- Сплошные полимерные рукава
- Полимерный чулок. Санация
- Комплекс работ по санации полимерным рукавом
- Преимущества санации методом чулка в компании «ГРАДИСС»
- Используемое оборудование для санации труб компании «ГРАДИСС»
- Полимерный рукав Aarsleff CIPP
- Технология бестраншейного ремонта сетей водоснабжения и водоотведения
- Материалы и способы установки рукава Aarsleff CIPP
- Преимущества технологии
- Опыт Per Aarsleff в России и мире
- Технология восстановления трубопроводов с помощью комплексных полимерных рукавов
- Работы по восстановлению ветхих участков трубопроводов с помощью комплексных рукавов проводятся в соответствии с технологическим регламентом, согласно которому осуществляются следующие последовательные этапы:
- В зависимости от диаметра трубопроводов, для которых предназначены ремонтные покрытия, используются два типа комплексных рукавов:
- Этапы изготовления комбинированного рукава для ремонта трубопроводов:
Сплошные полимерные рукава
Сущность данного метода санации трубопроводов заключается в армировании внутренней поверхности трубопровода специальным мягким рукавом, изготовленным из кислотоупорного полиэфирного волокна, пропитанного эпоксидной смолой. Бесшовный полимерный рукав в подготовленном к укладке виде доставляют к месту производства работ. Рукав пропускают через шахту и крепят к началу ремонтируемого участка трубопровода. Шахту заполняют водой, под давлением которой рукав выворачивается наизнанку и проходит в полость санируемой трубы на всю длину ремонтного участка. Подачу рукава в старый трубопровод можно осуществлять с помощью сжатого воздуха. Воздушный или водный поток и обеспечивают продвижение оболочки по длине трубопровода с плотной фиксацией его внутренней оболочки к внутренней поверхности трубопровода с помощью предварительно нанесённых клеевых составов (эпоксидной смолы).
Следующей стадией является полимеризация, в результате которой происходит отвердение клеевых составов и всей оболочки. Для интенсификации отвердения рукава производят его термообработку, заполняя трубопровод паром или горячей водой. Полимерный рукав имеет толщину 2 мм (при эксплуатации трубопровода под давлением воды до 3 МПа) или 3…10 мм при необходимости противодействия значительным внешним нагрузкам, а также достижения устойчивости и прочности, сравнимой с аналогичными показателями нового стального или чугунного трубопровода.
Область применения метода нанесения сплошного полимерного покрытия – стальные и чугунные трубы диаметром 150…900 мм. Длину ремонтного участка должна определяют в зависимости 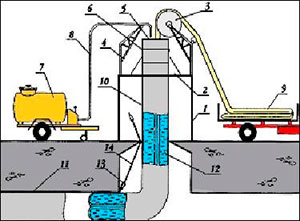 от диаметра восстанавливаемого трубопровода: при диаметре 150 мм она составляет 500 м, при диаметре 300 мм – 300 м, при диаметре 900 мм – 100 м. Метод используется при любой глубине заложения труб и не зависит от типа грунтов, окружающих трубопровод. Исключение составляют водянистые подвижные грунты, плывуны, где данный метод не рекомендуется применять. Он наиболее эффективен при следующих видах повреждений: трещины (продольные, поперечные, винтообразные), абразивный износ, свищи (при отсутствии инфильтрации воды в трубу). При других повреждениях (раскрытых стыках, смещении труб в стыках) необходима предварительная подготовка, обеспечивающая устранение смещения труб на стыках. Внутреннюю поверхность трубопровода перед санацией очищают в соответствии с ГОСТ 9.402–80 «Изоляция подземных трубопроводов», путем многократного протаскивания скребкового снаряда, а также использования гидравлической очистки.
от диаметра восстанавливаемого трубопровода: при диаметре 150 мм она составляет 500 м, при диаметре 300 мм – 300 м, при диаметре 900 мм – 100 м. Метод используется при любой глубине заложения труб и не зависит от типа грунтов, окружающих трубопровод. Исключение составляют водянистые подвижные грунты, плывуны, где данный метод не рекомендуется применять. Он наиболее эффективен при следующих видах повреждений: трещины (продольные, поперечные, винтообразные), абразивный износ, свищи (при отсутствии инфильтрации воды в трубу). При других повреждениях (раскрытых стыках, смещении труб в стыках) необходима предварительная подготовка, обеспечивающая устранение смещения труб на стыках. Внутреннюю поверхность трубопровода перед санацией очищают в соответствии с ГОСТ 9.402–80 «Изоляция подземных трубопроводов», путем многократного протаскивания скребкового снаряда, а также использования гидравлической очистки.
Санацию проводят при температуре наружного воздуха не ниже 0°С. Основное требование к нанесённым полимерным покрытиям – отсутствие видимых дефектов. В случае обнаружения дефектов (разрыва рукава, вздутия плёнки и т.д.) рукав извлекают из трубы и процесс санации повторяют. Достоинствами метода является высокая производительность, сохранение пропускной способности трубопровода, возможность прохождения поворотов, опусканий и подъемов по трассе ремонтируемого трубопровода.
Для изготовления рукава применяют и другие виды материалов, например высокопрочную оболочку «САНЛАЙН» – нетканый синтетический материал, пропитанный полиэфирными, эпоксидными, полиуретановыми или другими составами. После проходки и полимеризации внутри трубопровода образуется самонесущее покрытие, которое полностью герметизирует все возможные дефекты трубопровода (свищи, трещины, раскрытые стыки и др.). Толщина покрытия в зависимости от диаметра трубопровода и глубины его заложения составляет 6,5…18 мм для напорных трубопроводов, и 5…24 мм для самотечных. Диаметр восстанавливаемых трубопроводов составляет 100…1200 мм, длина прокладки – до 200 м.
Применяемые в процессе санации материалы, а также защитное покрытие должны соответствовать санитарным требованиям и должны иметь сертификат соответствия Госстандарта РФ.
Источник
Полимерный чулок. Санация
Санация полимерным чулком называется специальная технология ремонта трубопровода. Используя такую технологию, в трубопровод, который подлежит ремонту, вставляется специальный «чулок» из синтетического войлока. Этот «чулок» пропитан специальным композитным материалом. В итоге «чулок» из войлока твердеет и, внутри старого трубопровода формируется новая труба. Несущая способность новой сформировавшейся трубы совершенно не уменьшается, и по показателям сравнима с реконструируемой.
Благодаря такому методу, санация трубопроводов полимерным чулком происходит в кратчайшие сроки, ведь земляные работы в данном случае сведены к минимуму.
Полимерный чулок, применяемый в данной технологии восстановления трубопровода, еще называют «полимерный рукав». Санация полимерным рукавом позволяет восстанавливать трубопровод как со сквозными повреждениями, так и с частичным разрушением труб. Диаметры санируемого трубопровода от 100 мм до 1600 мм.
Преимущества восстановления трубопроводов полимерными рукавами:
- сокращение расходов (отсутствие необходимости демонтажа старого трубопровода, уменьшение затрат на проектирование и подготовительные работы);
- минимизация земляных работ;
- высокая коррозийность, абразивная стойкость и низкая шероховатость внутренней поверхности отвердевшего «чулка».
Получить подробную консультацию и сделать заказ можно по телефону (812) 313-29-30 или отправив запрос.
Комплекс работ по санации полимерным рукавом
Проведение комплекса работ по санации трубопровода полимерным рукавом происходит в следующей очередности:
- производится замер диаметра трубы, которая подлежит ремонту;
- изготовление и пошив полимерного «чулка»;
- перемещение материала и оборудования, необходимых при ремонте;
- на месте производства происходит пропитка материала;
- производится гидравлический расчет, установка шлангов различных диаметров и насосов разной производительности;
- для заглушки магистралей и коллекторов устанавливается пневмозапирающее устройство (диаметр 50-1600 мм);
- производится гидродинамическая промывка всей системы трубопровода;
- откачка илового осадка;
- теледиагностика трубопроводов установками TINY CS, IPEK;
- ввод рукава («чулка») в ремонтируемую трубу;
- наполнение «чулка» горячей водой, горячим паром или горячим воздухом);
- ожидание отвердения «чулка»;
- если водопроводная труба, то производятся торцевые технологические вырезы по диаметру, если канализация — технологические отверстия в смотровых колодцах;
- теледиагностика восстановленной трубы;
- сдача работ эксплуатирующим органам и надзорным организациям.
Преимущества санации методом чулка в компании «ГРАДИСС»
Главное преимущество компании «ГРАДИСС» является то, что без привлечения сторонних организаций и посредников, наше собственное производство, оборудование и техническое оснащение способны в минимальные сроки изготовить «чулок». Все расходные материалы, используемые при производстве «чулка», российского производства.
Композитный материал компании «ГРАДИСС» имеет все необходимые документы: протоколы испытаний, санитарно-эпидемиологическое заключение и сертификат соответствия.
В распоряжении нашей компании имеется специализированный мобильный пропиточный комплекс. Такой комплекс позволяет пропитывать рукав как на производстве, так и за его пределами. Производительность мобильного комплекса — 5 м.п. в минуту.
Благодаря этому, пропадают проблемы, которые могут быть связаны с удаленностью объекта от места производства, а также возможное превышение длины или веса материала.
Используемое оборудование для санации труб компании «ГРАДИСС»
Компания «ГРАДИСС» обладает собственным оборудованием для производства полимерных рукавов для санации трубопровода.
- Котельные установки «ГРАДИСС-1200» (мощность 1,2 МВт) и «ГРАДИСС-1500» (мощность 1,5 МВт).
- Мобильная установка прогрева «чулка» горячим воздухом «Master B70 CED».
- Паровая установка «Steamrator MHC-700»
Все специалисты компании «ГРАДИСС», включая линейных рабочих и операторов котельных установок, являются квалифицированными рабочими, что подтверждается специальными сертификатами и удостоверениями о прохождении квалификационных экзаменов.
Источник
Полимерный рукав Aarsleff CIPP
Технология бестраншейного ремонта сетей водоснабжения и водоотведения
Мягкий полимерный рукав Aarsleff CIPP используется для восстановления трубопроводов DN 100-2200 мм любого сечения (круглого, овального, шатрообразного и пр.) и различной степени износа:
Материалы и способы установки рукава Aarsleff CIPP
Рукав изготавливается из многослойного фетра с полипропиленовым покрытием, пропитывается смолами и монтируется в старый трубопровод: инверсией при помощи воды или воздуха, протаскиванием при помощи лебедки. Для полимеризации (затвердевания) рукава мы применяет технологии, представленные на видео:
| Вода | Пар |
|---|
После санации внутри старого трубопровода образуется прочная вставка, вплотную прилегающая (без приклеивания) к его стенкам.
Преимущества технологии
- возможность прохождения отводов и углов поворота трубы до 90 градусов;
- возможность санации трубы с изменяющимся внутренним диаметром;
- возможность пошива рукава с изменением толщины его стенок (с учетом изменения нагрузок грунта);
- санация труб с перепадом уровней в колодцах;
- сохранение пропускной способности потока за счет минимального сужения диаметра после санации;
- продление срока службы трубы на 100 лет.
Опыт Per Aarsleff в России и мире
Восстановление трубопроводов с помощью мягкого полимерного рукава известно в мире уже более 30 лет, Per Aarsleff — один из крупнейших подрядчиков, использующих данную технологию и применяющих на объектах рукав собственного производства. С 1994 года в России при помощи рукава Aarsleff CIPP компанией было реконструировано более 100 км трубопроводов DN 150-2000 мм.
Для расчета стоимости проекта, пожалуйста, заполните опросный лист и отправьте его специалистам Per Aarsleff.
Хотим обратить внимание на то, что АО «Пер Аарслефф» не поставляет рукав Aarsleff CIPP сторонним организациям. Мы предоставляем комплексные услуги по санации, включая телеинспекцию труб и их гидродинамическую прочистку.
Источник
Технология восстановления трубопроводов с помощью комплексных полимерных рукавов
Эта отечественная технология восстановления внутренней поверхности изношенных самотечных и напорных трубопроводов используется на Московской канализации с 1997 г. При реализации технологии на используемый комплексный рукав необходимо иметь сертификат соответствия (например, «Рукав комплексный для санации трубопроводов марки КР-В»), выдаваемый Госстандартом РФ по соответствующим ТУ (например, ТУ 2256-001-42920499-97), а также гигиенический, предоставляемый Департаментом государственного санитарно-эпидемиологического надзора.
Метод применяется для нанесения сплошного защитного покрытия на внутреннюю поверхность трубопроводов из различных материалов при любой глубине заложения труб (в грунте или непроходных каналах) и не зависит от типа фунтов, окружающих трубопровод. Он эффективен при следующих видах повреждений труб: трещины (продольные, поперечные, винтообразные и т.д.), абразивный износ, свищи (при отсутствии инфильтрации воды в трубу). При других повреждениях (раскрытые стыки, смещение труб в стыках) необходима предварительная подготовка, обеспечивающая соосность труб в местах дефектов.
С помощью комплексных пластиковых рукавов могут восстанавливаться трубопроводы диаметром от 150 до 1000 мм. В зависимости от назначения, состояния и размеров ветхого трубопровода толщина рукавной заготовки варьирует от 5 до 30 мм.
Комплексные пластиковые рукава должны обеспечивать требования эксплуатации водоотводящих трубопроводов: водо- и химическую стойкость, физико-механическую устойчивость, гладкую внутреннюю поверхность, обеспечивающую высокую пропускную способность трубопроводов, и долговечность.
Работы по восстановлению ветхих участков трубопроводов с помощью комплексных рукавов проводятся в соответствии с технологическим регламентом, согласно которому осуществляются следующие последовательные этапы:
- изготовление комплексного пропитанного рукава и доставка его на ремонтируемую трассу;
- подготовка внутренней поверхности участка трубопровода, подлежащего восстановлению;
- контроль качества подготовки ремонтного участка трубопровода с помощью телеустановок;
- транспортирование рукава через колодцы внутри ветхого трубопровода;
- раздув комплексного рукава с прижимом его к стенкам ремонтируемого трубопровода;
- прогрев паром для отверждения ремонтного покрытия;
- удаление оснастки, проведение контрольного телевизионного осмотра отремонтированного участка трубопровода и пуск его в эксплуатацию; в отдельных случаях по требованию заказчика перед пуском производятся гидравлические испытания на водонепроницаемость внутреннего покрытия с использованием ресурсов и оборудования заказчика.
В зависимости от диаметра трубопроводов, для которых предназначены ремонтные покрытия, используются два типа комплексных рукавов:
- трехкомпонентный — из пленочного (защитного), армирующего (из синтетического войлока) и раздувочного (из полимерной пленки); предназначен для труб диаметром 150-200 мм;
- четырехкомпонентный — из пленочного (защитного), комбинированного стеклоармирующего полотна, армирующего (из синтетического войлока) и раздувочного (из полимерной пленки); предназначен для труб диаметром от 300 до 450 мм.
Технология изготовления рукава состоит в раскройке стекло- холста до нужной ширины, складывании и прошивке внахлест на рукавной машине (например, японской фирмы «Brotcher»). Диаметр полученной заготовки должен быть меньше диаметра ремонтируемого участка трубы на 1-3% для избежания складок. В то же время подвижность шва и материала должна обеспечивать плотное прилегание рукава к внутренней стенке трубы. В процессе сшивки армирующего рукава в него помещается прочная капроновая лента. После сшивки рукав свертывается в рулон и поступает на сборку. Сборка включает два этапа: протягивание армирующего рукава в наружный полиэтиленовый и протягивание внутреннего раздувочного рукава в армирующий.
Армирующий рукав в собранной заготовке пропитывается связующим, в состав которого входят полиэфирная смола (НП-15 в количестве 100 ч. по массе), инициаторы (третбутилпербензоат в количестве 1,5 ч. по массе) и отвердители (перекись бензоила в количестве 0,5 ч. по массе). Подача полиэфирной смолы осуществляется насосом (например, НД-2.5-630/10 мощностью 2,5 кВт). Перемешивание составляющих производится в реакторе (например, РСЭ-100 объемом 100 л) в течение 15 минут. Раскатка связующего производится передвижными нагруженными валами. При этом происходит равномерное распределение связующего в армированном рукаве и его пропитка со скоростью 1—3 м/мин.
Отдельные этапы технологии подготовки комбинированного рукава представлены на рисунке ниже.
Этапы изготовления комбинированного рукава для ремонта трубопроводов:

а — исходный комбинированный рукав с рукавом-емкостью для связующего; б — подана связующего в рукав-емкость; в — распределение связующего по длине комбинированного рукава посредством вытягивания рукава-емкости;
г-пропитка комбинированного рукава валковым устройством; д — выворот в пропитанный комбинированный рукав полиэтиленового рукава;
1 — заготовка комбинированного рукава; 2 — рукав-емкость; 3 — связующее;
4 — вытягивающие валки; 5 — отжимные валки;
6 — внутренний пленочный рукав
Перед началом ремонта дефектный участок действующего трубопровода отключается установкой специальных пневматических пробок. Участок промывается водой (под давлением 0,8—1,2 МПа), подаваемой из реактивной струйной насадки каналоочистительной машины. После прочистки производится осмотр трубопровода с помощью телевизионной камеры. По результатам видеообследования составляется детальный план (паспорт) участка с обязательной видеозаписью результатов осмотра внутренней поверхности ветхого трубопровода.
Обнаруженные при видеоосмотре дефекты (например, остатки корней деревьев, камни, осколки трубы и т.д.) удаляются с помощью традиционной оснастки: корнерезов, дисков, швабр, мячей и т.д. Готовый рукав и оснастка перевозятся к месту ремонта на специальной машине, оборудованной подъемным бортом и бытовым отсеком.
Процесс ремонта включает выполнение трех операций: транспортирование рукава через колодцы внутри ветхого трубопровода; раздув комплексного рукава с прижимом его к стенкам ремонтируемого трубопровода; прогрев паром для отверждения ремонтного покрытия.
В состав стандартного оборудования для реализации указанных и других операций входят: швейная рукавная машина, реактор, насосная установка, устройство для пропитки (система валиков, расположенных на наклонной плоскости), передвижная котельная установка (котел, электростанция, компрессор), автомашина с грузоподъемным бортом, лебедка с тросом, набор шлангов, каналопромывочная машина с набором насадков и телевизионная установка.
Первая операция заключается в доставке рукава к месту ремонта в спецавтомобиле, оснащенном подъемником, и его подаче через систему роликов в стартовый колодец. Протаскивание рукава в ремонтный участок по направлению стока осуществляется через систему специальных блоков, установленных в финишном колодце, с помощью троса и лебедки. Концы рукава герметизируются посредством ввода во внутренний пленочный рукав специальных заглушек с последующим их закреплением на рукаве тканевыми бандажными нарукавниками и стяжными хомутами.
Операция раздува производится паром, получаемым из передвижной котельной установки, смонтированной в фургоне на шасси грузового автомобиля. В состав установки входят котел, передвижная электростанция и компрессор. Пар подается через шланг в месте установки одной из заглушек. Для удаления воздуха и летучих веществ, выделяющихся из пропитанного рукава, наружный пленочный рукав надрезается в непосредственной близости от герметизирующих заглушек. В состав оборудования входят агрегат по подготовке специальной воды для котла, передвижная электростанция и компрессор. Вблизи второй заглушки устанавливаются контрольный манометр и труба с вентилем для сброса конденсата.
Операция прогрева комплексного рукава производится в течение 3-5 часов (при давлении 0,05 МПа и температуре 100°С), затем давление сбрасывается, заглушки удаляются и ремонтное покрытие охлаждается. С помощью пневматической машины с алмазными дисками обрезаются законцовки, и восстановленный трубопровод подвергается контрольному телевизионному осмотру.
Для определения качества защитного покрытия после завершения всех восстановительных работ производится осмотр внутренней поверхности отремонтированного участка телеустановкой. В случае видимых дефектов (разрыв рукава, вздутие и отслоение защитной пленки, наличие сборок и т.д.) комплексный рукав извлекается из трубы и процесс санации повторяется. По результатам видеоосмотра могут быть назначены гидравлические испытания на герметичность.
Источник