Восстановление (ремонт) сёдел клапанов.
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.
 Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
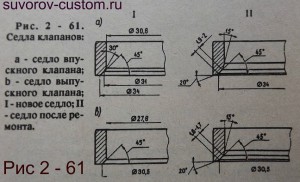 А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
Но те мастера, кто занимается восстановлением сёдел различных моторов профессионально, обычно приобретают более дорогие наборы, с фрезами различных углов, описанными выше в тексте (от 15° до 80°). В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
 Так же следует учесть, что фрезы отличаются не только углами режущих резцов, но и своими размерами (для каждого размера свой номер). Например фрезы с номерами от 100 до 150, предназначены для сёдел моторов небольших рабочих объёмов, с диаметром сёдел клапанов от 16 до 35 мм.
Так же следует учесть, что фрезы отличаются не только углами режущих резцов, но и своими размерами (для каждого размера свой номер). Например фрезы с номерами от 100 до 150, предназначены для сёдел моторов небольших рабочих объёмов, с диаметром сёдел клапанов от 16 до 35 мм.
Ну а фрезы с номерами от 200 до 699 предназначены для моторов большей кубатуры, с диаметром сёдел от 28 до 72 мм. И это надо учитывать при покупке набора фрез.
Практика ремонта (восстановления) сёдел клапанов.
 Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
И если втулка клапанов изношена, то даже конический пилот,(с небольшим конусом) может перекосить в направляющей втулке, так как её изношенное отверстие имеет не круг, а овал. В итоге фреза будет снимать металл с поверхности седла с перекосом, и такой ремонт уже не будет считаться ремонтом, а просто порчей деталей. Как и с помощью какого приспособления заменить в головке втулки клапанов, можно почитать вот тут.
 Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
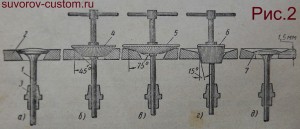
Рис.2 Последовательность обработки сёдел клапанов.
а — клапан утопленный в изношенном гнезде, б — обработка рабочей фаски седла, в- обработка верхней фаски седла, г — обработка нижней фаски седла, д — седло клапана после обработки, 1 — клапан, 2 — гнездо, 3 — направляющая втулка, 4 — фреза под 45 градусов, 5 — фреза под 75 градусов, 6 — фреза под 15 градусов, 7 — рабочая фаска клапана, 8 — рабочая фаска гнезда.
Другие мастера начинают обработку вторым способом(снятие металла) поверхности седла с рабочей фаски с углом в 45° (как на рис. 2,б), затем обрабатывают верхнюю фаску в 75° (как на рис. 2,в), ну а в последнюю очередь обрабатывают нижнюю фаску в 15° (рис. 2,г). При обработки верхней и нижней фаски, обеспечивается ширина рабочей фаски в 1 — 1,5 мм.
Я считаю, что вторым способом легче и точнее добиться ширины рабочей фаски в 1-15 мм, так как понемногу обрабатывая верхнюю фаску и понемногу нижнюю (при уже готовой рабочей фаске), легче выйти на ширину рабочей фаски в 1 — 1,5 мм (обычно полностью хватает трёх — пяти оборотов фрез, больше и не надо).
Тем более, что при таком способе, если при обработке верхней и нижней фасок, рабочая фаска станет уже 1 мм, то всегда есть возможность пройтись фрезой для рабочей фаски в 45° и добиться требуемой ширины рабочей фаски в 1 — 1,5 мм. Но всё же всегда следует стараться всё сделать за один раз и снять с поверхности седла как можно меньше металла.
Второй способ последовательности обработки сёдел, я считаю правильнее и легче первого способа. Но это моё мнение, и это не значит, что так должны делать все. Может кому то подойдёт первый способ.
После обработки трёх фасок седла и получения ширины рабочей фаски 1 мм — для малокубатурных моторов, и 1,5 мм — для двигателей большей кубатуры, клапана желательно притереть, если их тарелки не изношены, как на рисунке 3,б. Если обнаружен износ клапана как на этом рисунке, то притирка клапанов не поможет, и такие клапана следует заменить новыми.
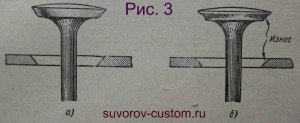 Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.
Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.
Кстати, клапана следует заменить, если их стержень изношен неравномерно по высоте (проверяется микрометром), или если стержень имеет повышенный зазор, относительно отверстия направляющей втулки (можно утолщить стержень клапана с помощью хромирования, если у вас мотор редкий, и новые клапана проблематично купить).
При замене втулки и наоборот пониженном зазоре стержня клапана, относительно отверстия втулки, это отверстие просто разворачивается развёрткой, до получения необходимого зазора, между стержнем клапана и отверстием втулки. Величину правильного зазора следует уточнить в мануале конкретного двигателя.
Надеюсь данная статья поможет ремонтникам новичкам, правильно восстановить геометрию (углы) сёдел клапанов своими руками, ведь при наличии необходимого инструмента и знаний, всё можно сделать довольно быстро, даже быстрей, чем поездка в автосервис; удачи всем.
Источник
Восстановление Седла Клапана
Специальные инструменты
Следующие специальные инструменты (Рисунок 80) требуются для восстановления седел клапана:
1. 30° резец (cutter) для обработки участка ниже контактной поверхности (ближайшей к камере сгорания).
2. 45° резец для обработки контактной поверхности клапана.
3. 60° резец для обработки участка над контактной поверхностью (ближайшей к толкателю клапана).
4. Подходящая рукоятка для резцов.
 Порядок действий
Порядок действий
Наряду со специальными инструментами, требуется значительная квалификация для правильного восстановления седел клапана. Вследствие стоимости оборудования и его редкому использованию, обслуживание клапанов, обычно, поручается мастерским, специализирующимся в этом виде работ.
Если инструменты имеются в распоряжении, следуйте инструкциям производителя инструментов и обратитесь к следующим процедурам:
1. Используя 45° резец, удалите накипь и почистите седло клапана одним-двумя поворотами (Рисунок 82).
После каждой обработки измеряйте участок контактной поверхности седла клапана чтобы убедиться, что контактная поверхность правильная и с тем, чтобы не снять слишком большое количество материала. если снять слишком много материала, придется заменить головку цилиндра.

2. Если седло все еще изъедено (pitting).или обгорело, поворачивайте резецдо тех пор, пока поверхность не станет чистой.
3. Снимите резец и Т-образную рукоятку с головки цилиндра.
4. Используйте маркировочный компаунд для осмотра седла клапана и измерения ширины седла согласно описанию в Осмотр Седла Клапана в этом разделе.
5. Если контактная поверхность находится в центре наружной поверхности клапана, но слишком широкая (Рисунок 83), примените либо 30° либо 60° резец и удалите часть материала седла для сужения контактной поверхности.
6. Если контактная поверхность находится в центре наружной поверхности клапана, но слишком узкая (Рисунок 84), используйте 45° резец и удалите часть материала седла для увеличения контактной поверхности.
7. Если контактная поверхность слишком узкая и слишком близко расположена к краю клапана (Рисунок 85), вначале используйте 30° резец, а затем 45° резец для центрирования контактной поверхности.
8. Если контактная поверхность слишком узкая и слишком далеко расположена от головки клапана (Рисунок 86), вначале используйте 60° резец, а затем 45° резец для центрирования контактной поверхности.
9. После того, как получена желаемое положение и ширина, воспользуйтесь 45° резцом и очень легко зачистите любые заусеницы, которые могли образоваться при предыдущей обработке. Удалите только столько материала, сколько необходимо для удаления заусениц.

10. Проверьте, чтобы покрытие имело ровную и бархатистую поверхность; оно не должно быть глянцевитым или сильно отполированным. Окончательная притирка будет, когда впервые будет запущен двигатель.
11. Повторите Этапы 1-10 для всех оставшихся седел клапана.
12. После того, как седло клапана восстановлено, притрите седло и клапан согласно описанию в этом разделе.

Притирка Седел Клапана
Притирка клапана является простой операцией, которая может восстановить седло клапана без механической обработки, если степень износа или деформация не слишком велики. Притирка, также, рекомендуется после эксплуатации седла клапана.
1. Смажьте легким слоем абразивного притирочного компаунда для клапанов такой марки как Clover или Карборундовым.
2. Вставьте клапан в головку цилиндра.
3. Смочите присоску на инструменте для притирки (lapping tool) клапана (Рисунок 77) и прилепите инструмент к головке клапана.
4. Притрите клапан, к седлам клапана выполнив следующее (Рисунок 87): 
а. Притрите клапан, поворачивая инструмент для притирки между ладонями в обоих направлениях.
б. Каждые 5-10 секунд, останавливайтесь и вращайте клапан на 180° в головке цилиндра.
в. Продолжайте притирку до тех пор, пока контактные поверхности клапана и седла в головке цилиндра не станут одинакового серого цвета. Как только они приобретут этот цвет, остановитесь, чтобы не удалить слишком много материала.
5. Тщательно очистите головку цилиндра и все детали клапана растворителем, а потом промойте моющим средством и горячей водой.
6. После завершения притирки и переустановки устройств клапана в головку цилиндра, должен быть испытан уплотнитель штока клапана. Проверьте уплотнитель каждого клапана, наливая растворитель в каждое впускное и выпускное отверстие. Растворитель не должен протекать через головку клапана и седло. Выполните этот тест на всех клапанах. если жидкость протекает через какое-либо из седел, разберите это клапанное устройство и повторите процедуру притирки до тех пор, пока протечка не прекратится.
7. после очистки головки цилиндра и деталей клапана в моющем средстве и горячей воде, нанесите легкий слой моторного масла на все открытые металлические поверхности для предотвращения ржавчины.
Таблица 1 Общие технические условия на двигатель
| Позиция Спецификация | |
| Тип двигателя Отверстие и такт Рабочий объем Степень сжатия Давление сжатия Стандартное Минимальное Максимальное Макс. разница между цилиндрами Установка опережения зажигания Зажигание с опережением Модели 1985-1989 гг. Модели 1990-2000 гг. Модели 2001-по наст.время Модели для США Модели для Калифорнии | 4-х тактный, с жидкостным охлаждением, DOHC, V-4 76 мм х 66 мм (2,99 дюйма х 2,6 дюйма) 1198 см 3 (73,11 дюймы 3 ) 10,5 : 1 1400 кРа (199,1 фунта на кв.дюйм) 1200 кРа (170,6 фунта на кв.дюйм) 1600 кРа (227,6 фунта на кв.дюйм) 98 кРа (13,9 фунта на кв.дюйм) 3° BTDC (до верхней мёртвой точки) @ 1000 оборотов в минуту 43° BTDC @ 9000 оборотов в минуту 33° BTDC @ 9000 оборотов в минуту 33° BTDC @ 9000 оборотов в минуту 43° BTDC @ 9000 оборотов в минуту |
Таблица 2 Спецификации для верхней части двигателя
| Деталь | Новые мм (дюймы) | Срок службы мм (дюймы) |
| Деформация головки цилиндра Распредвал Высота выступа кулачка Ширина выступа кулачка Модели 1985-1989 гг. Модели 1988- по наст.в.США Модели 1988-2000 гг. КА Модели 2001-по наст.в. КА Внутренний диаметр крышки кулачка Шейка распредвала внешний диаметр Масляный зазор распредвала Биение распредвала Цепь распредвала Тип Модели 1985-2000 гг. Модели 2001- по наст. время № звена Модели 1988-2000 гг. Модели 2001-по наст. время Клапана Зазор клапана Впускного Выпускного Биение штока клапана Внешний диаметр штока клапана Впускного Выпускного Внутренний диаметр направляющей клапана Впускного Выпускного Зазор между штоком клапана и направляющей клапана Впускного Выпускного Диаметр головки клапана Впускного Выпускного Ширина поверхности клапана Модели 1985-2000 гг. Впускного Выпускного Модели 2001-по наст. время Впускного Выпускного Ширина седла клапана (впускного и выпускного) Толщина края клапана (впускного и выпускного) Угол обработки седла клапана Пружины клапана Внутренняя пружина Длина пружины клапана в свободном состоянии Длина блока пружины (клапан закрыт) Угол наклона пружины клапана Давление сжатой (закрытой) Направление вращения (вид сверху) Наружная пружина Длина пружины клапана в свободном состоянии Длина блока пружины (клапан закрыт) Угол наклона пружины клапана Давление сжатой (закрытой) Направление вращения (вид сверху) | — 36,25 – 36,25 (1,427-1,431) 28,02-28,12 (1,103-1,107) 28,02-28,12 (1,103-1,107) 27,97-28,07 (1,101-1,105) 27,98-28,08 (1,1016-1,1043) 25,000-25,021 (0,9843-0,9851) 24,967-24,980 (0,9830-0,9835) 0,020-0,054 (0,0008-0,0021) — DID219FTS 219FTS 0.11-0.15 (0.0004-0.006) 0.26-0.30 (0.010-0.012) — 5.475-5.490 (0.2156-0.2161) 5.460-5.475 (0.2150-0.2156) 5.500-5.512 (0.2165-0.2170) 5.500-0.512 (0.2165-0.2170) 0.010-0.037 (0.0004-0.0015) 0.025-0.052 (0.0010-0.0020) 30.4-30.6 (1.197-1.205) 24.9-25.1 (0.980-0.988) 1.6-3.1 (0.063-0.122) 1.3-2.4 (0.051-0.094) 2.0-3.3 (0.0787-0.1299) 1.9-2.6 (0.0748-0.1024) 0.9-1.1 (0.035-0.043) 1.1-1.5 (0.043-0.059) 30,45,60° 39.65 (1.561) 31.8 (1.25) — 6.29-7.39 кг (13,9-16,3 фунта) Против часовой стрелки 41,10 (1,618) 33,8 (1,331) — 13,3-15,7 кг (29,3-34,6 фунта) По часовой стрелке | 0,03 (0,0012) 36,15 (1,423) 27,02 (1,064) 27,92 (1,099) 27,87 (1,097) 27,87 (1,097) — — — 0,03 (0,0012) — — — — — — 0,01 (0,0004) 5,445 (0,214) 5,420 (0,213) 5,550 (0,219) 5,550 (0,219) 0,08 (0,0031) 0,10 (0,0039) — — — — — — 1,4 (0,55) 0,7 (0,028) — 37,45 (1,474) 2,5°/1,7 мм (0,067 д) — 38,90 (1,531) — 2,5°/1,8 мм (0,071) — |
Таблица 3 Спецификации для крутящего момента верхней части двигателя
| Деталь | N•m | Фунт сила дюйм | Фунт сила фут |
| Болт неразъемного картера заднего моста (banjo bolt) 8 мм болт 9 мм болт Болт крышки натяжителя цепи кулачка Натяжитель цепи кулачка Монтажный болт Болты крышки кулачка Болты звездочек распредвалов Гайки головки цилиндра Болт крышки головки цилиндра Свеча зажигания Болт направляющей верхней цепи распредвала | — — — — — — | — — — — |
ГЛАВА ПЯТАЯ
НИЖНЯЯ ЧАСТЬ ДВИГАТЕЛЯ
Эта глава предоставляет полное обслуживание, и методы капитального ремонта для следующих узлов нижней части двигателя:
1. Картер двигателя в сборке
2. Блок цилиндров
4. Соединительные тяги
5. Поршни и кольца
7. Сцепление стартера и шестерни стартера
8. Масляный насос
9. Устройство вала коробки передач (разборка и сборка)
Коленвал поддерживается четырьмя парами коренных подшипников в горизонтальном разъемном картере двигателя. Все модели V-Max также включают вал системы уравновешивания, который поддерживается двумя парами подшипников. Цилиндры являются составной частью верхней половины картера.
Двигатель использует влажную смазку поддона картера при помощи масла размещенного в поддоне позади коленвала.
Перед снятием и разборкой картера двигателя, двигатель и раму очищают обезжиривающим средством. С чистым двигателем легче работать.
Необходимо иметь достаточное количество коробок, пластиковых контейнеров и пакетов для хранения деталей.
Для маркировки деталей, электропроводки и шлангов, используйте изоляционную ленту и несмываемый маркер.
В тексте даются ссылки на правую и левую сторону двигателя. Они касаются того, как двигатель установлен на раме мотоцикла, а не на как он может быть установлен на рабочем верстаке.
При осмотре деталей, сравнивайте любые замеры со спецификациями в Таблице 1. При износе, повреждении или несоответствии любой детали спецификациям, замените ее. При сборке, затягивайте крепежные детали в соответствии с установленным крутящим моментом. Таблицы 1-5 находятся в конце настоящей главы.
Источник