Порядок разработки технологических процессов ремонта




![]()
Порядок разработки технологического процесса существует на каждом предприятии. При таком положении завод-изготовитель не может обеспечить всей потребности в снабжении парка автомобилей запасными частями. Эта задача решается путем организации специализированных заводов по производству запасных частей и восстановлению сложных и металлоемких деталей на авторемонтных предприятиях или на специализированных заводах по восстановлению деталей.
Качество деталей задается техническими требованиями, которые определены рабочим чертежом детали. Рабочий чертеж детали является основным исходным документом при разработке технологического процесса изготовления детали. Он должен содержать все данные, необходимые для изготовления детали.
При порядке разработки технологического процесса изготовления необходимо знатьусловия работы детали в собранном узле, проанализировать нагрузки, воздействию которых подвергают деталь, выявить предъявляемые к ней требования и знать, как ориентируется деталь в собранном узле относительно других деталей.
Минимальную стоимость изготовления детали при обеспечении заданного количества и качества деталей выявляют путем разработки нескольких вариантов технологического процесса, экономического сравнения вариантов и выбором наиболее экономичного варианта.
Технологические и производственные процессы ремонта.
В процессе эксплуатации автомобиля происходит изменение его технического состояния.
Эти изменения происходят в результате воздействия различных факторов, к которым относятся:
— а также различные внутренние процессы, которые приводят к изменению физико-механических свойств материалов.
В результате этого происходит нарушение нормального режима работы автомобиля или его отдельных узлов и агрегатов. Вследствие этого происходит поломка автомобиля, для устранения которой необходимо произвести ремонт.
Производственный процесс представляет собой совокупность технологических действий и орудий труда, которые применяются на предприятии для изготовления или ремонта продукции. Часть технологических операций связана с выполнением основных работ, которые предполагают изменение формы, размера, свойств, а также состояния продукции. Другая часть технологических операций связана с выполнением вспомогательных работ, к которым относятся транспортные и складские работы, содержание и ремонт зданий и оборудования, материально-техническое снабжение и т. д.
Технологический процесс ремонта представляет собой часть производственного процесса, которая связана с выполнением основных работ по ремонту автомобиля.
К технологическим процессам ремонта относятся:
— разборка автомобиля, его агрегатов, узлов и деталей;
— сборка, окраска и испытание автомобиля, а также сдача автомобиля заказчику.
Все эти технологические операции выполняются в определенной последовательности в соответствии с технологией и организацией работ.
Любой технологический процесс состоит из следующих элементов: операция, установка, переход, проход, рабочий прием, рабочее движение.
Операция представляет собой часть технологического процесса ремонта, которая выполняется непрерывно на одном рабочем месте, рабочим одной профессии, определенным видом оборудования. Название операций, как правило, совпадает с названием оборудования, на котором она выполняется. Например, сборочная операция выполняется в сборочном цехе слесарем-сборщиком с применением специального сборочного оборудования.
Установка представляет собой часть технологической операции, которая связана с изменением положения изделия относительно оборудования или инструмента. Например, при создании автомобиля сборочными операциями является установка двигателя, коробки передач и т. д.

Переход представляет собой часть технологической операции или установки, которая выполняется над одним участком изделия при помощи одного инструмента в одном и том же режиме. Например, установка двигателя автомобиля включает в себя несколько переходов: строповка двигателя; подъем, перенос, установка двигателя на раму; закрепление двигателя на раме.
Проход представляет собой один из нескольких переходов, следующих друг за другом. Например, строповка двигателя автомобиля включает в себя два перехода: увязка одного стропа на двигателе с одной стороны и закрепление другого конца на крюке крана; увязка другого стропа на двигателе с другой стороны и закрепление другого конца на крюке крана.
Рабочий прием является частью перехода или прохода и представляет собой законченный цикл рабочих движений. Например, при строповке двигателя: закрепление одного конца стропа – один рабочий прием, закрепление другого конца стропа – другой рабочий прием.
Рабочее движение является наименьшей составной частью технологической операции. Например, рабочее движение может делать рабочий, когда берет в руки ту или иную деталь.
Разработка технологического процессаи правильная его организация заключаются в том, что для каждого его элемента устанавливается описание содержания работ, перечень необходимого оборудования, инструмента и приспособлений, а также нормы затрат и сложность выполняемых работ. Вся эта информация заносится в технологические карты. Глубина проработки различных элементов технологического процесса зависит от объема выполняемых работ.
Для небольших предприятий с малым объемом работ технологический процесс разрабатывается на уровне установок и технологических операций с применением универсального оборудования и инструмента. Для таких предприятий в технологической карте устанавливается только порядок выполнения операций. Такая технологическая карта называется маршрутной технологической картой. Все работы должны производиться рабочими высокой квалификации.
Для станций технического обслуживания автомобилей (СТОА) с достаточно большим объемом работ технологические карты разрабатываются на уровне переходов или проходов. Кроме этого в таких случаях в картах указывают содержание работ по каждой технологической операции. Все работы выполняются по операционным технологическим картам на специальном оборудовании с применением специального инструмента и приспособлений.
Разработка технического процесса осуществляется отдельно для проведения первого и второго технического обслуживания, а также для ремонтных работ по текущему и капитальному ремонту.
Наибольший объем работ, как правило, имеет место при капитальном ремонте автомобилей, если он проводится на специализированных авторемонтных заводах. Автомобили, принимаемые на капитальный ремонт, обязательно проходят предварительную мойку и затем поступают на операцию разборки. В процессе разборки с рамы автомобиля снимают все агрегаты, очищают их от грязи, масла и затем разбирают на узлы и детали.
Снятые детали автомобиля сортируют на годные, требующие ремонта и на негодные. Годные детали идут на повторную сборку. Детали, требующие ремонта, восстанавливают и также направляют на сборку. Негодные детали отправляют на металлолом. Затем узлы снова собирают в агрегаты и устанавливают на рамы автомобиля. Собранный и отремонтированный автомобиль испытывают и отдают заказчику.
По такой схеме также производится разработка технологического процесса проведения текущего ремонта, с тем отличием, что в этом случае выполняется меньший объем работ и присутствует намного меньше технологических операций.
Схема технологических процессов капитального ремонта автомобилей и их составных частей. Агрегаты, снятые с автомобиля или поступающие в КР как товарная продукция, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии, коксовых и смолистых отложений.
При дефектации детали разделяют на три группы: утильные (восстановление которых технически невозможно или экономически нецелесообразно), годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями) и требующие восстановления. Детали последней группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.
Двигатели обычно собирают на поточных линиях, другие агрегаты – на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
На рисунке 107 изображена общая схема технологического процесса капитального ремонта автомобилей.
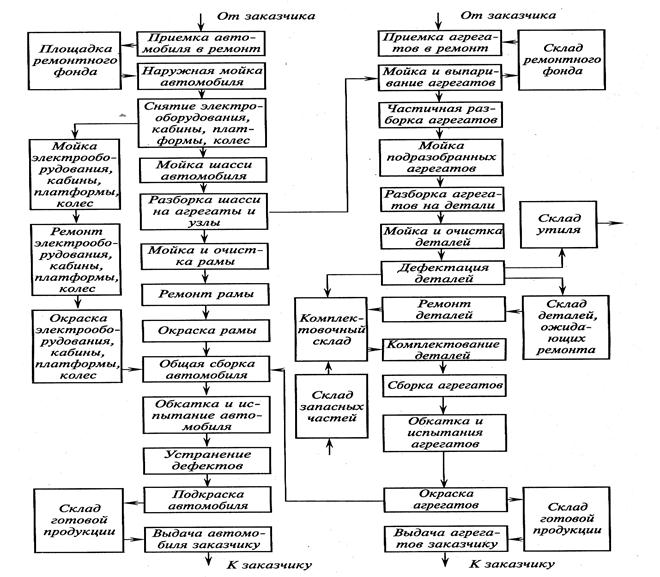
Рис. 107. Общая схема технологического процесса капитального ремонта автомобилей
Схема технологического процесса централизованного ремонта по техническому состоянию.Централизованный ремонт по техническому состоянию (ЦРТС) основывается на принципах серийного производства и характеризуется широким использованием типовых технологических процессов. Его суть состоит в том, что каждому агрегату по результатам предремонтного диагностирования, назначается один из заранее разработанных технологических маршрутов типового технологического процесса ремонта.
Определение технического состояния частично разобранного агрегата позволяет исключить искажающие влияния на определяемый диагностический параметр некоторых структурных параметров.
Агрегаты в соответствии с назначенными им технологическими маршрутами распределяются по специализированным рабочим местам, причем на одном рабочем месте может выполняться один или несколько технологических маршрутов. В ходе разборки агрегатов выполняется операционный контроль, результаты которого могут подтвердить или опровергнуть правильность назначенного технологического маршрута.
В первом случае выполняется весь комплекс разборочно-сборочных работ, предусмотренных технологическим маршрутом, после чего агрегат поступает на обкатку и испытания (приемочный контроль). Детали, снятые в соответствии с выполняемым технологическим маршрутом, направляются на дефектацию, а на рабочие места подаются ремонтные комплекты. Восстановление деталей производится на специализированных участках АРП.
Источник
1 Область применения
Настоящий стандарт устанавливает стадии разработки и виды документов, применяемых для технологических процессов изготовления или ремонта изделий машиностроения и приборостроения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.103-68 Единая система конструкторской документации. Стадии разработки
ГОСТ 2.602-95 Единая система конструкторской документации. Ремонтные документы
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Стадии разработки технологической документации
3.1 Стадии разработки технологической документации, применяемой для технологических процессов изготовления изделий (составных частей изделий), определяются в зависимости от стадий разработки используемой конструкторской документации по ГОСТ 2.103.
3.2 Стадии разработки рабочей технологической документации устанавливает разработчик документации в соответствии с таблицей 1.
Разработка технологической документации, предназначенной для изготовления и испытания материального макета изделия и (или) его составных частей с присвоением литеры «П», на основании конструкторской документации, выполненной на стадиях «Эскизный проект» и «Технический проект»
а) опытного образца (опытной партии)
Разработка технологической документации, предназначенной для изготовления и испытания опытного образца (опытной партии), без присвоения литеры, на основании конструкторской документации, не имеющей литеры.
Корректировка и разработка технологической документации по результатам изготовления и предварительных испытаний опытного образца (опытной партии) с присвоением литеры «О» на основании конструкторской документации, имеющей литеру «О».
Корректировка и разработка технологической документации по результатам изготовления и приемочных испытаний опытного образца (опытной партии) и по результатам корректировки конструкторской документации с присвоением технологической документации литеры «О1, О2 . О n » на основании конструкторской документации, имеющей литеру «О1, О2 . О n » опытного образца (опытной партии) и по результатам корректировки конструкторской документации с присвоением технологической документации литеры «О2» на основании конструкторской документации, имеющей литеру «О2»
б) серийного (массового) производства
Разработка технологической документации, предназначенной для изготовления и испытания изделий серийного (массового) производства, с присвоением литеры «А» («Б») на основании конструкторской документации, имеющей литеру «А» или «Б»
3.3 На стадии разработки конструкторской документации «Техническое предложение» технологическую документацию не разрабатывают.
3.4 При выполнении технологической документации в форме электронного документа требования к форматам данных рекомендуется устанавливать на предшествующей стадии разработки, если это не предусмотрено техническим заданием.
3.5 Директивной технологической документации, предназначенной только для решения необходимых инженерно-технических, планово-экономических и организационных задач, при постановке изделия на производство присваивают литеру «Д» на основании конструкторской документации, имеющей литеру «А» или «Б».
3.6 Технологической документации, предназначенной для разового изготовления одного или нескольких изделий (составных частей изделий) в единичном производстве, присваивают литеру «И» на основании конструкторской документации, имеющей литеру «И».
3.7 Ранее разработанные технологические документы (комплекты технологических документов) применяют при изготовлении новых или модернизации изготовляемых изделий в следующих случаях:
— на стадии разработки технологической документации «Предварительный проект» — независимо от литерности применяемой технологической документации;
— в технологической документации опытного образца (опытной партии) с литерой «О1» («О2»), серийного (массового) производства с литерами «А» и «Б», если литера применяемой технологической документации та же или высшая.
Литеру полного комплекта технологической документации определяют низшей из литер, указанных в документах, входящих в комплект.
3.8 Стадии разработки рабочей технологической документации, применяемой для технологических процессов ремонта изделий (составных частей изделий), определяет разработчик документации в зависимости от применяемых видов документов на ремонт по ГОСТ 2.602 и стадии разработки ремонтной конструкторской документации — в соответствии с таблицей 2.
а) опытного ремонта
б) серийного (массового) ремонтного производства
Разработка технологической документации, предназначенной для опытного ремонта и испытания изделий(составных частей изделий), с присвоением технологической документации литеры «РО» на основании конструкторской документации, имеющей литеру «РО».
Разработка технологической документации, проверенной опытным ремонтом, с присвоением литеры «PO 1 » («РО2»)
Разработка технологической документации, предназначенной для серийного (массового) ремонта и испытаний изделий (составных частей изделий), с присвоением технологической документации литеры «РА» («РБ»), на основании конструкторской документации, имеющей литеру «РА» или «РБ»
3.9 Директивной технологической документации, предназначенной для выборочной и укрупненной разработки технологических процессов ремонта и испытания изделий (составных частей изделий), а также для решения необходимых инженерно-технических, планово-экономических и организационных задач, присваивают литеру «РД».
3.10 Технологической документации, предназначенной для разового ремонта одного или нескольких изделий (составных частей изделий) в единичном производстве, присваивают литеру «РИ» на основании конструкторской документации, имеющей литеру «РИ».
3.11 При разработке документации на технологические процессы, выполняемые на стадиях «Предварительный проект», «Опытный образец (опытная партия)» и «Опытный ремонт», ее следует выполнять в маршрутном и (или) маршрутно-операционном описании.
3.12 При разработке документации на технологические процессы, выполняемые на стадиях «Серийное (массовое) производство», «Серийное (массовое) ремонтное производство», ее следует выполнять в операционном описании.
Допускается разработка технологической документации:
— в маршрутно-операционном описании при условии ее применения в мелкосерийном производстве;
— на предыдущей стадии в сравнении со стадией разработки применяемой конструкторской документации при условии изготовления или ремонта ограниченной партии изделий (составных частей изделий).
3.13 В технологических документах допускается указывать ссылки на другие технологические документы, стандарты и технические условия на материалы (вещества). Допускается указывать ссылки на стандарты организаций при условии, что они однозначно определяют соответствующие требования к технологии.
На изделия, разрабатываемые по заказу Министерства обороны, стандарты организаций должны быть согласованы с заказчиком (представительством заказчика).
Технологические документы, стандарты организаций, на которые приводят ссылки, подлежат передаче другой организации вместе с комплектом технологических документов, при этом форма выполнения передаваемых ссылочных документов [бумажная и (или) электронная] должна соответствовать форме выполнения документов, входящих в комплект, либо быть согласована с этой организацией.
4 Виды документов
4.1 В зависимости от назначения технологические документы (далее — документы) подразделяют на основные и вспомогательные.
4.2 К основным относят документы:
— содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач;
— полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составных частей изделия).
4.3 К вспомогательным относят документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на проектирование технологической оснастки, акт внедрения технологического процесса и др.
4.4 Основные технологические документы подразделяют на документы общего и специального назначения.
4.4.1 К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий).
4.4.2 К документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления или ремонта изделий (составных частей изделий).
4.5 Виды основных технологических документов, их назначение и код вида документа приведены в таблице 3.
Код вида документа
Документы общего назначения
Документ предназначен для оформления:
— комплекта(ов) технологической документации на изготовление или ремонт изделия;
— комплекта(ов) технологических документов на технологические процессы изготовления или ремонта изделия (составных частей изделия);
— отдельных видов технологических документов.
Является первым листом комплекта(ов) технологических документов
Графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения
Документ предназначен для описания технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий (составных частей изделий), правил эксплуатации средств технологического оснащения. Применяют в целях сокращения объема разрабатываемой технологической документации
Документы специального назначения
Документ предназначен для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах.
1 МК является обязательным документом.
2 Допускается МК разрабатывать на отдельные виды работ.
3 Допускается МК применять совместно с соответствующей картой технологической информации взамен карты технологического процесса с операционным описанием в МК всех операций и полным указанием необходимых технологических режимов в графе «Наименование и содержание операции».
4 Допускается взамен МК использовать соответствующую карту технологического процесса
Карта технологического процесса
Документ предназначен для операционного описания технологического процесса изготовления или ремонта изделия (составных частей изделия) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах
Карта типового (группового) технологического процесса
Документ предназначен для описания типового (группового) технологического процесса изготовления или ремонта изделий (составных частей изделий) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов и общих данных о средствах технологического оснащения, материальных и трудовых затратах. Применяют совместно с ВТП
Документ предназначен для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Применяют при разработке единичных технологических процессов
Карта типовой (групповой) операции
Документ предназначен для описания типовой (групповой) технологической операции с указанием последовательности выполнения переходов и общих данных о средствах технологического оснащения и режимах. Применяют совместно с ВТО
Карта технологической информации
Документ предназначен для указания дополнительной информации, необходимой при выполнении отдельных операций (технологических процессов).
Допускается применять при разработке типовых (групповых) технологических процессов (ТТП, ГТП) для указания переменной информации с привязкой к обозначению изделия (составной его части)
Документ предназначен для указания данных о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия. Применяют при разработке технологических процессов сборки.
Допускается применять КК для указания данных о вспомогательных материалах в других технологических процессах
Документ предназначен для разработки расчетных данных к технологической операции по нормам времени (выработки), описания выполняемых приемов. Применяют при решении задач нормирования трудозатрат
Карта кодирования информации
Документ предназначен для кодирования информации, используемой при разработке управляющей программы к станкам с программным управлением (ПУ)
Документ предназначен для указания дополнительной информации к технологическим процессам (операциям) по наладке средств технологического оснащения. Применяют при многопозиционной обработке для станков с ПУ, при групповых методах обработки и т. д.
Ведомость технологических маршрутов
Документ предназначен для указания технологического маршрута изготовления или ремонта изделия (составных частей изделия) по подразделениям предприятия. Применяют для решения технологических и производственных задач
Документ предназначен для указания применяемой технологической оснастки при выполнении технологического процесса изготовления или ремонта изделия (составных частей изделия)
Документ предназначен для указания применяемого оборудования, необходимого для изготовления или ремонта изделия (составных частей изделия)
Документ предназначен для указания данных о подетальных нормах расхода материалов, о заготовках, технологическом маршруте прохождения изготовляемого или ремонтируемого изделия (составных частей изделия). Применяют для решения задач по нормированию материалов
Ведомость специфицированных норм расхода материалов
Документ предназначен для указания данных о нормах расхода материалов для изготовления или ремонта изделия. Применяют для решения задач по нормированию расхода материалов на изделие
Ведомость удельных норм расхода материалов
Документ предназначен для указания данных об удельных нормах расхода материалов, используемых при выполнении технологических процессов и операций изготовления или ремонта изделия (составных частей изделия). Применяют для решения задач по нормированию расхода материалов
Документ предназначен для комплексного указания технологической и организационной информации, используемой перед разработкой комплекта(ов) документов на технологические процессы (операции). Применяют на одном из первых этапов технологической подготовки производства (ТПП)
Документ предназначен для указания применяемости полного состава деталей, сборочных единиц, средств технологического оснащения и др. Применяют для решения задач ТПП
Ведомость сборки изделия
Документ предназначен для указания состава деталей и сборочных единиц, необходимых для сборки изделия в порядке ступени входимости, их применяемости и количественного состава
Документ предназначен для операционного описания технологических операций одного вида формообразования, обработки, сборки и ремонта изделия в технологической последовательности с указанием переходов, технологических режимов и данных о средствах технологического оснащения и норм времени. Применяют совместно с МК или КТП
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу
Документ предназначен для указания состава деталей (сборочных единиц, изделий), изготовляемых или ремонтируемых по типовому (групповому) технологическому процессу (операции), и переменных данных о материале, средствах технологического оснащения, режимах обработки и трудозатратах (операции)
Ведомость деталей, изготовленных из отходов
Документ предназначен для указания данных о деталях, изготовленных из отходов при раскрое металла
Документ предназначен для указания изделий (составных частей изделий), подлежащих ремонту, с определением вида ремонта, дефектов и для указания дополнительной технологической информации. Применяют при ремонте изделий (составных частей изделий)
Документ предназначен для указания информации, необходимой при изготовлении стержней для отливок
Ведомость технологических документов
Документ предназначен для указания полного состава документов, необходимых для изготовления или ремонта изделий (составных частей изделий). Применяют при передаче комплекта документов с одного предприятия на другое
Ведомость держателей подлинников
Документ предназначен для указания полного состава документов, необходимых при передаче комплекта документов на микрофильмирование
Примечание — Допускается к коду вида документа через дробь добавлять признаки, раскрывающие специальное назначение документа, в виде букв русского алфавита, например для ведомости применяемости (ВП), предназначенной:
— для указания данных о технологической оснастке — ВП/О;
— для указания данных о применяемости стандартных деталей (сборочных единиц) — ВП/СД;
— для указания данных о применяемости оригинальных деталей (сборочных единиц) — ВП/ОД и т.д.
4.6 Состав применяемых кодов видов документов определяет разработчик документов в зависимости от стадий разработки технологической документации и типа производства.
Ключевые слова: технологическая документация, стадии разработки технологической документации, виды технологических документов
Источник