- Ремонт металлоконструкций подъемно-транспортного оборудования с применением сварки
- Номер журнала:
- Рубрика:
- Сварочные работы в квартире: безопасность, ответственность
- Вступление
- Про сварочные работы в квартире
- Опасности при проведении сварочных работ в квартире
- Ответственность
- Меры безопасности
- Вывод
- Метод ремонта стыковых сварных соединений с применением технологии сварки (заварки)
Ремонт металлоконструкций подъемно-транспортного оборудования с применением сварки

Степанов Анатолий Михайлович
главный сварщик ИКЦ «Альтон»
Номер журнала:
Рубрика:
Территориальный уполномоченный орган Единой системы оценки соответстия на объектах, подконтрольных Ростехнадзору
ИКЦ «Альтон»
В процессе эксплуатации подъемно-транспортного оборудования (ПТО), особенно после отработки им нормативного срока службы, нередко возникает необходимость выполнения ремонта металлоконструкций ПТО с применением сварки. В значительной мере это относится к грузоподъемным кранам.
К проведению сварочных работ на опасных производственных объектах (ОПО) предъявляются особые требования, все аспекты этой деятельности жестко регламентированы соответствующими нормативными документами. К выполнению сварочных работ допускаются только специалисты, аттестованные в соответствии с ПБ 03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства» и РД 03-495-02 «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства». Порядок применения сварочных материалов, технологий и сварочного оборудования при выполнении ремонтных работ установлен требованиями РД 03-613-03, РД 03-614-03, РД 03-615-03. Контроль качества сварных соединений, выполненных при ремонте технических устройств на ОПО, должен осуществляться только лабораториями неразрушающего контроля, аттестованными в соответствии с требованиями ПБ 03-372-00 «Правила аттестации и основные требования к лабораториям неразрушающего контроля».
В соответствии с вышеперечисленным каждая организация, которая в состоянии квалифицированно провести ремонтные работы с применением сварки, качественно оформить ремонтную документацию, должна располагать аттестованным персоналом (сварщиками и специалистами сварочного производства для обеспечения разработки и надзора за соблюдением технологических процессов сварки), сварочными технологиями, аттестованными по соответствующим направлениям деятельности, должна применять сертифицированное сварочное оборудование и материалы, располагать аттестованной лабораторией неразрушающего контроля. Эти требования известны практически всем владельцам опасных производственных объектов, поэтому порой их желание «сэкономить» на ремонте оборудования, выполнить ремонт силами непонятно кого из непонятно чего, приводит к противоположным результам. После таких «ремонтных» работ часто технические устройства не только не приводятся в исправное состояние, а напротив, еще больше ослабляются, когда, например, сварной шов буквально перерезает несущую металлоконструкцию стрелы крана. К тому же, эти работы никак документально не оформляются и поэтому закономерно, что при первой же проверке со стороны Ростехнадзора или экспертном обследовании «отремонтированное» место приходится ремонтировать заново.
 Участок по ремонту подъемно-транспортного оборудования Инженерно-консультационного центра «Альтон» на протяжении более десяти лет выполняет ремонтные работы с применением сварки на различных типах грузоподъемных машин. Работы выполняются специалистами сварочного производства 1, 2, 3 и 4 уровня, имеется более 20 аттестованных технологий сварки, приобретены самые современные сварочные аппараты, оценка качества работы проводится лабораторией неразрушающего контроля и диагностики, аттестованной по 8 методам контроля. Накоплен большой опыт в этой области деятельности, и на некоторые вопросы организации ремонта ПТО хотелось бы обратить внимание коллег и владельцев подъемных сооружений.
Участок по ремонту подъемно-транспортного оборудования Инженерно-консультационного центра «Альтон» на протяжении более десяти лет выполняет ремонтные работы с применением сварки на различных типах грузоподъемных машин. Работы выполняются специалистами сварочного производства 1, 2, 3 и 4 уровня, имеется более 20 аттестованных технологий сварки, приобретены самые современные сварочные аппараты, оценка качества работы проводится лабораторией неразрушающего контроля и диагностики, аттестованной по 8 методам контроля. Накоплен большой опыт в этой области деятельности, и на некоторые вопросы организации ремонта ПТО хотелось бы обратить внимание коллег и владельцев подъемных сооружений.
Как правило, необходимость ремонта подъемно-транспортного оборудования (ПТО) с помощью сварки возникает после проведения экспертизы промышленной безопасности технического устройства и составления специалистами экспертной организации ведомости дефектов. В ведомости дефектов производится описание и указывается местонахождение дефекта, а непосредственно на металлоконструкции дефект указывается мелом или маркером. Случается, что из-за определенных обстоятельств (загрязненность металлоконструкции маслом, смазкой и т.п.) дефектное место не отмечено, а в ведомости дефектов словесное описание его расположения выполнено некорректно, поэтому находить дефектное место приходится самой ремонтной группе. Представляется целесообразным, чтобы специалисты, занимающиеся ремонтом, владели определенными навыками и знаниями в области экспертного обследования.
Иногда дефект металлоконструкции располагается в труднодоступном месте, и для его устранения требуется демонтаж какого-то другого оборудования или элементов ПТО, которые затрудняют доступ к дефектному месту. Это обстоятельство, естественно, не отражено в ведомости дефектов и может быть обнаружено только при выезде специалиста по ремонту на место планируемых работ. Поэтому иногда лучше перестраховаться, проведя предварительный осмотр предполагаемого ремонта, чтобы правильно и в полной мере определить весь предстоящий объем работ, а также в ряде случаев преду-смотреть оснащение ремонтной группы необходимым специальным инструментом.
При выполнении ремонта ПТО иностранного производства возникают значительные трудности при подборе как сварочных электродов, так и металла для накладных элементов, различных вставок, заплат и т.п. В некоторых случаях в паспорте на грузоподъемную машину не указывается отечественный аналог стали, из которой изготовлены металлоконструкции, хотя такое требование есть в нормативной документации, а указанная в паспорте иностранная марка стали отсутствует в существующих марочниках. Тогда необходимо провести химический анализ стали металлоконструкции, после чего идентифицировать ее применительно к отечественным маркам.
 Необходимость ремонта автомобильных кранов таких марок, как «DEMAG», «LIEBHERR», поднимает ряд существенных проблем, одна из которых – это сложность приобретения сварочных электродов. Материал стрел этих кранов представляет собой высокопрочную сталь с ?в?790?940МПа, а в торговую сеть электроды с такими показателями не поставляются. Приходится оформлять заказ весом не менее 100 кг, что с учетом зарубежного происхождения указанных электродов из легированной стали намного увеличивает стоимость ремонта. Отечественные электроды для сварки высокопрочных сталей не всегда подходят по свойствам, также довольно малодоступны и дороги, а приобретение для ремонта основного материала с такими характеристиками – это очень сложная задача.
Необходимость ремонта автомобильных кранов таких марок, как «DEMAG», «LIEBHERR», поднимает ряд существенных проблем, одна из которых – это сложность приобретения сварочных электродов. Материал стрел этих кранов представляет собой высокопрочную сталь с ?в?790?940МПа, а в торговую сеть электроды с такими показателями не поставляются. Приходится оформлять заказ весом не менее 100 кг, что с учетом зарубежного происхождения указанных электродов из легированной стали намного увеличивает стоимость ремонта. Отечественные электроды для сварки высокопрочных сталей не всегда подходят по свойствам, также довольно малодоступны и дороги, а приобретение для ремонта основного материала с такими характеристиками – это очень сложная задача.
При проведении ремонтных работ на месте установки технического устройства у ремонтной организации нередко возникают сущест-венные трудности, связанные с неудовлетворительной подготовкой объекта к ремонту. Владельцем оборудования часто не выполняется необходимый объем работ по очистке и демонтажу оборудования, не обеспечиваются технологические условия для проведения сварочных работ и элементарные бытовые условия для работы ремонтной бригады.
К настоящему времени значительно расширились технические возможности участка по ремонту подъемных сооружений ИКЦ «Альтон». На специально оборудованной производственной базе имеется все необходимое оборудование для производства монтажных и демонтажных работ, выполняются станочные работы, обеспечивается защита рабочего места сварщика от влияния погодных условий и низких температур, что особо актуально для ремонта самоходных кранов в осенне-зимний период.
ИКЦ «Альтон» приглашает владельцев грузоподъемных кранов, подъемников, вышек, лифтов, эскалаторов, канатных дорог к взаимовыгодному сотрудничеству и напоминает, что проведение своевременного и качественного ремонта металлоконструкций технических устройств с применением сварки является одним из наиболее существенных факторов, обеспечивающих безопасную эксплуатацию подъемно-транспортного оборудования.
г. Ижевск, ул. Красная, 133, тел.: (3412) 78-47-05, 51-08-55
Источник
Сварочные работы в квартире: безопасность, ответственность
Вступление
Бывают случаи ремонта, когда выполнение сантехнических работ не возможно без сварки. Особые сложности сварочных работ возникают в жилых квартирах, где есть соседи, мебель, жильцы. В них сварочные работы в квартире нужно проводить с особой осторожностью.
Про сварочные работы в квартире
В жилом секторе, обычно используется два типа сварки: электрическая и газовая. Электрическая дуговая сварка используется для резки и сваривания металлов нагретой электрической дугой. Газовая сварка, также используется для резки и сварки металлов нагревом горящей смеси из баллонов кислорода и ацетилена.
Стоит отметить, что оба перечисленных вида сварки пожароопасные. Газовая сварки еще и взрывоопасна. Поэтому, соблюдение мер взрыво- и пожарной безопасности очень важны, особенно в жилых домах.
Опасности при проведении сварочных работ в квартире
Любой вид сварных работ связан с высокими температурами. Электрод электросварки и горелка газовой сварки имеют температуру несколько тысяч градусов по Цельсию. Кроме этого почти до таких же температур нагреваются свариваемые или срезаемые металлы труб и металлических конструкций квартиры.
Как следствие любой контакт воспламеняющихся предметов, вещей, веществ со сваркой может привести к пожару.
Кроме этого разогретый металл, имеет свойства растекаться при сварке и даже капать на пол и попадать на стены. Как следствие, при сварочных работах в жилом помещении возможны прогорания отделочных материалов пола и стен, а также прожиги мебели.
Особую опасность несут в себе баллоны для газовой сварки. Их неправильное хранение приводит НЕ к пожару, а к взрыву.
Еще об одной опасности нельзя забывать, проводя сварочные работы в квартире – это соседи. Как я уже упомянул, капли расплавленного металла от сварки могут попасть в квартиры соседей. Например, при проведении сварочных работ на балконе. Или проводя работы в ванной по замене стояков водопровода или установки сварного байпаса.
Проводя сварочные работы в квартире всегда нужно помнить о потенциальной опасности возгорания. Желательно предупредить о сварочных работ соседей и после окончания сварочных работ еще несколько часов следить за местом их проведения, чтобы исключить тлеющее возгорание.
Ответственность
Вопрос безопасности сварочных работ непосредственно связан с ответственностью за последствия их проведение. Например, сантехники при смене радиатора отопления с использованием сварки рабочие прожгли вам паркет или мебель. Или при замене стояка водопровода, загорелся туалет у соседей снизу.
У законов много нюансов, но в подобных случаях работает следующее правило:
Ущерб от проведения сварочных работ в квартире, если такой получился, должен возмещать виновник. Виновником считается лицо, организовавшее или производившее сварочные работы и нарушившее правило пожарной безопасности.
То есть, если вы пригласили для сварочных работ организацию, первым виновным будет эта организация. Если вы сами организовывали работы и пригласили прсотого сантехника «по газете», ответственность, скорее всего, будете нести вы.
Меры безопасности
Чтобы не нести ответственность никому, соблюдайте элементарные меры безопасности и не надейтесь, что их соблюдет сантехник.
- От места проведения сварочных работ уберите всю мебель на расстояние более 1 метра;
- Со стен уберите обои и другие отделочные материалы. Если такой возможности нет, отделите место сварки от стен негорючими материалами;
- То же проделайте с полом;
- Исключите попадание расплавленного металла от сварки к соседям;
- Желательно не хранить у себя в квартире баллоны для газовой сварки. Работы сделали – баллоны увезли.
Вывод
Нет никаких причин, бояться сварочные работы в квартире. Есть серьёзные причины относиться к проведению этих работ легкомысленно и надеяться, что рабочие сделают всё аккуратно и правильно. Контролируйте подготовку к сварочным работам и их проведение самостоятельно, и всё будет хорошо.
Источник
Метод ремонта стыковых сварных соединений с применением технологии сварки (заварки)
9.2.1 Общие требования
9.2.1.1 Сварные соединения (кольцевые стыковые, продольные заводские) с поверхностными и внутренними дефектами (поры, шлаковые включения, непровары, несплавления, трещины, утяжины, превышение проплава, подрезы, коррозионные дефекты) следует ремонтировать сваркой (заваркой) при условии, что суммарная протяженность единичных и групповых дефектов не превышает для продольных сварных швов 500 мм на любых двух метрах сварного шва, при этом ремонтные швы должны находиться на расстоянии не менее 500 мм друг от друга, а единичные или групповые дефекты сварных швов вписываются в параметры прямолинейной механической выборки.
9.2.1.2 Ремонт стыковых сварных соединений выполняется в 2 этапа: выборка и сварка (заварка) с применением следующих технологий и их комбинаций:
— ручная дуговая сварка (заварка) электродами с основным видом покрытия (РД);
— механизированная сварка (заварка) проволокой сплошного сечения в уклекислом газе (МП);
— механизированная сварка (заварка) порошковой проволокой в среде инертных газов и смесях (МПИ);
— автоматическая сварка (заварка) порошковой проволокой в среде инертных газов и смесях (АПИ).
9.2.1.3 Для уточнения местоположения линии сплавления, выявления возможных расслоений металла трубы, наружных и внутренних дефектов должны быть произведены: ВИК; РК полного периметра кольцевого сварного соединения, а также УЗК участков трубы по наружному контуру примыкания к границам предполагаемой выборки (вырезки) на ширину не менее 100 мм; ультразвуковая толщинометрия для уточнения толщин стенок в месте предполагаемой выборки. При необходимости применяют дополнительные физические методы неразрушающего контроля (магнитный, капиллярный).
9.2.1.4 С целью определения оси сварного шва после выборки облицовочного сварного шва по результатам визуального, измерительного, радиографического и/или ультразвукового контроля следует произвести (с участием специалистов неразрушающего контроля) разметку оси дефектного сварного шва и нанести базовые линии на трубе на одинаковом расстоянии с обеих сторон от осевой линии сварного шва.
9.2.1.5 Указанное расстояние определяют, исходя из технических характеристик оборудования для механической резки (безогневой выборки) сварных швов, и указывают в операционной технологической карте ремонта сваркой (заваркой).
9.2.1.6 До начала выборки (этапа выборки) дефектного участка независимо от температуры окружающего воздуха проводят просушку газопламенными нагревательными устройствами до температуры в интервале от 50 °С до 70 °С на расстоянии не менее 100 мм в обе стороны от границ предполагаемой выборки.
9.2.1.7 При необходимости перед выполнением выборки допускается удаление усиления облицовочного слоя сварного шва механическим способом шлифмашинкой с абразивными кругами. После удаления усиления необходимо провести повторную разметку оси сварного шва и нанесение базовых линий.
9.2.1.8 Форма и параметры сквозной выборки сварного шва должны иметь:
— в продольном сечении — чашеобразную форму с плавным выходом на несквозную выборку по полному периметру сварного шва с перекрытием границ соседних сквозных выборок не менее чем на 30 мм;
— ширина выборки по наружной поверхности труб должна быть не более двух толщин стенки трубы (2S) и обеспечивать перекрытие зоны сплавления в каждую сторону от ремонтируемого шва в сторону основного металла не менее чем на 1,0 мм;
— для сварных соединений, выполненных в V-образную комбинированную разделку кромок: в поперечном сечении комбинированную форму согласно рисунку 9.4, схема а) с притуплением от 2,0 до 2,5 мм, с зазором от 4,0 до 6,0 мм или U-образную симметричную форму согласно рисунку 9.4, схема б) с притуплением от 2,5 до 3,5 мм, с зазором от 4,0 до 6,0 мм;
— для сварных соединений, выполненных в зауженную разделку кромок: в поперечном сечении зауженную U-образную форму согласно рисунку 9.4, схема в) с притуплением от 1,0 до 2,6 мм, с зазором от 4,0 до 5,5 мм.
Примечание — В случае технической необходимости дополнительной выборки сварного шва в сторону основного металла допускается формирование полки шириной не более 10 мм в зоне притупления согласно рисунку 9.4, схема г).

9.2.1.9 После выполнения выборки (этапа выборки) и механической обработки кромок должен быть проведен ВИК и ПВК (цветная дефектоскопия) подготовленных к сварке (заварке) кромок в соответствии с требованиями раздела 11.
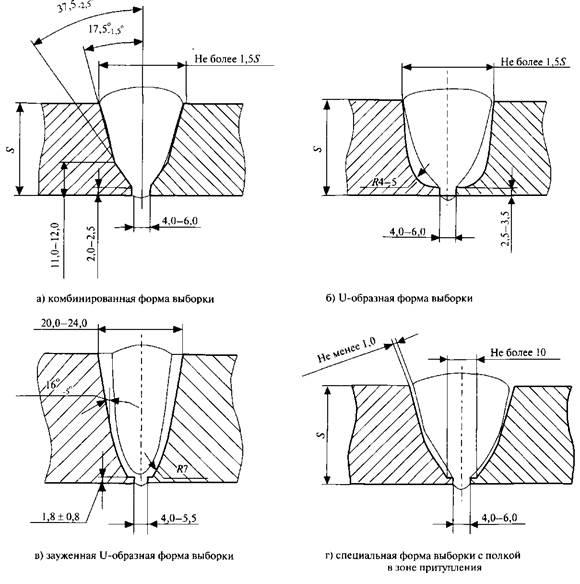
Рисунок 9.4 — Форма и параметры сквозной выборки
дефектного участка кольцевого сварного шва
9.2.1.10 Сварку (заварку) каждого слоя шва следует производить узкими валиками. Швы должны наплавляться с перекрытием от 2,0 до 3,0 мм. Облицовочные слои должны быть мелкочешуйчатыми.
В случае повышенного зазора сварку (заварку) участков корневого слоя шва допускается производить с предварительной наплавкой свариваемых кромок.
9.2.1.11 На выполненные работы составляют технический акт установленной формы в соответствии с СТО Газпром 2-2.3-137 (приложение Ж).
9.2.1.12 Контроль качества участков газопроводов, отремонтированных сваркой (заваркой), должен осуществляться ВИК и физическими методами контроля. Методы, объемы неразрушающего контроля и нормы оценки качества сварных соединений, отремонтированных сваркой (заваркой), приведены в разделе 11.
9.2.2 Особенности выборки кольцевых стыковых сварных соединений с применением шлифмашинок
9.2.2.1 Кольцевые стыковые сварные соединения труб, СДТ с поверхностными и внутренними дефектами суммарной протяженностью менее 1/8 части периметра допускается ремонтировать методом сварки (заварки) с применением шлифмашинок.
9.2.2.2 Для выполнения ремонта сварного соединения выполняют выборку участков сварного шва шлифмашинками и их последующую сварку (заварку).
9.2.2.3 Выборку сварного шва выполняют шлифмашинками с набором абразивных кругов и дисковых проволочных щеток, обеспечивающих формирование U-образной формы разделки кромок согласно рисунку 9.4 б) с плавными выходами на наружную поверхность по длине выборки.
9.2.2.4 Допускается выполнение несквозных выборок на участках сварных швов с формированием формы разделки кромок согласно рисунку 9.5 с плавными выходами на наружную поверхность по длине выборки.
9.2.2.5 Длина выборки при ремонте сварного соединения с дефектами суммарной протяженностью менее 1/8 части периметра не превышает на трубах диаметром 1420 мм — 350 мм, диаметром 1220 мм — 250 мм, диаметром 1020 мм — 150 мм без учета расстояний плавного выхода на наружную поверхность.
9.2.2.6 Минимальная длина выборки составляет 100 мм по границам выборки (дну выборки) без учета расстояний плавного выхода на наружную поверхность и превышает фактическую длину дефектного участка не менее чем на 30 мм в каждую сторону.

Рисунок 9.5 — Форма и параметры сквозной выборки
дефектного участка кольцевого сварного шва
9.2.3 Особенности выборки кольцевых стыковых сварных соединений с применением трубоотрезных машин типа самоходная фреза
9.2.3.1 Кольцевые стыковые сварные соединения труб, СДТ с поверхностными и внутренними дефектами допускается ремонтировать методом сварки (заварки) с применением трубоотрезных машин типа «самоходная фреза».
9.2.3.2 Трубоотрезные машины для выборки сварного шва, рекомендованные к применению, приведены в таблице Е.10 (приложение Е).
9.2.3.3 Для выполнения ремонта сварного соединения с дефектами суммарной протяженностью менее 1/8 части периметра выполняют выборку участков сварного шва и их последующую сварку (заварку). Схема выборки приведена на рисунке 9.6.
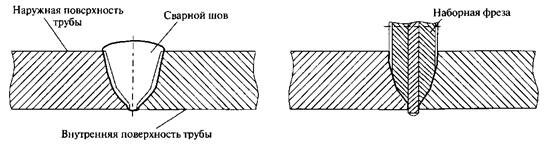
Рисунок 9.6 — Поэтапная сквозная выборка сварного шва трубоотрезной машиной типа
«самоходная фреза» наборной фрезой
9.2.3.4 Длина выборки при ремонте сварного соединения с дефектами суммарной протяженностью менее 1/8 части периметра не превышает 350 мм на трубах диаметром 1420 мм, 250 мм — на трубах диаметром 1220 мм, 150 мм — на трубах диаметром 1020 мм. Минимальная длина выборки составляет 100 мм по границам выборки (дну выборки) без учета расстояний плавного выхода на наружную поверхность и превышает фактическую длину дефектного участка не менее чем на 30 мм в каждую сторону.
9.2.3.5 Для выполнения ремонта сварного соединения с дефектами суммарной протяженностью более 1/8 части периметра сварного соединения выполняют поэтапную сквозную выборку полного периметра сварного шва участками протяженностью до 1/4 периметра и их последующую заварку. Рекомендуемая последовательность поэтапной сквозной выборки приведена на рисунках 9.6 и 9.7.
9.2.3.6 Поэтапную сварку (заварку) сквозной выборки сварного шва следует выполнять с учетом требований и рекомендаций руководства по эксплуатации трубоотрезной машины типа «самоходная фреза», а также настоящих рекомендаций.
9.2.3.7 Выборку сварного шва выполняют с применением направляющего пояса (поясов, шаблонов) для обеспечения совпадения точек начала и конца выборки полного периметра сварного соединения, наборными (комбинированными) профильными V-образными, U-образными фрезами согласно рисунку 9.4 с плавными выходами на наружную поверхность. Допускается при необходимости доработка кромок механическим способом.
9.2.4 Особенности выборки кольцевых стыковых сварных соединений с применением навесных (разъемных) токарных трубообрабатывающих станков орбитального (охватывающего) типа.
9.2.4.1 Кольцевые стыковые сварные соединения труб, СДТ с поверхностными и внутренними дефектами, в т.ч. суммарной протяженностью более 1/8 части периметра, допускается ремонтировать методом сварки (заварки) с применением навесных (разъемных) токарных трубообрабатывающих станков орбитального (охватывающего) типа (далее — токарные трубообрабатывающие станки).
9.2.4.2 Токарные трубообрабатывающие станки, рекомендованные к применению, приведены в таблице Е.9 (приложение Е).
9.2.4.3 Для выполнения ремонта сварного соединения с дефектами выполняют выборку всего периметра сварного шва токарными трубообрабатывающими станками до остаточной толщины стенки не менее 6,0 мм (рисунок 9.8), поэтапную сквозную выборку оставшейся части сварного соединения выполняют механическим способом шлифмашинками с набором отрезных абразивных кругов участками протяженностью до 1/4 периметра с последующей поэтапной заваркой (рисунок 9.7).
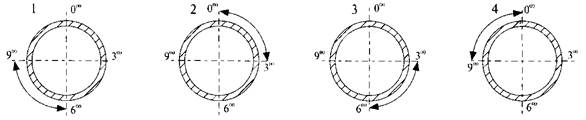
Рисунок 9.7 — Рекомендуемая последовательность поэтапной сквозной выборки
сварного соединения и последующей поэтапной заварки
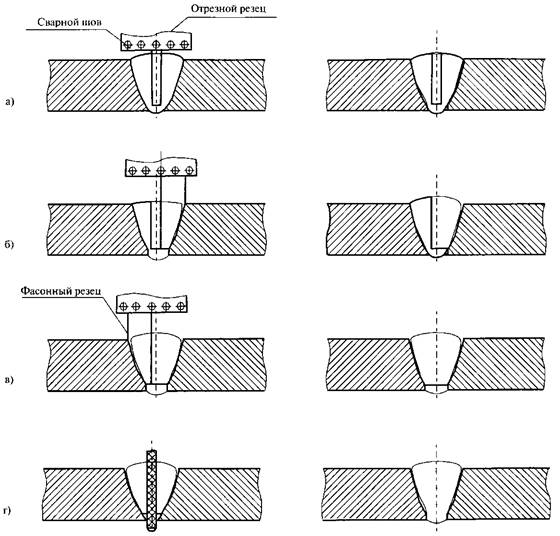
Рисунок 9.8 — Рекомендуемая последовательность выборки до остаточной толщины сварного шва токарным обрабатывающим станком (а, б, в) и поэтапной сквозной выборки шлифмашинкой (г)
9.2.4.4 Форма и параметры сквозной выборки сварного шва указаны в 9.2.1.8.
9.2.4.5 Выборку сварного шва выполняют токарными трубообрабатывающими станками с применением фасонных резцов, обеспечивающих формирование V-образной или U-образной формы разделки кромок согласно рисунку 9.4 с плавными выходами на наружную поверхность по длине выборки. Допускается при необходимости доработка кромок механическим способом.
9.2.5 Ручная дуговая сварка (заварка) электродами с основным видом покрытия
9.2.5.1 Ручную дуговую сварку (заварку) электродами с основным видом покрытия применяют для сварки (заварки) корневого, заполняющих и облицовочного слоев шва при ремонте сварных соединений газопроводов.
9.2.5.2 Ручная дуговая сварка (заварка) электродами с основным видом покрытия может быть применена в составе следующих комбинированных технологий:
— корневой слой шва — ручная дуговая сварка электродами с основным видом покрытия на подъем, заполняющие и облицовочный слои шва — автоматическая сварка порошковой проволокой в защитных газах согласно 9.2.8 (РД + АПИ);
— корневой (первый) слой шва — ручная дуговая сварка (заварка) электродами с основным видом покрытия на подъем, заполняющие и облицовочный слои шва — механизированная сварка (заварка) порошковой проволокой в защитных газах согласно 9.2.7(РД + МПИ);
— корневой (первый) слой шва — механизированная сварка (заварка) проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме согласно 9.2.6, заполняющие и облицовочный слои шва — ручная дуговая сварка (заварка) электродами с основным видом покрытия на подъем (МП + РД).
9.2.5.3 Ручная дуговая сварка (заварка) электродами с основным видом покрытия выполняется на постоянном токе обратной полярности, рекомендуемые режимы ручной дуговой сварки (заварки) приведены в таблице 9.4.
9.2.5.4 Ручную дуговую сварку (заварку) электродами с основным видом покрытия на подъем следует выполнять с учетом следующих особенностей:
— сварка (заварка) всех слоев шва кольцевых стыковых соединений в специальную (зауженную) разделку выполняется электродами от 3,0 до 3,25 мм;
— сварка корневого, с первого по третий заполняющих слоев шва в стандартную разделку выполняется электродами диаметром от 3,0 до 3,25 мм, последующих заполняющих слоев шва — электродами диаметром от 3,0 до 3,25 или 4,0 мм;
— сварка третьего и последующих заполняющих слоев шва выполняется за два и более проходов;
Таблица 9.4 — Рекомендуемые параметры режимов ручной дуговой сварки (заварки) электродами с основным видом покрытия на подъем
Диаметр электрода, мм
Сварочный ток (А) в положении при сварке
Примечание — Параметры режимов сварки (заварки) могут быть откорректированы при подготовке к производственной аттестации технологии сварки. При проведении производственной аттестации технологии сварки (заварки) все параметры режимов сварки фиксируются и при положительных результатах производственной аттестации вносятся в операционную технологическую карту сборки и сварки (заварки).
— сварка облицовочного слоя шва выполняется за два и более проходов;
— амплитуда поперечных колебаний электрода не должна превышать трех диаметров электрода (электродного стержня).
9.2.5.5 Минимальное число слоев шва (проходов) устанавливается для каждой толщины стенки свариваемых соединений с учетом положений 9.2.5.4, фиксируется при производственной аттестации технологии сварки и отражается в операционной технологической карте сборки и сварки.
9.2.5.6 Электроды с основным видом покрытия для ручной дуговой сварки (заварки) при ремонте газопроводов из сталей класса прочности К65 приведены в таблице Д.3 (приложение Д).
9.2.6 Механизированная сварка (заварка) проволокой сплошного сечения в углекислом газе.
9.2.6.1 Механизированную сварку (заварку) проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме (МП) применяют согласно СТО Газпром 2-2.2-358 (пункт 10.6.1) для сварки (заварки) корневого (первого) слоя шва при ремонте сварных соединений газопроводов с учетом положений настоящих рекомендаций.
9.2.6.2 Механизированная сварка (заварка) проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме может быть применена в составе следующих комбинированных технологий:
Таблица 9.5 — Рекомендуемые параметры режимов механизированной сварки (заварки) проволокой сплошного сечения в углекислом газе методом STT с применением оборудования компании The Lincoln Electric Company
| Параметр | Величина параметра | ||||||||||||||||||
| Направление сварки | На спуск | ||||||||||||||||||
| Пиковый ток, А | 420-430 | ||||||||||||||||||
| Базовый ток, А | 50-53 | ||||||||||||||||||
| Скорость подачи проволоки, м/мин (дюйм/мин), в положении сварки: — от 0 00 м до 1 00 м ч или от 0 00 м до 11 00 ч — св. 1 00 м до 6 00 ч или от 11 00 м до 6 00 ч | 2,3-3,05 (90-120) 3,3-4,05 (140-160) | ||||||||||||||||||
| Положение переключателя заднего фронта импульса (Tailout) при температуре окружающего воздуха: — до минус 20 °С включ.; — ниже минус 20 °С | 0 0,5-2,0 | ||||||||||||||||||
| Параметр | Величина параметра |
| Направление сварки | На спуск |
| Тип и полярность тока | Постоянный, обратная |
| Базовый ток, А | 45-60* |
| Пиковый ток, А | 250-270 |
| Горячий старт, усл. ед. | 35-40 |
| Скорость подачи проволоки, м/мин — в положении от 0 00 до 1 00 ч — в положении от 1 00 до 6 00 ч | 2,4-2,7* 3,0-3,0* |
| Спад, усл. ед. | 3 |
| Вылет электрода, мм | 5-10** |
| Расход защитного газа, л/мин | 10-16 |