоксидным составом и металлической накладкой.
Трещины на корпусных деталях длиной более 150 мм заделывают с помощью накладки.из листовой стали толщиной 1,5-2,0 мм. Зачищенные поверхности детали, накладки и винтов покрывают эпоксидной композицией.
Отверждение композиции проводят при температуре 18-20 С» в течение 72 ч. Допускается проводить отверждение при температуре 20 С» в течение 12 ч, а затем по одному из следующих режимов: при 40 С» — 48 ч; при 60 С» — 24 ч; при 80 С» — 52 ч; при 100 С» — 3 ч.
Пробоины в корпусных деталях, бачках радиаторов, топливных баках заделывают наложением заплат внахлестку с применением эпоксидных композиций. При небольших пробоинах накладку изготавливают из стеклоткани. Тонкостенные детали восстанавливают наложением накладки из листовой стали. Пробоины в корпусных деталях заделывают постановкой внахлестку металлической накладки на винтах. Стальная накладка может быть закреплена с помощью эпоксидной композиции, проникающей в дополнительные сверления.
Восстановление посадочных отверстий
Эпоксидные композиции применяют при ремонте неподвижных сопряжений деталей типа корпус — подшипник, корпус — втулка, если зазор в сопряжении не превышает 0,1 мм. Перед нанесением композиции сопрягаемые поверхности отверстия в корпусе, втулки (подшипника) зачищают и обезжиривают. После просушивания наносят композицию (без наполнителя) на подготовленные поверхности слоем толщиной не более 0,5 мм. Через 10-15 мин втулку (подшипник) запрессовывают в отверстие и проводят отверждение по одному из вышеприведенных режимов.
Склеивание деталей синтетическими клеями
Для склеивания применяют клеи ВС-ЮТ и типа БФ, 88Н и др. Клей ВС-ЮТ используют для приклеивания накладок к тормозным колодкам и дискам сцепления. Кроме того, его можно использовать для склеивания металлов, стеклотекстолитов и других материалов. Режим отверждения: давление прижатия склеиваемых поверхностей — 0,2-0,4 МПа, температура — 175-185°С, продолжительность — 1,5-2,0ч.
Клеи БФ-2, БФ-4, БФ-6 применяют для склеивания металлов, древесины и др.
Клей БФ-6 дает более эластичные соединения, поэтому его применяют для склеивания фетра, войлока, тканей и других материалов. Режим склеивания: давление — 0,5- 1,0 МПа, температура — 140-160°С, продолжительность — 1,0— 1,5 ч. Клей БФ-52Т используют для тех же целей, что и клей ВС- ЮТ.
Для склеивания резин и резины с металлом применяют клей 88Н.
Поверхности, подлежащие склеиванию, очищают от загрязнений и старых полимерных материалов. Металлические поверхности зачищают до металлического блеска и обезжиривают ацетоном или бензином. После сушки деталей наносят слой клея толщиной 0,10-0,15 мм на склеиваемые поверхности и выдерживают при комнатной температуре в течение 10-15 мин. Затем наносят второй слой клея и просушивают детали. Окончание сушки проверяют «на отлип». К слою клея прикладывают резиновый брусок, очищенный ацетоном. Если он не прилипает, склеиваемые поверхности накладывают одна на другую и сжимают специальными приспособлениями. Деталь вместе с приспособлениями помещают в специальный шкаф для термообработки (отверждения клеевого состава) и выдерживают в течение 40 мин. Для уменьшения остаточных напряжений в клеевом соединении детали охлаждают вместе со шкафом до температуры 80-100°С, а затем на воздухе до температуры 20—25°С в течение 2—3 ч и снимают с приспособлений.
По такой технологии приклеивают фрикционные накладки на тормозные колодки и диски.
Применение эластомеров при восстановлении посадок
Ремонт подшипниковых узлов часто заключается в восстановлении первоначальных натягов. Нарушению посадки способствует смятие неровностей поверхностей при запрессовке и снятии подшипников и вследствие проворачивания кольца подшипника при работе машины. Для восстановления посадочных мест под подшипники в отверстиях и на валах, а также под втулки и шестерни при износе не более 0,06 мм применяют эластомеры ГЭН-150(B) или 6Ф.
Технологический процесс включает следующие операции: приготовление раствора, зачистка и обезжиривание изношенных поверхностей, нанесение раствора на подготовленные поверхности, термическая обработка и Сборка узлов. Растворы приготовляют по следующей рецептуре: одна часть (по массе) эластомера ГЭН- 150(B) и 6,2 части ацетона; или 2 части эластомера 6Ф, 5 частей ацетона и 5 частей этилацетата.
Раствор эластомера наносят на поверхность детали в вытяжном шкафу кисточкой. Не допускается перекрытия слоев при нанесении раствора. Толщина пленки одного слоя равна 0,01 мм. Деталь с покрытием выдерживают 20 мин, а затем помещают для термообработки в сушильный шкаф. Термообработка проводится при температуре 120 С» в течение 30 мин. Каждый последующий слой до получения необходимой толщины наносят после термообработки предыдущего. Перед сборкой поверхность детали, покрытой эластомером, смазывают графитной смазкой, охватывающую деталь подогревают до температуры 120-140°С.
Источник
Ремонт деталей полимерными материалами
Устранение механических повреждений на деталях (трещины, пробоины, отколы). Компенсация износа рабочих поверхностей деталей. Полимерные материалы, используемые в ремонтном деле. Повышение эластичности и ударной прочности отвержденной эпоксидной смолы.
| Рубрика | Транспорт |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 09.03.2017 |
| Размер файла | 520,6 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
полимерный эпоксидный смола ремонтный
1. Основные полимерные материалы
2. Ремонт деталей эпоксидными смолами
3. Ремонт деталей с помощью наполнителей
4. Особенности ремонта пробоин и трещин
5. Ремонт резьбовых соединений
В последние годы в ремонтном производстве широко применяют различные виды синтетических материалов. Их используют при устранении механических повреждений на деталях (трещины, пробоины, отколы), компенсации износа рабочих поверхностей деталей, а также при соединении деталей склеиванием.
Актуальность выбранной темы. На ремонтных предприятиях полимерные материалы применяют для заделки в деталях вмятин, трещин, пробоин, раковин, отколов, для получения кислотомаслобензостойких деталей, для замены быстро изнашиваемых деталей или отдельных их частей.
Цель работы. Изучить ремонт деталей полимерными материалами.
Задачи, рассматриваемы е в ходе работы:
— рассмотреть основные полимерные материалы, используемые при ремонте деталей;
— ремонт деталей эпоксидными смолами;
— ремонт деталей с помощью наполнителей;
— особенности ремонта пробоин и трещин;
— ремонт резьбовых соединений.
1. Основные полимерные материалы
При ремонте машин широко применяют полимерные материалы, как для изготовления, так и для восстановления деталей. Это объясняется тем, что они обладают рядом ценных свойств (небольшая объемная масса, значительная прочность, хорошая химическая стойкость, высокие антифрикционные и диэлектрические свойства, вибростойкость, достаточно высокая теплостойкость некоторых из них и т. д.).
Сущность процесса заключается в том, что на изношенные металлические поверхности детали наносятся тонкослойные пластмассовые покрытия. Нанесение покрытий осуществляют напылением. Применяют газопламенное, вихревое или вибрационное напыление.
Материалами служат полимеры, которые подразделяются на три большие группы: пластики, эластомеры и волокна.
Использование полимеров позволяет во многих случаях избежать сложных технологических процессов при восстановлении деталей, таких, как сварка, наплавка, гальванические покрытия и др. Технология применения полимеров проста и доступна для внедрения на ремонтных предприятиях.
Основа пластических масс (пластмасс) — искусственная (синтетическая) или естественная смола, которая играет роль связующего материала и определяет их химические, механические, физические и другие свойства.
Различные пластмассы получают путем добавок к смоле наполнителей, пластификаторов, отвердителей, красителей и других материалов.
К полимерным материалам относятся пластики, которые, как и пластмассы, делятся на две большие группы: термореактивные (реактопласты) и термопластичные (термопласты).
Реактопласты при нагреве размягчаются, и их можно формовать прессованием или другими способами. После дальнейшего нагрева происходят определенные химические превращения, и они становятся твердыми, плотными, нерастворимыми и неплавкими. Повторно реактопласты по прямому назначению использовать нельзя.
Термопласты размягчаются при нагреве, формируются литьем под давлением, а затем после охлаждения затвердевают, сохраняя приданную им форму. При повторном нагревании термопласты становятся мягкими и плавкими, т. е. пригодными для повторного использования.
Наполнители служат для улучшения физико-механических, диэлектрических, фрикционных или антифрикционных свойств, для повышения теплостойкости и уменьшения усадки полимерных материалов, а также для удешевления. В качестве наполнителей используют металлические слежку; портландцемент, хлопчатобумажные ткани, стеклоткань, бумагу, асбест, слюду, графит и др.
Пластификаторы — дибутилфталат, камфара, олеиновая кислота, диметил — и диэтилфталат и другие — придают полимерам эластичность, вязкость и текучесть при переработке.
Отвердители — амины, магнезия, известь и другие — способствуют переходу полимеров в твердое и нерастворимое состояние.
Красители — нигрозин, охра, мумия, сурик и другие — сообщают полимерам определенный цвет.
Среди многих полимерных материалов, применяемых при ремонте машин, все большее значение приобретают полиамиды, полиэтилен, волокнит, стеклопластик, стиракрил, композиции на основе эпоксидных смол и т. д.
Основные полимерные материалы, используемые в ремонтном деле, характеризуются следующими свойствами.
Капроновая смола (капролактам) марки А и Б — твердый роговидный материал белого цвета или с желтоватым оттенком. Поставляется в виде гранул. Предел прочности: при сжатии 70—80 МПа, при растяжении 60—65 МПа, при изгибе 80 МПа.
Капролактам применяют для изготовления и восстановления деталей с высокими антифрикционными свойствами (подшипники, зубчатые колеса, втулки, ролики, вкладыши), уплотнений, прокладок и т. д.
Основной недостаток капрона — низкая теплопроводность, теплостойкость и усталостная прочность (6,5 МПа). Максимально допустимая рабочая температура капроновых деталей или покрытий на воздухе не должна превышать плюс 70—80°С и минус 20—30 °С.
Полиэтилен высокого давления марки Г1Э-150 — твердый роговидный материал молочно-белого цвета. Поставляется в виде гранул. Предел прочности при растяжении 12—16 МПа, при сжатии 12,5 МПа, при изгибе 12—17 МПа.
Полиэтилен этой марки обладает высокими диэлектрическими свойствами, значительной сопротивляемостью к действию кислот и щелочей, хорошей стойкостью в среде различных масел, незначительной поглощаемостью влаги.
Полиэтилен ПЭ-150 применяют для изоляции проводов, кабелей, деталей высокочастотных устройств, радиоаппаратуры, обкладки аппаратов, резервуаров, покрытия металлов. Полиэтиленовые пленки используют в качестве упаковочного материала.
Полиэтилен низкого давления марок Л, Э и П — твердый роговидный материал молочно-белого цвета. Выпускают его в виде гранул. Предел прочности при растяжении 22—27 МПа (для марки Л), 22—35 МПа (для марки Э), 22—45 МПа (для марки П). Применяют его для изготовления и восстановления колес, крышек, кожухов, трубок и т. д.
Пресс-порошки ФКП-1 и ФК. П-2 выпускают в виде порошков. Временное сопротивление статическому изгибу для порошка ФКП-1 составляет 50—60 МПа. Его применяют для изготовления деталей с повышенной механической прочностью и сопротивляемостью удару (фланцы, крышки, маховики, шестерни, шкивы, рукоятки и т. д.).
Порошок ФКП-2 имеет предел прочности при изгибе 75—85 МПа. Этот порошок применяют для изготовления деталей с повышенной прочностью на удар и изгиб (фланцы, шестерни, шкивы, кулачки и т. д.).
Клей БФ-2 — однородная вязкая жидкость темно-коричневого цвета. Им можно склеивать металлы и неметаллические материалы, работающие при температуре от —60° до +180°С, фенольно-формальдегидные пластики, текстолит, стеклотекстолит, гетинакс, амипласты, фибру, стекло, эбонит, древесину, фанеру, ткани, кожу, керамику и т. д.
Предел прочности склеенных образцов на растяжение: сталь—сталь 28,5—38,5 МПа; сталь—фарфор 10 МПа, сталь—стекло 13,9 МПа; дюралюминий—дюралюминий 6,5— 10 МПа. Соединения, стойкие в воде, спирте, бензине, керосине, минеральных кислотах. Выпускают клей в готовом для употребления виде.
Клей БФ-6 применяют для склеивания тканей, фетра и т. д.
Клей ВС-10Т—однородная прозрачная жидкость темно-красного цвета, без посторонних примесей и осадков. Им можно склеивать между собой и в любом сочетании различные металлы и неметаллические материалы (сталь, чугун, алюминий, медь и их сплавы, стеклотекстолит, теплостойкие пенопласты, а также асбоцементные материалы), работающие при температуре 200 °С в течение 200 ч и при температуре 300 °С в течение 5 ч. Предел прочности на сдвиг (сталь ЗОХГСА — сталь ЗОХГСА) составляет при температуре 20 °С — 15—17 МПа, при температуре 200 °С — 6,0—6,5 МПа и при температуре 300 °С — 3,5—4,0 МПа.
2. Ремонт деталей эпоксидными смолами
Ремонт деталей, имеющих трещины и пробоины. Блоки цилиндров, их головки, картеры коробок передач и другие детали ремонтируют с использованием эпоксидных смол.
Широко используется Эпоксидная смола ЭД-16 — прозрачная вязкая масса светло-коричневого цвета. В герметически закрытом сосуде при комнатной температуре она может храниться продолжительное время.
Смола отвердевает под действием отвердителя в качестве последнего служат алифатические амины, ароматические амины (АФ-2), низкомолекулярные полиамиды (Л-18, Л-19 и Л-20). Самым распространенным считается полиэтиленполиамин — вязкая жидкость от светло-желтого до темно-бурого цвета.
Чтобы повысить эластичность и ударную прочность отвержденной эпоксидной смолы, следует вводить в ее состав пластификатор, например дибутилфталат — желтоватую маслянистую жидкость.
3. Ремонт деталей с помощью наполнителей
С помощью наполнителей улучшаются физико-механические, фрикционные или антифрикционные свойства, повышаются теплостойкость и теплопроводность и снижается стоимость. К ним относятся чугунный, железный и алюминиевый порошки, асбест, цемент, кварцевый песок, графит, стекловолокно и др.
Эпоксидную композицию готовят следующим образом. Разогревают тару с эпоксидной смолой ЭД-16 в термошкафу или емкости с горячей водой до температуры 60…80 °С и наполняют ванночку необходимым количеством смолы. В последнюю добавляют небольшими порциями пластификатор (дибутилфталат), тщательно перемешивая смесь в течение 5…8 мин. Далее так же вводят наполнитель — 8… 10 мин.
Приготовленный состав можно хранить длительное время. Непосредственно перед его применением вливают отвердитель и перемешивают в течение 5 мин, после чего эпоксидная композиция должна быть использована в течение 20…25 мин.
Качество эпоксидных покрытий во многом зависит от состава, композиции.
Трещины длиной до 20 мм заделывают следующим образом: с помощью лупы 8… 10-кратного увеличения определяют границы трещин и на ее концах сверлят отверстия диаметром 2,5… 3,0 мм. Вдоль нее по всей длине снимают фаску под углом 60… 70 °С на глубину 1,0…3,0 мм. Если толщина детали менее 1,5 мм, то снимать фаску не рекомендуется. Зачищают поверхность на расстоянии 40 … 50 мм от трещины до металлического блеска. Обезжиривают поверхности трещины и зачищенного участка, протирая их смоченным в ацетоне тампоном.
После просушивания в течение 8… 10 мин поверхность детали вновь обезжиривают и вторично просушивают.
Деталь 1 (рис. 1, а, прил.1) Устанавливают так, чтобы поверхность с трещиной 2 Длиной до 20 мм находилась в горизонтальном положении, и наносят шпателем эпоксидный состав 3 На поверхности трещины и зачищенного участка.
Трещину длиной 20… 150 мм (прил. 1) заделывают так же, но после нанесения эпоксидного состава 3 на нее дополнительно укладывают накладку 4 из стеклоткани. Последняя перекрывает трещину со всех сторон на 20…25 мм. Затем накладку прикатывают роликом 5. На поверхность наносят слой состава, и накладывают вторую накладку Б (прил. 1) С перекрытием первой на 10… 15 мм. Далее прикатывают роликом и наносят окончательный слой эпоксидного состава.
На трещины длиной более 150 мм (прил. 1) Наносят эпоксидный состав с наложением металлической накладки и закреплением ее болтами. Подготовка поверхности и разделка трещины такая же, что и для трещины длиной менее 150 мм.
Накладку 7 изготавливают из листовой стали толщиной 1,5… 2,0 мм. Она должна перекрывать трещину на 40… 50 мм. В накладке сверлят отверстия диаметром 10 мм. Расстояние между их центрами вдоль трещины 60… 80 мм. Центры должны отстоять от краев накладки на расстоянии не менее 10 мм.
Накладку устанавливают на трещину, кернят центры отверстий на детали, снимают накладку, сверлят отверстия диаметром 6,8 мм и нарезают в них резьбу 1М8Х1. Поверхности детали и накладки зачищают до металлического блеска и обезжиривают.
Далее наносят на них слой эпоксидного состава. Размещают накладку на деталь и заворачивают болты, предварительно покрыв резьбовые поверхности тонким слоем эпоксидного состава.
4. Особенности ремонта пробоин и трещин
Пробоины на деталях заделывают с помощью этого же состава с наложением металлических накладок заподлицо или внахлестку. В первом случае (прил. 2) Притупляют острые кромки пробоины и зачищают поверхность детали вокруг пробоины до металлического блеска на расстоянии 10…20 мм.
Накладку изготавливают из листовой стали толщиной 0,5. 0,8 мм. Она должна перекрывать пробоину на 10…20 мм. Обезжиривают и просушивают в течение 8… 10 мин кромки пробоины и зачищенный вокруг нее участок поверхности.
Прикрепляют к центру накладки проволоку диаметром 0,3…0,5 мм и длиной 100… 150 мм. Выполняют из стеклоткани накладки по контуру пробоины. Наносят тонкий слой эпоксидного состава после вторичного обезжиривания кромок пробоины и зачищенного участка и просушивания.
Устанавливают накладку 1 под пробоину и закрепляют проволокой 3. Затем укладывают на накладку 1 Накладку 4 из стеклоткани, прикатывают ее роликом, наносят эпоксидный состав, укладывают вторую накладку из стеклоткани и прикатывают ее роликом. Операции по нанесению эпоксидного состава и укладке накладок из стеклоткани повторяют до тех пор, пока пробоина не будет заполнена по всей толщине стенки. На верхнюю накладку наносят слой 2 эпоксидного состава и проводят его отверждение. Во втором случае (прил. 2) Притупляют острые края пробоины, зачищают вокруг нее на расстоянии 40… 50 мм до металлического блеска поверхность детали. Накладку изготавливают из стали толщиной 1,5…2,0 мм. Она должна перекрывать пробоину на 40… 50 мм. Сверлят в ней отверстия диаметром 10 мм. Расстояние между ними по периметру пробоины 50… 70 мм. Центры должны отстоять от краев накладки на расстоянии 10 мм. Сверлят в детали отверстия диаметром 6,8 мм и нарезают в них резьбу 1М8Х1. Зачищают до металлического блеска поверхность накладки, соприкасающуюся с деталью. Обезжиривают поверхности детали и накладки, а затем наносят на них тонкий слой эпоксидного состава. После этого зачищают подтекания и наплывы эпоксидной композиции и проверяют качество ремонта. 3. Способы восстановления деталей Заделка трещин в корпусных деталях. Эту операцию выполняют слесарно-механическими способами: штифтованием, фигурными вставками и постановкой заплат.
Заделка трещин штифтованием (прил. 3) — весьма трудоемкая операция и требует высокой квалификации слесаря. Ее используют при ремонте деталей, к которым предъявляются условия герметичности (корпуса коробок передач, задних мостов, водяных рубашек блоков цилиндров). Сущность этого способа состоит в том, что трещину по всей ее длине заделывают резьбовыми штифтами.
Последние изготовляют из красной меди или бронзы. Вначале засверливают концы трещины, нарезают в них резьбу и устанавливают штифты. Затем сверлят отверстия и устанавливают остальные штифты. Концы штифтов рекомендуется расчеканивать, а отремонтированные поверхности — пропаивать. Трещины длиной 50 мм и более заделывать штифтами не следует.
Заделка трещин фигурными вставками позволяет восстанавливать не только герметичность детали, но и ее прочность.
Технология ремонта включает получение в детали специального паза и запрессовку в него заранее изготовленной фигурной вставки (прил. 4). К основным деталям оснастки, от которых зависит качество работы, относятся кондуктор для сверления отверстий паза и сама фигурная вставка. Трещины заделывают уплотняющими и стягивающими фигурными вставками, которые изготовляют из малоуглеродистой стали 20 или Ст. 3.
Заделка трещины уплотняющими фигурными вставками заключается в следующем.
Отступив от конца трещины в сторону ее продолжения на 4 … 5 мм, сверлят отверстия диаметром 4,6 мм для деталей с толщиной стенки до 12 мм и диаметром 6,6 мм свыше 12 мм на глубину соответственно 3,5 и 6,5 мм.
Затем последовательно вдоль трещины сверлят также отверстия с помощью специального кондуктора. Последний переставляют и фиксируют каждый раз по просверленному отверстию. Кроме того, выполняют отверстия и поперек трещины — по два с каждой стороны через каждые пять отверстий.
Устанавливают в паз сначала поперечные, а затем продольные вставки, смазав предварительно торцовые и боковые поверхности эпоксидным компаундом, и расклепывают их.
Заделка трещины стягивающими фигурными вставками аналогична способу, рассмотренному выше. Фигурный паз под стягивающую фигурную вставку изготовляют только поперек трещины. С помощью специального кондуктора сверлят шесть отверстий диаметром 3.5 мм на глубину 10 или 15 мм (в зависимости от толщины стенки детали) с шагом больше чем на 0,1… 0,3 мм, располагая три отверстия с одной стороны и три — с другой.
Перемычку между отверстиями удаляют специальным пробойником в виде пластин толщиной 1,8 или 3,0 мм. В полученный паз запрессовывают фигурную вставку, предварительно обезжирив поверхности и смазав их эпоксидным составом.
Трещина стягивается за счет разности размеров шагов между осями отверстий фигурного паза и фигурной вставки. `Данным способом рекомендуется восстанавливать перегородки между цилиндрами блок-картера, корпуса коробок передач и заделывать трещины в головках цилиндров.
Разработан комплект оснастки ОР-11362, в состав которого входят два усовершенствованных кондуктора. Они служат для ремонта наружных стенок деталей и внутренних цилиндрических поверхностей, отличаются от существующих своей универсальностью, простотой устройства и небольшой трудоемкостью при эксплуатации.
5. Ремонт резьбовых соединений
Работоспособность резьбовых соединений восстанавливают двумя методами: с изменением первоначального размера Изношенной резьбовой детали (способ ремонтных размеров) и без его изменения (способы наплавки и заварки, постановки добавочных деталей, замены части детали).
Более прогрессивным считается последний, т. е. без изменения размеров резьбы (под номинальный размер), так как при этом не нарушается взаимозаменяемость и не уменьшается прочность соединения.
Наружную резьбу восстанавливают несколькими способами. Сорванную резьбу (менее 2 ниток) и забоины устраняют прогонкой с помощью резьбонарезного инструмента и слесарной обработки.
Обычно бракуют болты с изношенными головками, сорванную резьбу более 2 ниток, а также изношенную резьбу. При ремонте резьбы на валах заменяют изношенную резьбовую часть детали или наплавляют металл на поверхность различными способами.
Основным недостатком наплавки следует считать снижение усталостной прочности детали (от 10 до 30%) и возможность прожога тонкостенных деталей. Резьбовые отверстия имеют следующие основные дефекты: срыв, забитость, смятие и выкрашивание отдельных витков, износ по внутреннему и среднему диаметрам и др. Для их ремонта применяют различные способы (прил. 5).
Основной недостаток заварки отверстий с последующим сверлением и нарезанием резьбы номинального размера — большая зона термического влияния, что приводит к отбелу чугуна, образованию трещин и короблению, изменению структуры материала и снижению прочности резьбы почти в два раза. Нарезание резьбового отверстия на новом месте возможно только в том случае, когда его расположение может быть изменено без нарушения взаимозаменяемости соединения (ступицы барабана и т. п.).
Стабилизацию резьбовых соединений полимерной композицией используют при суммарном износе соединения шпилька — корпус не более 0,3 мм. Установка спиральной вставки при ремонте ответственных деталей и агрегатов получила широкое применение.
В заключение своей работы хочу отметить, что ремонт деталей полимерными материалами (пластмассами) прост, экономичен и надежен. Ими можно наращивать поверхности для создания натяга в соединении или износостойкого покрытия, заделывать трещины и пробоины, склеивать детали, выравнивать поверхности, герметизировать соединения, надежно закрывать поры в любых деталях, даже в труднодоступных местах.
Клеевые составы и пластмассы в ряде случаев успешно заменяют сварку и пайку, хромирование и осталивание, а иногда являются единственно возможными средствами восстановления. Благодаря этому можно добиться хорошей экономии при ремонте различных машин и агрегатов, на запасных частях и деталях на любом производстве, или хозяйстве.
Рис. 1. Схема заделки трещин: Разделка и способы заделывания трещин и пробоин пастами: а — разделка трещин; б — усиление шва стеклотканью; в — то же клеевыми заклепками; г — то же скобами; д — заделка пробоины стальной накладкой; е — то же заподлицо; 1 — стеклоткань; 2 — клеевая заклепка; 3 — скоба; 4 — стальная накладка; 5 — проволока; 6 — поддерживающая пластина; 7 — ткань
Рис. 2. Схема заделки пробоин с наложением накладок: А — заподлицо; б — Внахлестку; 1 и б — металлические накладки; 2 и 5 — слои эпоксидного состава; 3 — проволока; 4 — накладка из стеклоткани; 7 — болт
Рис. 3. Схема заделки трещин штифтами
Рис. 4. Типы фигурных вставок: а и б — уплотняющие; в, г, д, и е — стягивающие; ж — сверление отверстий поперек трещины
Рис. 5. Способы ремонта резьбовых соединений
Размещено на Allbest.ru
Подобные документы
Назначение, классификация, краткая характеристика конструкции и принцип действия рулевого управления Ваз 2121. Диагностика и устранение его неисправностей. Техническое обслуживание и ремонт деталей. Материалы деталей и их технологические свойства.
дипломная работа [3,5 M], добавлен 08.06.2012
Понятие фрикций как процесса трения деталей. Фрикци в двигателях внутреннего сгорания как причина износа деталей и уменьшение коэффициента полезного действия двигателя. Применение системы смазки трущихся деталей для уменьшения фрикционного износа.
реферат [3,3 M], добавлен 01.04.2018
Разработка предложений по повышению качества ремонта и технического обслуживания шины. Материалы, применяемые при изготовлении шины автомобилей, эксплуатационные материалы. Разборочные работы, дефектация деталей, послеремонтные испытания. Охрана труда.
дипломная работа [405,3 K], добавлен 16.03.2011
Технология ремонта автомобилей. Выбор способа и маршрутная технология восстановления деталей. Восстановление основных деталей, применяемое оборудование. Ремонт приборов систем охлаждения, смазки, питания, электрооборудования, рам, кузовов, кабин и шин.
книга [8,6 M], добавлен 06.03.2010
Основы ремонта автомобилей и дорожной техники. Методы восстановления деталей автотранспортной техники и вспомогательных агрегатов. Организация ремонтного производства и управление ее качеством. Классификация видов износа и повреждаемости при трении.
книга [16,8 M], добавлен 06.03.2010
Источник