Практическое занятие № 53. Изучение технологии ремонта магнитной системы трансформатора




При полном ремонте магнитной системы трансформатора требуется провести следующие операции:
1. Установить магнитную систему в горизонтальное положение.
2. Разобрать и расшихтовать стержни и нижнее ярмо.
3. Отремонтировать и выбраковывать пластины.
4. Собрать и проверить магнитную систему.
Восстановление магнитной системы начинают с контроля чистоты вентиляционных каналов и отсутствия на его поверхности участков перегрева. Показателями местных перегревов служат цвета побежалости и присутствие продуктов разложения масла.
У масляных трансформаторов вентиляционные каналы промывают подогретым трансформаторным маслом, а у сухих продувают сжатым воздухом.
Далее необходимо произвести следующие операции:
1. Проверить качество прессовки активной стали ярм.
2. Испытать изоляцию пластин.
3. Произвести испытание изоляции стяжных шпилек.
4. Проконтролировать изоляцию ярмовых балок относительно активной стали.
5. Проверить состояние заземляющих перемычек между магнитной системой и ярмовой балкой.
6. Выполнить внешний осмотр для обнаружения наружных небольших дефектов.
Наиболее распространенным типом магнитопровода силовых трансформаторов является плоский (стержневой) (рис. 1, а). Поперечное сечение ярма 6 и 7 выполняется прямоугольной формы, а стержня — в виде многоступенчатой фигуры 3, близкой к кругу. Магнитопровод стягивают ярмовыми балками 5 н 8 с помощью сквозных шпилек 4 и стяжных вертикальных шпилек 2.

Рис. 1. Плоский (а) и пространственный (б) магнитопроводы трансформатора:
1 — оси стержней; 2 — стяжные вертикальные шпильки: 3 — многоступенчатая фигура стержня; 4 — сквозные шпильки; 5, 8 — ярмовые балки; 6, 7 — поперечные сечения ярма; 9 — опорная балка; 10 — бандаж; 11 — изоляционная трубка; 12 — изоляционная прокладка; 13 — тарельчатая пружина, 14 — изолирующая прокладка.
Трансформаторы мощностью 250 — 630 кВА выпускают с магнитопроводами бесшпилечной конструкции. Прессовку пластин стержней в этих трансформаторах производят посредством планок и клиньев, забиваемых между магнитопроводом и цилиндром.
В последнее время промышленность изготовляет бесшпилечныс трансформаторы мощностью 160 — 630 кВА с пространственным магнитопроводом (рис. 1, б). Магнитопровод такого трансформатора представляет собой жесткую конструкцию, вертикальные оси стержней 1 которой имеют пространственное расположение. Стальные листы стержня спрессованы бандажом 10 из изоляционного материала или стальной лентой с прокладкой изоляционного материала вместо шпилек. Верхнее и нижнее ярмо стягивают вертикальными стяжными шпильками 2 посредством гаек, под которые подкладывают тарельчатые пружины 13. Для изоляции шпилек от ярма используют изолирующие прокладки 14, а от стержней — изоляционные трубки 11. Вся конструкция магнитопровода крепится шпильками к опорным балкам 9.
Пространственный магнитопровод изготовляют стыковым вместо шихтованного, так как ярмо и стержни соединяют в магнитную цепь стыковкой. Для избежания замыкания между собой стали ярма и стержня между ними прокладывают изоляционную прокладку 12.
В ранее выпускаемых трансформаторах магнитопроводы стягивались горизонтальными шпильками, изолированными от стали магнитопровода и проходящими сквозь отверстия в пластинах.
Разборка магнитопровода заключается в следующем:
− отвертывают верхние гайки вертикальных шпилек и гайки горизонтальных шпилек,
− вынимают их из отверстий в ярме,
− снимают ярмовые балки и приступают к расшихтовке верхнего ярма магнитопровода, начиная с крайних пакетов по две-три пластины. Пластины складывают в той же последовательности, в какой извлекают из ярма, и связывают в пакеты.
В магнитопроводах, стянутых горизонтальными шпильками, часто повреждается изоляция шпилек, что приводит к замыканиям стальных пластин и вызывает сильный нагрев железа вихревыми токами. Во время ремонта магнитопровода такой конструкции изоляционную гильзу заменяют новой. При отсутствии запасных гильзу изготовляют из бакелитовой бумаги, наматывая ее на шпильку, пропитывают бакелитовым лаком и запекают. Изоляционные трубки для шпилек диаметром 12 — 25, 25 — 50 и 50 — 70 мм изготовляют с толщиной стенок 2 — 3, 3 — 4 и 5 — 6 мм соответственно. Нажимные изоляционные шайбы и прокладки для шпилек изготовляют из электротехнического картона толщиной 2 мм и более.

Восстановление нарушенной изоляции пластин магнитопровода начинают с кипячения листов в 10%-ном растворе едкого натра или в 20%-ном растворе тринатрийфосфата с последующей промывкой листов в горячей (50 — 60°С) проточной воде. После этого на подогретый до 120°С стальной лист тщательно наносят пульверизатором смесь из 90% лака № 202 горячей сушки и 10% чистого фильтрованного керосина. Можно использовать для изоляции пластин глифталевый лак № 1154 и растворители бензол и бензин. После нанесения слоя изоляции пластины сушат при 25º С в течение 7 ч. При больших объемах работ для лакировки пластин применяют специальные станки, а для запекания и сушки их — специальные печи.
При замене пришедших в негодность пластин используют изготовленные по образцам или шаблонам новые пластины стали. В этом случае раскрой листов выполняют так, чтобы шинная сторона пластин была вдоль направления проката стали. Отверстия для стяжных шпилек в пластинах делают штамповкой, а не сверлением. После изготовления пластины покрываю! изоляцией одним из вышеуказанных способов.
Шихтовку начинают с центрального пакета среднего стержня, закладывая пластины изолированной стороной внутрь ярма. Затем проводят шихтовку крайних пакетов, начиная с длинных пластин и не допуская перекрытия узких пластин стержней и зазоров в стыках. Отверстия в пластинах ярем должны точно совпадать с отверстиями в пластинах стержней. Пластины выравнивают ударами молотка по медной или алюминиевой шине. Хорошо сшихтованное ярмо не имеет зазоров между слоями пластин, пропусков, а также повреждений изоляции между пластинами в месте стыка.
После выравнивания верхнего ярма выполняют установку верхних ярмовых балок и прессовку с их помощью магнитопроиода и обмоток. Ярмовые балки в трансформаторах изолируют от пластин кольцеобразной шайбой из электрокартона толщииной 2-3 мм с прикрепленными по обеим сторонам подкладками.
С обеих сторон верхнего ярма устанавливают ярмовые балки в отверстия балок вводят четыре вертикальные стяжные шпильки с изолирующими трубками, на концы шпилек надевают картонные и стальные шайбы и затягивают гайками, Заземление вертикальных ярмовых балок проводят несколькими медными лужеными лентами.
На стяжных шпильках затягивают гайки, прессуя верхнее ярмо, и равномерно затягивают гайки вертикальных прессующих шпилек; прессуют обмотку, а затем окончательно опрессовывают верхнее ярмо. Измеряют сопротивление изоляции на шпильках мегаомметром, раскернивают гайки на шпильках, чтобы они не самоотвинчивались во время работы трансформатора.
Источник
Ремонт обмоток и магнитной системы трансформатора
Ремонт обмоток трансформатора. Если при сильном нажатии пальцем изоляция разрушается, должен быть решен вопрос о замене обмоток. В ряде случаев при аварийных повреждениях обмоток, связанных с выгоранием проводов и изоляции в зоне виткового замыкания, производят частичную перемотку обмоток [25]. При ремонте с обмоточного провода удаляется старая изоляция, после чего он отжигается, рихтуется и переизолируется.
Для удаления старой изоляции и отжига обмотку разматывают на отдельные бухты, которые нагревают в закрытой печи при температуре 500—600°С. При этом изоляция обгорает и снимаются внутренние упругие напряжения в меди — она становится «мягкой». Чтобы провод не спутался при обжиге, бухты бандажируют проволокой и устанавливают на специальные стойки.При ремонте применяют способ механического удаления старой изоляции путем протягивания провода через устройство, в котором изоляция разрезается в продольном направлении, очищается скребками и рихтуется. Провод рихтуют протягиванием через систему стальных роликов, перематывают на барабаны, которые во избежание значительных перегибов провода должны иметь диаметр не менее 400—500 мм.
Концы провода соединяют внахлест электропайкой серебряным припоем. Места паек опиливают, зачищают наждачной шкуркой, после чего провод изолируют на специальных бумагооплеточных станках.
Следует отметить, что все ремонтные работы, а производство обмоток в особенности, требуют строгого соблюдения технологической дисциплины.
Ремонт магнитной системы трансформатора. Только после демонтажа обмоток оказывается возможным провести окончательную дефектировку и определить объем ремонтных работ магнитной системы. После очистки стержней и нижнего ярма от загрязнений, шлама и копоти проверяют качество и механическую прочность изоляции пластин магнитной системы, изоляцию ярмовыми балками и пластинами.
Пластины с лаковым покрытием не должны спекаться, а пленка не должна отделяться от них при воздействии неострым предметом. Магнитную систему считают годной для дальнейшей сборки и работы, если на стяжных шпильках и пластинах стали нет признаков повреждений, а состояние их изоляции хорошее. При обнаружении мелких дефектов производят частичный ремонт, не прибегая к полной разборке магнитопровода.
Полный ремонт магнитной системы представляет собой трудоемкую работу. Как правило, магнитная система с лаковой изоляцией пластин надежно работает в течение длительного времени. Причиной ремонта может быть, например, аварийный процесс, возникший в результате нарушения изоляции пластин и образования контура (короткозамкнутого витка) в магнитной системе и стальных деталях остова (рис.3.23, где1 – шпилька; 2 – ярмовая балка: 3 – подъемная шпилька; 4 – крышка; 5 — ярмо,). По контуру, сцепленному с основным магнитным потоком, протекает значительный ток, приводящий к выгоранию изоляции и стали.
Возможны случаи повреждения стали электрической дугой, возникшей при коротком замыкании в обмотках. В большинстве случаев при ремонте магнитной системы ограничиваются переизолировкой только пластин верхнего ярма. Каждая перешихтовка верхнего ярма приводит к увеличению потерь холостого хода на 5—8% (полная переборка магнитной системы —до 25%). Поэтому стремятся по возможности устранить повреждения магнитной системы без ее разборки.
Полный ремонт магнитной системы включает следующие операции: установку магнитной системы в горизонтальное положение, разборку и расшихтовку стержней и нижнего ярма;отбраковку и ремонт пластин; изготовление новых пластин, сборку и испытание магнитной системы.Разборка магнитных систем производится в горизонтальном положении (для трансформаторов III—IV габаритов на специальном металлическом кантователе).Удаление старой изоляции пластин производят механическим (на зачистных станках с движущимися стальными щетками или вручную кордовыми лентами или щетками) или химическим (в ванне с 10-15% раствором едкого натра, нагретого до 80—90°С, с последующей промывкой в горячей воде и сушкой горячим воздухом) способом.Для снятия с пластин бумажной изоляции ее отпаривают в горячей воде с последующей сушкой или обжигают. Пластины вновь изолируют на лакировальной установке (рис. 3.24, где1 — пластина; 2 — резиновые вращающиеся валики; 3 — трубка с отверстиями;4 — расходный бачок с лаком; 5 — трубка ).
После лакирования и запекания пластины должны иметь равномерный темно-коричневый цвет, а их поверхность должна быть ровной и гладкой без подтеков. В процессе лакирования периодически проверяют толщину пленки, электрическое сопротивление изоляции пластин и состав лака.
При ремонте трансформаторов с разборкой остова стяжку стержней стальными бандажами и сквозными шпильками заменяют на стяжку стеклобандажами, установка 8 которых осуществляется специальным механизмом (рис. 3.23, где: 1 — бобина с рулоном стоклоленты; 2 — плита для крепления к прессующей балке; 3 — направляющие ролики; 4 — фрикционная муфта; 5 — стальная коробчатая обойма; 6 — зубчатое колесо вала двигателя; 7 — планшайба с зубчатым венцом; 8 — палец; 9 — стержень; 10 — разводной сегмент).
Сборка активной части является наиболее ответственным этапом ремонта. Установленные на магнитной системе обмотки соединяют в соответствии с заданной схемой соединения; отводы от обмоток подключают к переключателям и соответствующим вводам.
После сборки схемы активная часть подвергается электрическим испытаниям (проверка правильности выполнения схемы соединения и качества паек). После сборки и испытаний производится сушка активной части трансформатора.
Ремонт бака трансформатора. Параллельно с ремонтом активной части выполняют ремонт бака, вводов, переключающего устройства и комплектование крышки. Трещины и дефектные места бака восстанавливают электросваркой, соблюдая при этом правила противопожарной безопасности.
Для уплотнения крышки на борт бака укладывают уплотняющую прокладку из резины. Чтобы она не выдавливалась внутрь бака, применяют различные способы ее установки: приваривают вдоль всего периметра рамы стальной пруток (рис. 3.23, б ,где, 1 — стальной пруток; 2 — крышка бака; 3 — прокладка; 4 — болт; 5 — рама бака; 6 — стенка бака6 — ванночка; 7 — бачок; 8 — насос;9 — транспортер; 10 — конвейерная печь; 11 — рабочая часть транспортера; 12 — электрическая печь; 13 — труба;14 — транспортер; 15 — труба; 16 — приемный стол.а), раму приваривают к выступающей части бака (рис. 12.6, б) или используют сплошную прокладку (рис. 3.24, в).
Одновременно с ремонтом бака и его арматуры ремонтируют элементы системы охлаждения, предохранительную трубку, расширитель, осушители воздуха, термосифонный фильтр и краны. Эти устройства чистят, промывают, окрашивают, проверяют отсутствие течи, заменяют уплотняющие прокладки и сальниковую набивку в кранах и уплотняющих пробках.
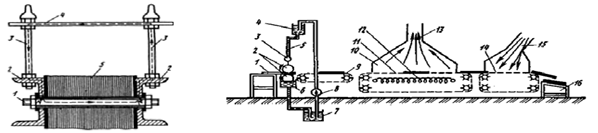
Рис. 3.23. Эскиз магнитной системы трансформатора при нарушении изоляции стяжной шпильки ярма.(а) Рис. 3.24. Схема лакировальной машины.(б)
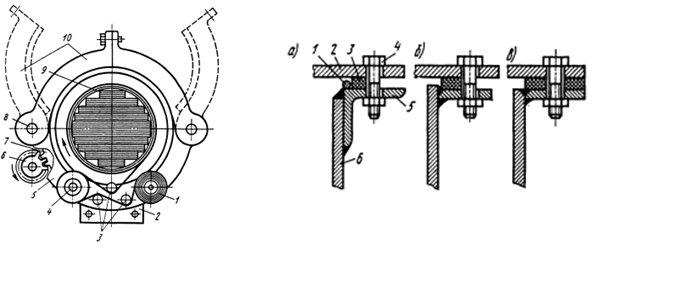
Рис. 3.24. Механизм для намотки стекло- бандажей.(а)Схема установки прокладки.(б)
Источник
Ремонт обмоток и магнитной системы трансформатора
Ремонт обмоток трансформатора. Если при сильном нажатии пальцем изоляция разрушается, должен быть решен вопрос о замене обмоток. В ряде случаев при аварийных повреждениях обмоток, связанных с выгоранием проводов и изоляции в зоне виткового замыкания, производят частичную перемотку обмоток [25]. При ремонте с обмоточного провода удаляется старая изоляция, после чего он отжигается, рихтуется и переизолируется.
Для удаления старой изоляции и отжига обмотку разматывают на отдельные бухты, которые нагревают в закрытой печи при температуре 500—600°С. При этом изоляция обгорает и снимаются внутренние упругие напряжения в меди — она становится «мягкой». Чтобы провод не спутался при обжиге, бухты бандажируют проволокой и устанавливают на специальные стойки.При ремонте применяют способ механического удаления старой изоляции путем протягивания провода через устройство, в котором изоляция разрезается в продольном направлении, очищается скребками и рихтуется. Провод рихтуют протягиванием через систему стальных роликов, перематывают на барабаны, которые во избежание значительных перегибов провода должны иметь диаметр не менее 400—500 мм.
Концы провода соединяют внахлест электропайкой серебряным припоем. Места паек опиливают, зачищают наждачной шкуркой, после чего провод изолируют на специальных бумагооплеточных станках.
Следует отметить, что все ремонтные работы, а производство обмоток в особенности, требуют строгого соблюдения технологической дисциплины.
Ремонт магнитной системы трансформатора. Только после демонтажа обмоток оказывается возможным провести окончательную дефектировку и определить объем ремонтных работ магнитной системы. После очистки стержней и нижнего ярма от загрязнений, шлама и копоти проверяют качество и механическую прочность изоляции пластин магнитной системы, изоляцию ярмовыми балками и пластинами.
Пластины с лаковым покрытием не должны спекаться, а пленка не должна отделяться от них при воздействии неострым предметом. Магнитную систему считают годной для дальнейшей сборки и работы, если на стяжных шпильках и пластинах стали нет признаков повреждений, а состояние их изоляции хорошее. При обнаружении мелких дефектов производят частичный ремонт, не прибегая к полной разборке магнитопровода.
Полный ремонт магнитной системы представляет собой трудоемкую работу. Как правило, магнитная система с лаковой изоляцией пластин надежно работает в течение длительного времени. Причиной ремонта может быть, например, аварийный процесс, возникший в результате нарушения изоляции пластин и образования контура (короткозамкнутого витка) в магнитной системе и стальных деталях остова (рис.3.23, где1 – шпилька; 2 – ярмовая балка: 3 – подъемная шпилька; 4 – крышка; 5 — ярмо,). По контуру, сцепленному с основным магнитным потоком, протекает значительный ток, приводящий к выгоранию изоляции и стали.
Возможны случаи повреждения стали электрической дугой, возникшей при коротком замыкании в обмотках. В большинстве случаев при ремонте магнитной системы ограничиваются переизолировкой только пластин верхнего ярма. Каждая перешихтовка верхнего ярма приводит к увеличению потерь холостого хода на 5—8% (полная переборка магнитной системы —до 25%). Поэтому стремятся по возможности устранить повреждения магнитной системы без ее разборки.
Полный ремонт магнитной системы включает следующие операции: установку магнитной системы в горизонтальное положение, разборку и расшихтовку стержней и нижнего ярма;отбраковку и ремонт пластин; изготовление новых пластин, сборку и испытание магнитной системы.Разборка магнитных систем производится в горизонтальном положении (для трансформаторов III—IV габаритов на специальном металлическом кантователе).Удаление старой изоляции пластин производят механическим (на зачистных станках с движущимися стальными щетками или вручную кордовыми лентами или щетками) или химическим (в ванне с 10-15% раствором едкого натра, нагретого до 80—90°С, с последующей промывкой в горячей воде и сушкой горячим воздухом) способом.Для снятия с пластин бумажной изоляции ее отпаривают в горячей воде с последующей сушкой или обжигают. Пластины вновь изолируют на лакировальной установке (рис. 3.24, где1 — пластина; 2 — резиновые вращающиеся валики; 3 — трубка с отверстиями;4 — расходный бачок с лаком; 5 — трубка ).
После лакирования и запекания пластины должны иметь равномерный темно-коричневый цвет, а их поверхность должна быть ровной и гладкой без подтеков. В процессе лакирования периодически проверяют толщину пленки, электрическое сопротивление изоляции пластин и состав лака.
При ремонте трансформаторов с разборкой остова стяжку стержней стальными бандажами и сквозными шпильками заменяют на стяжку стеклобандажами, установка 8 которых осуществляется специальным механизмом (рис. 3.23, где: 1 — бобина с рулоном стоклоленты; 2 — плита для крепления к прессующей балке; 3 — направляющие ролики; 4 — фрикционная муфта; 5 — стальная коробчатая обойма; 6 — зубчатое колесо вала двигателя; 7 — планшайба с зубчатым венцом; 8 — палец; 9 — стержень; 10 — разводной сегмент).
Сборка активной части является наиболее ответственным этапом ремонта. Установленные на магнитной системе обмотки соединяют в соответствии с заданной схемой соединения; отводы от обмоток подключают к переключателям и соответствующим вводам.
После сборки схемы активная часть подвергается электрическим испытаниям (проверка правильности выполнения схемы соединения и качества паек). После сборки и испытаний производится сушка активной части трансформатора.
Ремонт бака трансформатора. Параллельно с ремонтом активной части выполняют ремонт бака, вводов, переключающего устройства и комплектование крышки. Трещины и дефектные места бака восстанавливают электросваркой, соблюдая при этом правила противопожарной безопасности.
Для уплотнения крышки на борт бака укладывают уплотняющую прокладку из резины. Чтобы она не выдавливалась внутрь бака, применяют различные способы ее установки: приваривают вдоль всего периметра рамы стальной пруток (рис. 3.23, б ,где, 1 — стальной пруток; 2 — крышка бака; 3 — прокладка; 4 — болт; 5 — рама бака; 6 — стенка бака6 — ванночка; 7 — бачок; 8 — насос;9 — транспортер; 10 — конвейерная печь; 11 — рабочая часть транспортера; 12 — электрическая печь; 13 — труба;14 — транспортер; 15 — труба; 16 — приемный стол.а), раму приваривают к выступающей части бака (рис. 12.6, б) или используют сплошную прокладку (рис. 3.24, в).
Одновременно с ремонтом бака и его арматуры ремонтируют элементы системы охлаждения, предохранительную трубку, расширитель, осушители воздуха, термосифонный фильтр и краны. Эти устройства чистят, промывают, окрашивают, проверяют отсутствие течи, заменяют уплотняющие прокладки и сальниковую набивку в кранах и уплотняющих пробках.
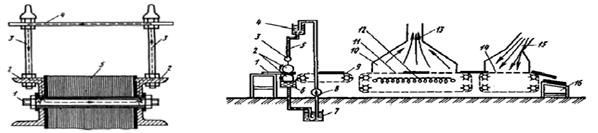
Рис. 3.23. Эскиз магнитной системы трансформатора при нарушении изоляции стяжной шпильки ярма.(а) Рис. 3.24. Схема лакировальной машины.(б)
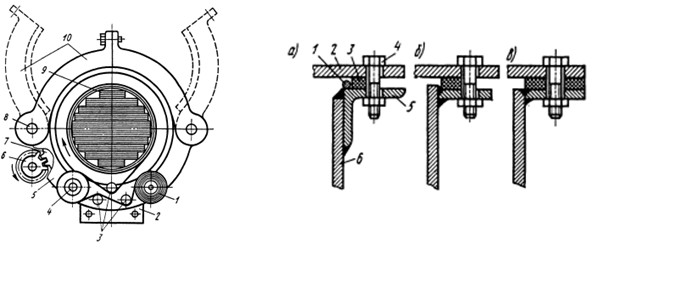
Рис. 3.24. Механизм для намотки стекло- бандажей.(а)Схема установки прокладки.(б)
Источник