Pereosnastka.ru
Обработка дерева и металла
При ремонте любого механизма и тем более системы механизмов необходимо придерживаться определенного порядка действий для наиболее четкой организации и наилучшего проведения ремонтных работ. Этот порядок в основном такой: определение неисправности механизма; установление последовательности разборки механизма; разборка механизма на сборочные единицы и детали, промывка их; определение характера и величины износа деталей, их дефектов; ремонт деталей; сборка механизма с подгонкой деталей; проверка и регулировка собранного механизма.
Подготовка к разборке
Успешное выполнение ремонта станка в значительной степени зависит от того, как была осуществлена его разборка. Операции разборки — это ответственные операции, производимые по определенной технологии для каждого данного агрегата.
Перед разборкой станка нужно ознакомиться с его устройством, назначением и взаимодействием его сборочных единиц и деталей. Если это трудно осуществить обследованием станка, необходимо ознакомиться с инструкциями и чертежами, которые по данному станку имеются, и только после этого приступить к его разборке. Точно так же перед подетальной разборкой той или иной сборочной единицы следует хорошо изучить ее внутреннее устройство и способы крепления отдельных деталей, установить порядок и способы разборки.
Перед разборкой, а также в процессе разборки сложных и ответственных механизмов станка рекомендуется составлять их схемы и делать зарисовки, особенно в тех случаях, когда ремонтник впервые имеет дело с подобными устройствами. При разборке следует наносить на нерабочие торцовые поверхности деталей цифровые метки, облегчающие в последующем подбор деталей к сборке и самую сборку.
Разбирая крепежные детали, нужно помнить, что некоторые детали после снятия части креплений могут оказаться в положении неустойчивого равновесия и упасть, а это опасно для окружающих и может привести к аварии. Помня об этом, нужно принимать соответствующие меры предупреждения. Например, снимая тяжелый кронштейн, надо открепить, обеспечить надежную поддержку кронштейна, при этом в начале отвинчивают винты и удаляют контрольные Шпильки в менее’доступных местах. Вообще при откреплении детали необходимо учитывать, где находится ее центр тяжести и в каком направлении переместится деталь, когда освободят то или иное ее крепление.
Разборкой крупных и особо сложных станков и машин обычно непосредственно руководит механик цеха, а уникальных станков — главный механик завода.
Порядок и правила разборки
Помимо рассмотренных выше положений разборка должна производиться с соблюдением следующих правил:
— разборку нужно вести инструментами и приспособлениями, применение которых исключает возможность порчи годных деталей;
— удары молотком следует наносить по деталям при помощи подставки или выколотки из дерева либо мягкого металла;
— разбираемые детали надо снимать аккуратно, без перекосов и повреждений;
— к трудно снимающимся деталям нельзя прилагать большие усилия; следует выяснить причину «заедания» и устранить ее;
— разборка длинных валов должна производиться с применением нескольких опор;
— детали каждого разбираемого механизма необходимо укладывать в отдельные ящики, а не нагромождать одну на другую; особенно осторожно следует укладывать детали с хорошо отделанными поверхностями;
— ящики с деталями обязательно закрывать крышками;
— болты, шайбы и другие крепежные детали при полной разборке сборочной единицы укладывают в специальный ящик; при частичной разборке целесообразнг крепежные детали вставлять обратно в предназначенные для них отверстия;
— крупные детали укладывают на подставки возле ремонтируемого станка.
До начала разборки необходимо: подготовить около станка площадь, достаточную для нормальной работы слесарей-ремонтников и правильной укладки снятых со станка деталей, а также для их кантовки; проверить наличие всех необходимых для работы исправных и испытанных стропов, грузозахватных приспособлений; заготовить требуемое количество подкладок, распорок и козел для укладки снятых деталей.
Разборка подшипников. Подшипники, расположенные недалеко от торца вала, снимают с помощью специальной скобы. Приспособление состоит из трех клещевидных захватов (на рисунке видны два захвата), винта и гайки с крестовиной. Вращением гайки сдвигают захваты так, чтобы охватить детали, при этом винт упирается концом в зацентровку вала, с которого снимается деталь. При вращении рукоятки гайка с захватами стягивает деталь с вала.
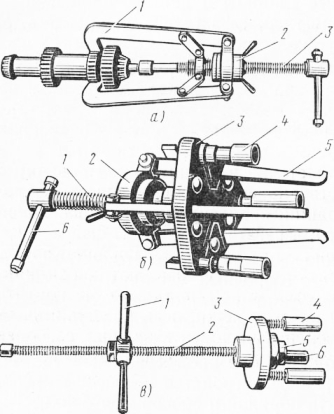
Рис. 1. Съемники:
а — для снятия шарикоподпишников с вала, б, в — для выпрессовки наружных колец роликоподшипников и других деталей
На рис. 1, б, в показано приспособление для демонтажа наружных колец конических роликоподшипников. Оно состоит из винта гайки и захватов. Для выпрессовки подшипника из корпуса вводят захваты в обойму подшипника и рукояткой начинают вращать винт. При этом винт упирается в плиту. Плита в свою очередь упирается в корпус своими тремя регулируемыми штырями и вытягивает подшипник.
Описанным приспособлением выпрессовывают наружные кольца подшипников диаметром 62—120 мм.
Подшипники качения с внутренним диаметром 25 мм и более можно выпрессовывать из корпуса приспособлением, показанным на рис. 1, в. Винт приспособления свободно проходит в отверстие диска со штырями. На одном конце винта — гайка и сменная упорная шайба, на другом конце — гайка с рукоятками.
Чтобы вынуть подшипник из корпуса, необходимо снять гайку и шайбу и пропустить винт через подшипник; затем подвести к корпусу демонтируемой сборочной единицу штыри, надеть на конец винта сменную шайбу и навинтить гайку так, чтобы шайба уперлась в подшипник. После этого гайку с рукоятками навинчивают до упора в диск поворачивая рукоятки, выпрессовывают подшипник.
Описанные приспособления позволяют при демонтаже не портить посадочные места подшипников и предохраняют сами подшипники от повреждений. Этими же приспособлениями пользуются при разборке и сборке других деталей, сборочных единиц, например шкивов, маховиков, зубчатых колес.
Источник
Технологический процесс разборки оборудования. Порядок и правила разборки станка. Оборудование, применяемое при разборке
Машину или узел разбирают в последовательности, предусмотренной технологическим процессом как для машины в целом, так и для отдельных механизмов, агрегатов и узлов. При разборке с машины снимают целые узлы, причем в первую очередь препятствующие снятию других сборочных единиц, строго соблюдая при этом правила техники безопасности. Затем отдельные узлы разбирают на подузлы и детали. Необходимость разборки того или иного узла определяется видом и задачами ремонта.
Разборку оборудования производят с соблюдением следующих основных правил:
1. Разборке подлежит лишь агрегат или узел, предназначенный для ремонта, поскольку при разборке нарушается необходимая плотность соединений с натягом и приработка подвижных деталей. Только капитальный ремонт требует полной разборки машины.
2. В процессе разборки сложных и ответственных механизмов и узлов следует составлять их схемы и делать зарисовки с целью облегчения последующей сборки.
3. Разборку следует начинать со снятия кожухов, крышек, защитных щитков, ограждений и т. п. для открытия доступа к разбираемым агрегатам и узлам.
4. Крупные детали укладывают на подставки возле ремонтируемой машины.
5. Детали каждого разбираемого механизма или узла складывают в отдельные ящики, следя за тем, чтобы не попортить обработанные поверхности деталей.
6. Для облегчения последующей сборки узла его детали помечают одним из способов, приведенных в таблице. При необходимости соблюдения точного взаимного расположения деталей на них ставят соответствующие метки. При разборке гидро- или пневмосистем должны помечаться все трубопроводы и места их подсоединения на элементах системы.
7. Разборка должна вестись соответствующими инструментами и приспособлениями, использование которых исключает порчу годных
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 18 |
| ПК 151031.МДК.01.02.10 151031.МДК.01.02.10номерзачетки.0номер варика.0нгомер варика-15ПЗ 01.05.05.67.00.00. — ПЗ |
деталей. При невозможности применения съемников и вынужденном использовании молотка или кувалды удары следует наносить по деталям через прокладку или выколотку из мягкого металла, пластмассы, дерева.
8. С целью облегчения снятия насаженной с натягом детали ее можно нагревать горячим маслом, паром, огнем, а охватываемую деталь охлаждать с помощью твердой углекислоты или жидкого воздуха.
9. Для снятия с валов посаженных с натягом шкивов, звездочек, зубчатых колес, подшипников и других аналогичных деталей следует пользоваться приспособлениями: двух- и трехзахватными съемниками различных типоразмеров; прессами винтовыми, рычажно-реечными и гидравлическими; винтовыми приспособлениями различных конструкций; гидравлическими съемниками, где плунжерный насос нагнетает масло в цилиндр для перемещения поршня, производящего выпрессовку детали. В зависимости от назначения приспособления могут быть специальными, предназначенными для снятия какой-либо определенной детали, и универсальными, позволяющими снимать различные детали.
10. Резьбовые соединения разбирают с помощью гаечных и специальных ключей различных конструкций, отверток, шпильковерток, механизированного инструмента с электро- или пневмоприводом, инерционно-ударного типа. При полной разборке узла крепежные детали складывают в специальный ящик, а при частичной разборке после снятия детали вставляют в предназначенные для них отверстия.
11. Неподдающееся из-за коррозии разборке резьбовое соединение погружают в керосин или смачивают керосином и разбирают по прошествии нескольких часов. Резьбу с забоинами на концах болтов или шпилек запиливают трехгранным напильником. При невозможности отвинтить гайку обычным способом ее отвинчивают с помощью зубила и молотка, отрезают ножовкой или газовым пламенем вместе с концом болта с последующей заменой гайки и болта.
12. Остаток сломанного винта или шпильки удаляют одним из следующих способов:
— при наличии выступающей резьбовой части на нее навинчивают гайку и контргайку и вращают гайку;
— при наличии выступающего на небольшую величину стержня винта или
шпильки на его торце прорезают ножовкой или вырубают шлиц и отверткой выворачивают оставшуюся часть;
— торец сломанной части резьбовой детали запиливают ровно и накернивают по центру, после чего сверлом, диаметром несколько меньшим, чем
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 19 |
| ПК 151031.МДК.01.02.10 151031.МДК.01.02.10номерзачетки.0номер варика.0нгомер варика-15ПЗ 01.05.05.67.00.00. — ПЗ |
внутренний диаметр резьбы, высверливают оставшуюся часть;
— к застрявшему концу резьбовой детали приваривают либо гайку меньшего диаметра через ее отверстие, либо стержень, и с их по мощью вывертывают сломанную часть;
— в запиленном торце застрявшего конца шпильки или винта накерниваюти засверливают отверстие. В нем либо нарезают обратную резьбу под специально изготовленный болт, либо в него вставляют бор (закаленный конический стержень с зубьями) или экстрактор (то же, но вместо зубьев стержень имеет левую резьбу) с квадратом для ключа на конце для вывертывания сломанной части;
— закаленные сломанные резьбовые детали (в том числе метчики) удаляют либо электроискровым способом, используя в качестве электрода медную трубку диаметром на 1-2 мм меньше диаметра резьбы, либо отжигают, нагревая пламенем горелки или паяльной лампы, и удаляют ранее описанными способами. При невозможности удаления указанными способами сломанного винта или шпильки их высверливают и нарезают резьбу следующего ремонтного размера, причем новая шпилька может выполняться ступенчатой.
13. Штифты при разборке соединений выбивают бородками с диаметром рабочего конца несколько меньшим, чем диаметр штифта.
14. Заклепочные соединения разбирают, либо срубая головку заклепки и бородком выбивая стержень, либо засверливая накерненную головку сверлом несколько меньшего диаметра, чем диаметр стержня заклепки, на глубину, равную высоте головки, после чего головку надламывают, а заклепку выбивают бородком.
15. Узлы и механизмы с тяжелыми деталями разбирают с применением грузоподъемных приспособлений или подъемных кранов. Длинные валы разбирают с применением нескольких опор.
16. В процессе разборки производят дефектацию деталей и составляют дефектную (ремонтную) ведомость. Которая поможет в дальнейшем проанализировать поломку, выявить причину и принять меры чтобы исключить дальнейшее появление таких дефектов.

Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Последовательность разборки оборудования перед ремонтом
Работы по ремонту оборудования делятся на два этапа: подготовительный и ремонтный.
На первом, подготовительном, этапе проводят наружный предремонтный осмотр для уточнения ранее выявленного объема ремонтных работ, готовят техническую документацию (технологические карты, рабочие чертежи оборудования, альбомы деталей и т. п.), материалы, инструменты, приспособления и запасные детали и определяют состав ремонтных бригад.
На втором, ремонтном, этапе проводят собственно ремонтные работы в соответствии с технологическим процессом, который разрабатывают на основе технологических карт, составленных заводом-изготовителем или ремонтными организациями, а также с учетом вида и метода ремонта и технических возможностей ремонтных мастерских (завода).
Ремонт оборудования состоит из таких операций, как:
- разборка оборудования – разъединение неподвижных и подвижных частей, очистка и промывка разобранных деталей, контроль и дефектация деталей;
- ремонт – подтягивание ослабленных частей, крепление поврежденных деталей, регулирование сопряжений, восстановление чистоты, формы, размеров и утраченных механических свойств деталей, замена деталей, которые нецелесообразно восстанавливать;
- сборка узлов и машин в целом;
- регулирование всех частей механизмов, опробование на холостом ходу и под нагрузкой, шпаклевка, окраска и прием оборудования после ремонта.
Подготовка машины к ремонту включает в себя:
- определение всех неисправностей машины путем тщательного осмотра, проверки на точность, анализа записей в журналах механика и ремонтных слесарей, опроса персонала, обслуживающего машину. Это предварительное установление объема ремонтных работ;
- ознакомление с устройством машины, назначением и взаимодействием ее механизмов, узлов и деталей путем технического обследования машины и ознакомления с относящимися к ней техническим паспортом, инструкциями и чертежами;
- установление последовательности разборки машины в целом и отдельных ее механизмов;
- заготовку необходимых для разборки и ремонта инструментов, приспособлений, сменных деталей и узлов;
- подготовку площадки для работы около машин или в другом месте;
- наружную очистку механизмов, агрегатов и станины машины от пыли, грязи, стружки, охлаждающей жидкости;
- отключение машины от электрической сети и пневматической системы, слив из резервуаров в специальные емкости масла и охлаждающей жидкости. Во избежание непроизвольного включения машины во время разборки или ремонта с нее снимают приводные ремни, рассоединяют муфту на валу двигателя, вывешивают табличку «Не включать – ремонт».
На ремонтном предприятии после приемки машины выполняют операции по подготовке ее к разборке. Перед поступлением в цех машина проходит тщательную наружную мойку, которая позволяет обеспечить качественную приемку машины в ремонт и дать предварительную оценку ее техническому состоянию, исключить загрязнение производственных помещений, особенно участка разборки, и облегчить разборку. В условиях ремонтного производства машины моют вручную с использованием щеток, скребков, лопаток и других простейших приспособлений и в моечных камерах. Ручной способ очень трудоемок и малоэффективен и может использоваться в условиях небольших ремонтных предприятий. Наиболее часто машины моют струей воды, подогретой до 80–90 °C.
Мойка машин в моечных камерах выполняется на крупных ремонтных предприятиях. Машину помещают в специальную камеру, оборудованную системой водоподводящих трубок и насадок. Воду или раствор едкого натра подают одновременно со всех сторон. Моющая жидкость поступает в камеру подогретой.
При мойке машин большое значение имеет предохранение окружающей среды от загрязнения ее нефтепродуктами и другими веществами, содержащимися в сточных водах. С этой целью посты мойки машин оборудуют грязеотстойниками и маслобензиноуловителями, в которых твердые частицы оседают на дно отстойника, а нефтепродукты собираются в верхней части резервуара, а затем удаляются по специальному трубопроводу в накопитель. По мере накопления остатков в отстойнике их периодически удаляют. Собранные в накопителе нефтепродукты отправляют на переработку для дальнейшего использования. Очищенная механическим способом вода сливается в канализационную сеть.
Кроме разового водоиспользования при мойке машин могут применять системы повторного, или оборотного, водоснабжения. При такой системе водоснабжения из сборника-резервуара сточная вода поступает в фильтры, где очищается от взвешенных частиц. Нефтепродукты в этом случае обычно удаляют посредством коагуляции (это процесс превращения нефтепродуктов в хлопья, выпадение их в осадок). Очищенная таким образом вода используется повторно для мойки машин.
После мойки машины сушат естественным способом, однако для ускорения можно использовать обдувку машины сжатым воздухом.
Разборка оборудования
Машину разбирают в последовательности, предусмотренной технологическим процессом как для машины в целом, так и для отдельных механизмов, агрегатов и узлов. При разборке с машины снимают целые узлы, причем в первую очередь препятствующие снятию других сборочных единиц, строго соблюдая при этом правила техники безопасности. Затем отдельные узлы разбирают на подузлы и детали. Необходимость разборки того или иного узла определяется видом и задачами ремонта.
Разборке подлежит лишь агрегат или узел, предназначенный для ремонта, поскольку при разборке нарушаются необходимая плотность соединений с натягом и приработка подвижных деталей. Только капитальный ремонт требует полной разборки машины.
В процессе разборки сложных и ответственных механизмов и узлов следует составлять их схемы и делать зарисовки с целью облегчения последующей сборки.
Разборку следует начинать со снятия кожухов, крышек, защитных щитков, ограждений и т. п. для открытия доступа к разбираемым агрегатам и узлам.
Крупные детали укладывают на подставки возле ремонтируемой машины.
Детали каждого разбираемого механизма или узла складывают в отдельные ящики, следя за тем, чтобы не испортить обработанные поверхности деталей.
Для облегчения последующей сборки узла его детали помечают различными способами: накерниванием, бирками, клеймами, нанесением риски и т. д.
При необходимости соблюдения точного взаимного расположения деталей на них ставят соответствующие метки. При разборке гидро- или пневмосистем должны помечаться все трубопроводы и места их подсоединения на элементах системы.
Разборка должна вестись соответствующими инструментами и приспособлениями, использование которых исключает порчу годных деталей. При невозможности применения съемников и вынужденном использовании молотка или кувалды удары следует наносить по деталям через прокладку или выколотку из мягкого металла, пластмассы, дерева.
С целью облегчения снятия насаженной с натягом детали ее можно нагревать горячим маслом, паром, огнем, а охватываемую деталь охлаждать с помощью твердой углекислоты или жидкого воздуха.
Для снятия с валов посаженных с натягом шкивов, звездочек, зубчатых колес, подшипников и других аналогичных деталей следует пользоваться приспособлениями: двух- и трехзахватными съемниками различных типоразмеров (рис. 20.1, а); винтовыми, рычажно-реечными и гидравлическими прессами (рис. 20.1, б); винтовыми приспособлениями различных конструкций (рис. 20.1, в, г); гидравлическими съемниками (рис. 20.1, д), где плунжерный насос 3 нагнетает масло в цилиндр 2 для перемещения поршня 1, производящего выпрессовку детали. В зависимости от назначения приспособления могут быть специальными, предназначенными для снятия какой-либо определенной детали, и универсальными, позволяющими снимать различные детали.

Рис. 20.1. Съемные приспособления
а – двухзахватный съемник; б – винтовой пресс; в – специальный винтовой съемник; г – цанговый съемник; д – гидравлический съемник
Резьбовые соединения разбирают с помощью гаечных и специальных ключей различных конструкций, отверток, шпильковерток, механизированного инструмента с электро- или пневмоприводом, инерционно-ударного типа. При полной разборке узла крепежные детали складывают в специальный ящик, а при частичной разборке детали после снятия вставляют в предназначенные для них отверстия.
Неподдающееся из-за коррозии разборке резьбовое соединение погружают в керосин или смачивают керосином и разбирают по прошествии нескольких часов. Резьбу с забоинами на концах болтов или шпилек запиливают трехгранным напильником. При невозможности отвинтить гайку обычным способом ее отвинчивают с помощью зубила и молотка, отрезают ножовкой или газовым пламенем вместе с концом болта с последующей заменой гайки и болта.
Источник