- Металлополимеры SHEG
- Полимерные материалы MECAFIX для ремонта и восстановления
- Категория — Полимерные материалы
- Полимеры для ремонта металла
- Применение полимерных материалов при восстановлении деталей
- Общие сведения
- Применение эпоксидных композиций при восстановлении деталей
- Заделка трещин и пробоин
- Восстановление посадочных отверстий
- Склеивание деталей синтетическими клеями
- Применение эластомеров при восстановлении посадок
Металлополимеры SHEG
Металлолимеры SHEG — это высокоэффективные полимерные материалы, которые применяются для защиты, ремонта, восстановления внутренних и наружных металлических поверхностей в различных отраслях промышленности.
Металлолимер SHEG — надежное ремонтное средство, легкое в применении и не требующее специального оборудования для нанесения. Он дает возможность выполнять ремонтные работы без полного демонтажа оборудования, тем самым позволяет сократить сроки ремонтов и уменьшить простои, а также увеличить межремонтные сроки эксплуатации.
Металлолимеры SHEG — используются для ремонта всех типов оборудования: емкости, трубопроводы, фильтры, теплообменники, станки, гнезда подшипников, фильтры, корпуса, цилиндры и прочее.
Преимущества
- Простота нанесения и возможность применения для защиты оборудования и металлоконструкций больших габаритов и сложной конфигурации
• Возможность подновления и ремонта металлических поверхностей композицией SHEG непосредственно на месте эксплуатации
• Долговечность защитного покрытия и продолжительный срок эксплуатации до первого технического обслуживания
• Сочетание высокой химической стойкости и хорошей адгезии к основанию и многое другое.
ПЕРЕЧЕНЬ И ГРУППЫ ПРОИЗВОДИМЫХ МЕТАЛЛОПОЛИМЕРОВ
Наименование
Консис-тенция
Применение
Цвет

SHEG — Metal Paste Керамика
Паста
Для ремонта конвейеров, рельсовых проводников и направляющих, где происходит износ скользящих поверхностей. Для восстановления корпусов насосов, посадочных мест подшипников, экструдеров и фланцев. Высокая износостойкость, стойкость к эрозии и коррозии.
Черный

SHEG — Metal P/L Керамика
Вязкоте-кучий
Черный

SHEG — Metal Liquid Керамика
Жидкий
Черный

SHEG — Metal Paste Сталь
Паста
Для устранения коррозионных повреждений и точечной коррозии в емкостях, ремонта труб, форм для литья, корпусов и деталей машин.
Серый

SHEG — Metal P/L Сталь
Вязкоте-кучий
Для ремонта валов, заливки несущих поверхностей, направляющих и режущего инструмента. Для заливки оснований машин и фундамента
Серый

SHEG — Metal Liquid Сталь
Жидкий
Для заполнения раковин и микротрещин в отливках, а также для других ремонтов широкого профиля. Для производства форм и моделей, для изготовления инструментов, подвижных соединений, шаблонов и средств измерений
Серый

SHEG — Metal P/L Сталь — керам
Вязкоте-кучий
Для ремонта ответственных деталей, тяжело нагруженного оборудования, подверженного интенсивному износу: корпусов, рабочих колес и уплотнительных колец насосов, запорно-разделительной арматуры, трубных досок конденсаторов и теплообменников, заделки трещин в корпусных изделиях и трубопроводах высокого и низкого давления, вклейки-насадки рабочих колес и подшипников на валы, стаканов подшипников в корпусные изделия и т.п., нанесения защитных антикоррозионных покрытий на корпуса, рабочие колеса насосов и т.п.
Также может использоваться во влажных условиях и под водой, может отверждаться при минусовых температурах.
Применяется для замасленных поверхностей
Черный

SHEG — Metal Paste Сталь Т
Паста
Шпаклевочная масса, которая применяется для нанесения на вертикальные и потолочные поверхности. Высокая термостойкость. Может наноситься толстым слоем.
Серый
SHEG — Metal Paste
Антифрикционный
Паста
Для втулок, вкладышей, валов, направляющих станков, поверхностей с низким коэффициентом трения. Обладает самосмазывающимися свойствами
Черный
SHEG-Metal Liquid
Антифрикционный
Жидкий
Черный
SHEG — Metal Paste Алюминий
Паста
Для заполнения отверстий, ремонтов и восстановлений частей (например, линейные сопла и устройства крепежа, ремонт корпусов двигателей и т.д.)
Серый
SHEG — Metal P/L Алюминий
Вязкоте-кучий
Для отливания и ремонта моделей, форм, шаблонов, ремонт радиаторов.
Серый
SHEG — Metal Liquid Алюминий
Жидкий
Для заливки форм, для изготовления фиксирующих устройств и инструментов (литья под давлением), которые подвержены воздействию высоких температур (до +230°С).
Серый
SHEG — Metal Paste Бронза
Паста
Для заполнения отверстий, ремонта и восстановления бронзовых
изделий и бронзовых отливок
Бронза
SHEG — Metal Paste Титан
Паста
Применяется там, где требуется высокая устойчивость к давлению и химикатам. Для ремонта насосов, трубопроводной арматуры, плит, валов, роторов, корпуса насоса, подшипников скольжения, химических аппаратов и т.д. Стойкий к воздействию высоких температур
Темно -серый
SHEG — Metal Liquid Титан
Жидкий
SHEG — Metal Paste Нержав.сталь
Паста
Применяется для ремонта и восстановления на станках и изделиях из нержавеющей стали
Серый
SHEG — Metal Paste Смесь минералов
Паста
Создает защиту поверхности с исключительной высокой износостойкостью и прочностью на истирание, высокая устойчивость к химикатам.
Стойкий к воздействию высоких температур — до +260 (кратковременно)
Кремовый
Примечание: Данные цены действуют с 01.07.2017г. При постоянном сотрудничестве работает система скидок.
Фасовка металлополимеров: — 0,5 кг; 1 кг; 2 кг; 3 кг; 5 кг.
Сопутствующая продукция
(которая может использоваться в системах ремонта оборудования, конструкций, зданий и сооружений совместно с Металлополимерами SHEG ® )
Наименование
Применение
Фасовка
Грунт SHEG – 560 EP
Грунт химстойкий на эпоксидной основе. Отличительное свойство: глубокое проникновение в поры металла. Является отличным адгезионным мостиком между металлом и металлополимером и другими ЛКМ. Стойкий к растворам солей, щелочей, кислот, к нефтепродуктам, морской и пресной воде
Эмаль SHEG –774 PU
Эмаль на основе полиуретана для защиты металлических и бетонных конструкций. Придает высокие износостойкие свойства и эстетический вид
Обезжириватель
SHEG — 0161
Состав для очистки и обезжиривания поверхности металла и бетона
Разделитель
SHEG -0200
На восковой основе.
Разделитель
SHEG -0200Р
Источник
Полимерные материалы MECAFIX для ремонта и восстановления
Категория — Полимерные материалы
Серия полимерных материалов MeCaFix предназначена для удобного и быстрого ремонта сквозных трещин, сколов и поверхностного износа металлических деталей. MeCaFix 100 — для аварийного ремонта.
MeCaFix 120 – для восстановления деталей с последующей мехобработкой.
MECAFIX 100 EXPRESS
Быстро наносимый полимер для аварийного ремонта металлоконструкций. MeCaFix 100 Express имеет 2-ух компонентный состав в объемном соотношении 1:1. Время подготовки смеси — 3 минуты, время застывания — 1 час.
• Срочный аварийный ремонт
• Создание уплотнительных прокладок
• Восстановление массы детали (балансировка)
• Ремонт деревянных деталей
• Ремонт трещин и дефектов корпусов
• Быстрое время полной готовности к эксплуатации
• Возможность применения при низких температурах
• Отличные адгезионные свойства
• Подходит для срочного аварийного ремонта
• Пригоден для ремонта активных протечек
• Быстрый и эффективный аварийный ремонт
При работе во влажных условиях: 40°C
При работе в сухих условиях: 48°C
Эффективное применение даже при низких температурах (около 0°C). Специально разработан для защиты поверхностей от износа во всех пространственных положениях для широкого спектра коррозионно-активных сред и различных абразивов, а также как защита от эрозийного и кавитационного износа.
• Срочный аварийный ремонт
• Ремонт листового проката
• Восстановление массы детали (балансировка)
• Создание уплотнительных прокладок
•Нанесение даже при низких температурах
• Превосходные адгезионные свойства
• Не провисает при нанесении в потолочном положении
• Возможна последующая качественная проточка
• Превосходная стойкость к давлению и деформациям
При работе во влажных условиях: 50°C
При работе в сухих условиях: 90°C
MECAFIX 144 EXPRESS
Быстрозатвердевающее полиуретановое покрытие, разработанное в качестве резиноподобной защиты поверхности эластомерного изделия от износа и ударных нагрузок. MeCaFix 144 поставляется в двойном картридже, предназначенном для нанесения при помощи пневматической распылительной системы MeCaSpray Gun. Время затвердевания – 15 минут. Время полной готовности к эксплуатации – 3 часа
Источник
Полимеры для ремонта металла
Магазин ООО «МВ Групп» в Румянцево
ПН — ПТ с 9 до 18
ПН — ПТ с 9 до 18
Металлополимеры WEICON – это двухкомпонентные составы из эпоксидных смол с различными наполнителями (алюминий, титан, бронза, сталь, минералы (карборунд, циркон) и т.д.), которые после смешивания полимеризуются практически без изменения в объёме. Застывший материал может подвергаться механической обработке.
Металлополимеры WEICON – это идеальный материал для проведения быстрых, долгосрочных и экономичных ремонтов, технического обслуживания. При помощи металлополимеров WEICON можно осуществить:
- устранение коррозионных повреждений и точечной коррозии;
- изготовление инструментов, форм, моделей, которые подвержены высоким температурам;
- капитальный ремонт металлических поверхностей, заделка трещин, швов;
- ремонт резьбовых соединений, восстановление посадочных мест;
- ремонт бетонных, пластмассовых, резиновых изделий.
Кол-во товаров 15
Кол-во товаров 1
Инструменты для снятия изоляции
Кол-во товаров 41
Кол-во товаров 24
Для электрики и электроники
Кол-во товаров 16
Ремонтные стержни (холодная сварка)
Кол-во товаров 18
Кол-во товаров 26
Кол-во товаров 6
Кол-во товаров 9
Клей для полиэтилена (PE) и полипропилена (PP)
Кол-во товаров 1
Кол-во товаров 25
Кол-во товаров 7
Кол-во товаров 3
Анаэробные клеи, фиксаторы, герметики
Кол-во товаров 139
Кол-во товаров 4
Клеи-герметики серии Flex
Кол-во товаров 20
Кол-во товаров 12
Кол-во товаров 62
Кол-во товаров 16
Кол-во товаров 63
Антикоррозионные монтажные пасты anti-seize (противоизнос)
Кол-во товаров 33
Кол-во товаров 20
Компания МВ Групп официальный дилер Weicon на территории РФ.
Только оригинальный сертифицированный товар!
Официальная гарантия на обслуживание инструмента!
Возможность заказа необходимого инструмента или запасных частей у завода-изготовителя!
Большие запасы наличия товара в розничном магазине и на складе в Москве!
7000 пунктов выдачи заказов: СДЭК, ПЭК, Boxberry, PickPoint
Источник
Применение полимерных материалов при восстановлении деталей
Общие сведения
При ремонте машин полимерные материалы получили широкое применение. Они имеют большой диапазон положительных свойств:
- хорошие фрикционные и антифрикционные качества
- достаточная прочность
- масло-, бензо- и водостойкость
- сохранение формы детали
- способность выдерживать определенную нагрузку и температуру
- простота восстановления и изготовления деталей и др.
Обладая ценными физико-механическими свойствами, полимерные материалы позволяют снизить трудоемкость ремонта и технического обслуживания машин на 20-30% и сократить расход дефицитных материалов (черного и цветного металла, сварочных и наплавочных материалов, припоя и т. д.) на 40-50%. К недостаткам полимерных материалов можно отнести изменение их свойств в зависимости от срока службы (старение), сравнительно низкую твердость, усталостную прочность и теплостойкость.
Для использования при ремонте машин рекомендованы следующие полимерные материалы: поликапроамид (капрон), полиэтилен, полистирол, полиамид, волокнит, эпоксидные смолы, синтетические клеи, герметики, анаэробные полимерные материалы и др. Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Использование полимерных материалов не требует сложного оборудования и высокой квалификации рабочих. Оно возможно в условиях специализированных ремонтных предприятий, в мастерских хозяйств, а также в полевых условиях.
Применение эпоксидных композиций при восстановлении деталей
Эпоксидные смолы в чистом виде используют очень редко. В ремонтной практике применяют эпоксидные составы, которые являются многокомпонентными системами. Важнейшим преимуществом композиции перед полимерами является их повышенная жесткость и прочность, стабильность размеров, повышенная ударная вязкость, регулируемые фрикционные и другие свойства. Однако нельзя достигнуть всех этих свойств в одной композиции.
Кроме эпоксидной смолы, в состав композиции в зависимости от назначения могут входить пластификаторы, наполнители, отвердители, ускорители отверждения, пигменты и другие компоненты.
Пластификаторы уменьшают хрупкость и стойкость к резкому изменению температуры, но уменьшают теплопроводность. В качестве пластификатора чаще всего используют дибутилфталат.
Наполнители вводят для повышения физико-механических свойств, снижения внутренних напряжений, возникающих вследствие разницы коэффициентов линейного расширения металла и полимера. Наполнители подразделяют на связующие (стеклоткань, ткани) и порошкообразные (железный порошок, алюминиевая пудра, цемент, тальк, графит и др.).
В качестве отвердителя эпоксидных смол чаще используют полиэтиленполиамин.
Эпоксидные композиции являются универсальным ремонтным материалом. Их применяют для заделки трещин, раковин, пробоин, восстановления подвижных и неподвижных сопряжений, склеивания деталей. Состав композиции зависит от требуемых свойств и условий работы. Для закрепления втулок, колец, ввертышей при восстановлении с использованием ремонтных дополнительных деталей применяют композицию без наполнителей. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут 10 частей дибутилфталата и 12 частей полиэтиленполиамина. При заделке трещин, пробоин, восстановлении посадочных мест под подшипники в композиции вводят наполнители.
Приготовление композиции заключается в следующем. Эпоксидную смолу в таре разогревают до температуры 70-80°С, отливают необходимое количество в сосуд, добавляют пластификатор и перемешивают двухкомпонентный состав. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2-3 ч при температуре 100-120°С, и тщательно перемешивают состав. Отвердитель добавляют перед употреблением композиции.
Приготовленную композицию необходимо использовать в течение 20-25 мин.
Заделка трещин и пробоин
Эпоксидные композиции используют для заделки трещин в корпусных деталях, не проходящих через отверстия под втулки, посадочные места под подшипники, резьбовые отверстия, длиной не более 200 мм. После определения размеров трещины ее края засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60-70°, на глубину 2-3 мм (при толщине стенки более 5 мм). Если толщина стенки менее 2 мм, разделку трещины не делают. Поверхность детали зачищают до металлического блеска на расстоянии 40 мм по обе стороны от трещины и обезжиривают ацетоном. Приготовленный состав наносят на поверхность и уплотняют шпателем. Для заделки мелких трещин (до 20 мм) используют композицию без наполнителя. При восстановлении чугунных деталей с пробоинами и трещинами длиной более 20 мм применяют следующий состав. На 100 частей (по массе) смолы ЭД-16 берут 15 частей дибутилфталата, 120 частей железного порошка и 11 частей полиэтиленполиамина. Для восстановления корпусных деталей из алюминиевых сплавов вместо железного порошка в качестве наполнителя используют алюминиевую пудру (25 частей).
Трещину длиной 20-150 мм на корпусных деталях или баках заделывают эпоксидной композицией, армированной стеклотканью или технической бязью. Первая накладка из ткани должна перекрывать трещину на 20-25 мм по обе стороны, а вторая перекрывать первую на 10-15 мм. После нанесения первого слоя эпоксидной композиции накладывают первую накладку и прикатывают роликом. На поверхность накладки наносят тонкий слой композиции и накладывают вторую накладку, которую тоже прикатывают роликом. На вторую накладку снова наносят слой композиции и оставляют для отверждения.
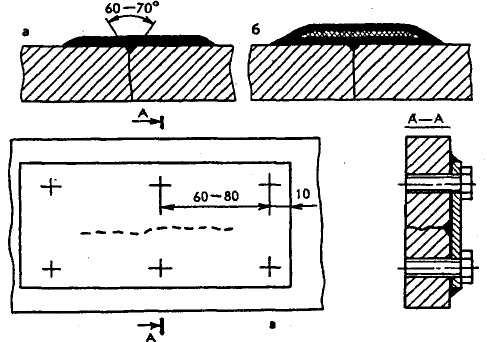
Рис. Варианты заделки трещин: а — эпоксидным составом; б — эпоксидным составом, армированным стеклотканью; в — эпоксидным составом и металлической накладкой.
Трещины на корпусных деталях длиной более 150 мм заделывают с помощью накладки.из листовой стали толщиной 1,5-2,0 мм. Зачищенные поверхности детали, накладки и винтов покрывают эпоксидной композицией.
Отверждение композиции проводят при температуре 18-20 С» в течение 72 ч. Допускается проводить отверждение при температуре 20 С» в течение 12 ч, а затем по одному из следующих режимов: при 40 С» — 48 ч; при 60 С» — 24 ч; при 80 С» — 52 ч; при 100 С» — 3 ч.
Пробоины в корпусных деталях, бачках радиаторов, топливных баках заделывают наложением заплат внахлестку с применением эпоксидных композиций. При небольших пробоинах накладку изготавливают из стеклоткани. Тонкостенные детали восстанавливают наложением накладки из листовой стали. Пробоины в корпусных деталях заделывают постановкой внахлестку металлической накладки на винтах. Стальная накладка может быть закреплена с помощью эпоксидной композиции, проникающей в дополнительные сверления.
Восстановление посадочных отверстий
Эпоксидные композиции применяют при ремонте неподвижных сопряжений деталей типа корпус — подшипник, корпус — втулка, если зазор в сопряжении не превышает 0,1 мм. Перед нанесением композиции сопрягаемые поверхности отверстия в корпусе, втулки (подшипника) зачищают и обезжиривают. После просушивания наносят композицию (без наполнителя) на подготовленные поверхности слоем толщиной не более 0,5 мм. Через 10-15 мин втулку (подшипник) запрессовывают в отверстие и проводят отверждение по одному из вышеприведенных режимов.
Склеивание деталей синтетическими клеями
Для склеивания применяют клеи ВС-ЮТ и типа БФ, 88Н и др. Клей ВС-ЮТ используют для приклеивания накладок к тормозным колодкам и дискам сцепления. Кроме того, его можно использовать для склеивания металлов, стеклотекстолитов и других материалов. Режим отверждения: давление прижатия склеиваемых поверхностей — 0,2-0,4 МПа, температура — 175-185°С, продолжительность — 1,5-2,0ч.
Клеи БФ-2, БФ-4, БФ-6 применяют для склеивания металлов, древесины и др.
Клей БФ-6 дает более эластичные соединения, поэтому его применяют для склеивания фетра, войлока, тканей и других материалов. Режим склеивания: давление — 0,5- 1,0 МПа, температура — 140-160°С, продолжительность — 1,0— 1,5 ч. Клей БФ-52Т используют для тех же целей, что и клей ВС- ЮТ.
Для склеивания резин и резины с металлом применяют клей 88Н.
Поверхности, подлежащие склеиванию, очищают от загрязнений и старых полимерных материалов. Металлические поверхности зачищают до металлического блеска и обезжиривают ацетоном или бензином. После сушки деталей наносят слой клея толщиной 0,10-0,15 мм на склеиваемые поверхности и выдерживают при комнатной температуре в течение 10-15 мин. Затем наносят второй слой клея и просушивают детали. Окончание сушки проверяют «на отлип». К слою клея прикладывают резиновый брусок, очищенный ацетоном. Если он не прилипает, склеиваемые поверхности накладывают одна на другую и сжимают специальными приспособлениями. Деталь вместе с приспособлениями помещают в специальный шкаф для термообработки (отверждения клеевого состава) и выдерживают в течение 40 мин. Для уменьшения остаточных напряжений в клеевом соединении детали охлаждают вместе со шкафом до температуры 80-100°С, а затем на воздухе до температуры 20—25°С в течение 2—3 ч и снимают с приспособлений.
По такой технологии приклеивают фрикционные накладки на тормозные колодки и диски.
Применение эластомеров при восстановлении посадок
Ремонт подшипниковых узлов часто заключается в восстановлении первоначальных натягов. Нарушению посадки способствует смятие неровностей поверхностей при запрессовке и снятии подшипников и вследствие проворачивания кольца подшипника при работе машины. Для восстановления посадочных мест под подшипники в отверстиях и на валах, а также под втулки и шестерни при износе не более 0,06 мм применяют эластомеры ГЭН-150(B) или 6Ф.
Технологический процесс включает следующие операции: приготовление раствора, зачистка и обезжиривание изношенных поверхностей, нанесение раствора на подготовленные поверхности, термическая обработка и Сборка узлов. Растворы приготовляют по следующей рецептуре: одна часть (по массе) эластомера ГЭН- 150(B) и 6,2 части ацетона; или 2 части эластомера 6Ф, 5 частей ацетона и 5 частей этилацетата.
Раствор эластомера наносят на поверхность детали в вытяжном шкафу кисточкой. Не допускается перекрытия слоев при нанесении раствора. Толщина пленки одного слоя равна 0,01 мм. Деталь с покрытием выдерживают 20 мин, а затем помещают для термообработки в сушильный шкаф. Термообработка проводится при температуре 120 С» в течение 30 мин. Каждый последующий слой до получения необходимой толщины наносят после термообработки предыдущего. Перед сборкой поверхность детали, покрытой эластомером, смазывают графитной смазкой, охватывающую деталь подогревают до температуры 120-140°С.
Источник