ТЕМА 2.3 ОРГАНИЗАЦИЯ РЕМОНТА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ НА ПРОИЗВОДСТВО РАБОТ
1. Организация ремонта пути
2. Типовые и рабочие технологические процессы
Организация ремонта ЖЕЛЕЗНОДОРОЖНОГО пути
Для улучшения организации и технологии работ, снижения времени занятия перегона путевые работы делятся на подготовительный, основной и заключительный период.
В подготовительный период производят:
— проверку состояния пути с необходимыми обмерами и нивелировкой.
— доставку необходимых материалов
— добивку костылей, обрезку длинных концов шпал, регулировку зазоров, перестановку путевых знаков иными словами производят подготовку пути и отдельных его элементов к выполнению основных работ:
— доставку машин и оборудования к месту работ.
В основной период производят все работы, которые входят в основной состав работ, определяющий вид ремонта.
В отделочный период выполняют работы обеспечивающие состояние пути, отвечающее требованиям технических условий.
При разработке технологических процессов необходимо придерживаться некоторых общих принципов:
1. При выполнении работ в «окна», для уменьшения их влияния на движение поездов все работы распределяются по периодам (подготовительный, основной и отделочный). Подготовительные и отделочные работы выполняются, как правило без закрытия перегона. Основные работы выполняются в «окно» на закрытом перегоне.
2. При расчетах затрат труда на выполнение отдельных работ необходимо учитывать время на переходы в рабочей зоне и на пропуск поездов.
3. При составлении тех.процесса необходимо придерживаться определенной последовательности в выполнении путевых работ. Например работы по регулировке зазоров закладывают до работ по выправке пути, рихтовку выполняют перед перешивкой пути, смену шпал перед выправкой пути. это делается с целью уменьшения затрат труда и ликвидации неоправданной повторяемости отдельных операций.
При составлении технологического процесса существенное значение имеет выбор методов и способов производства работ.
При комплексном методе все основные работы выполняются одновременно в «окно».
При раздельном методе последовательно выполняются операции входящие в комплекс. Например, сначала сплошь меняют рельсы, затем шпалы и т. д.
При поточном способе — все операции входящие в состав отдельной работы выполняются в одном темпе, равном темпу ведущей операции, за которую принимается механизированная и трудоемкая. При этом способе увеличивается производительность труда, т.к.более квалифицированных рабочих можно поставить на наиболее ответственные и сложные операции, при этом способе меньше требуется инструмента, создаются лучшие условия контроля качества выполняемых работ, имеется больше возможностей механизации путевых работ. Недостаток: так как выполнение всех видов работ начинается не одновременно, а по мере освобождения фронта работ, то необходимо некоторое время на разворот работ.
При звеньевом способе — каждый рабочий или группа выполняют на своем участке весь комплекс работ одновременно по всему фронту. Этот способ применяют на простейших (1-3 операции) работах.
Технологический процесс обычно представляется в виде двух основных графиков: графика основных работ в «окно» и графика распределения работ по дням. В графиках отражается перечень и последовательность выполнения отдельных операций, указывается потребный состав бригад на каждую операцию.
Графики бывают горизонтальные и вертикальные. Горизонтальные применяют для работ, которые выполняются в одном месте, например на стрелочном переводе, ИССО. На таких графиках напротив наименования работы горизонтальной жирной чертой отмечают время производства работы, а над ней записывают число рабочих и № бригады.
В тех случаях, когда необходимо показать ход выполнения операции не только по времени, но и по фронту работ применяют вертикальные графики. В этих графиках работу изображают наклонной линией. На графике по горизонтали откладывают фронт производства работ, а по вертикали откладывают время работы.
Разработку технологического процесса начинают с обоснования необходимости производства ремонта и определения фронта работ в «окно». Работы в «окно» выполняются поточным методом. В цепочке машин выделяется машина, определяющая темп выполнения работ. При производстве усиленного капитального и капитального ремонта пути ведущая машина – машина для смены рельсо – шпальной решетки. При усиленном среднем и среднем ремонте – щебнеочистительная машина, или работы по выправке пути перед проходом хоппер — дозаторной вертушки. Остальные работы в потоке должны выполняться в темпе ведущей машины, чтобы не сдерживать работу других машин и обеспечить своевременно открытие перегона для движения поездов. При определении численности монтеров пути колонны подготовительных, основных и заключительных работ соблюдают следующие условия:
— весь объем подготовительных, основных и отделочных работ должен быть обязательно выполнен;
— количество монтеров пути и бригадиров, занятых ежедневно выполнением работ на перегоне, во все дни недели должно быть одинаковым;
— в случае, если количество монтеров пути и бригадиров, необходимых для выполнения основных работ в «окно», оказывается больше, чем количество монтеров пути и ПДБ необходимых для выполнения подготовительных и отделочных работ, численный состав колонны устанавливается по необходимому количеству трудозатрат для выполнения подготовительных и отделочных работ, а для работ в «окно» необходимое количество монтеров пути привлекается с производственной базы или из ПЧ;
— в случае, если количество монтеров пути и бригадиров, для производства подготовительных и отделочных работ оказывается больше, чем потребность в монтерах пути для работ в «окно», состав колонны устанавливается в соответствии с трудоемкостью подготовительных и отделочных работ.
После определения производственного состава разрабатывается график распределения работ по дням, в котором должны быть отражены периодичность предоставления «окон» для производства основных работ, общий фронт развернутых работ и время нахождения участка в ремонте. При этом очередность выполнения отдельных подготовительных и отделочных работ должна устанавливаться с соблюдением следующих условий:
— фронт работ с ограничением скорости для движения поездов должен быть минимальным;
— очередность выполнения работ должна способствовать быстрейшему восстановлению скорости на ремонтируемом участке;
— выполнение предшествующей работы не должно вызывать дополнительных трудностей для выполнения последующих работ;
— выполнение последующей работы не должно вызывать снижения качества предшествующих работ.
Распределив работы по дням и участкам и определив необходимое количество монтеров пути для каждой работы, следует выполнить контроль расчетов. Ежедневный выход монтеров пути должен быть равен числу монтеров в колонне. Для этого необходимо просуммировать количество монтеров пути по каждому дню цикла. Далее вычерчивают график распределения работ по дням.
Типовые и рабочие технологические процессы
Технологический процесс – это основной руководящий документ, определяющий способ и порядок производства работ с учетом имеющейся технической оснащенности, людских и материальных ресурсов. Определяемый им способ производства работ должен обеспечивать при наименьших затратах труда и времени наиболее высокие производственные показатели.
Типовые технологические процессы разрабатываются на основе среднесетевых норм и объемов работ. Разрабатывают их ВНИИЖТ и другие проектные организации, находящиеся в ведении главного управления пути.
Рабочие процессы разрабатываются предприятиями производящими ремонт на основе типовых технологических процессов применительно к местным условиям производства работ. Они имеют те же принципиальные решения в части очередности и порядка работы, что и типовые процессы, но составлены исходя из действительных объемов (план и профиль пути, объем земляных работ и т.д.) и условий производства работ.
Рабочий технологический процесс состоит из следующих разделов:
— подробная характеристика ремонтируемого объекта до и после ремонта;
— условия производства работ;
— перечень машинных комплексов и их состав;
— ведомость затрат труда, составленная по техническим нормам;
— ведомость работы с балластом при уборке его с обочины, разработке траншей под лотки и дренажи, очистке и нарезке кюветов кюветоочистительными машинами;
— требования безопасности движения поездов и безопасности труда;
Кроме того в рабочий технологический процесс входят:
— графики производства работ в “окно” на все укрупненные технологические операции (рисунок 38,39);
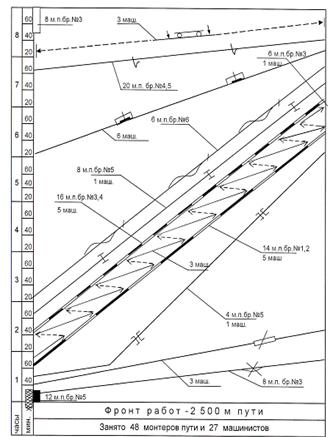
Рис.38 График производства основных работ по замене рельсошпальной решетки
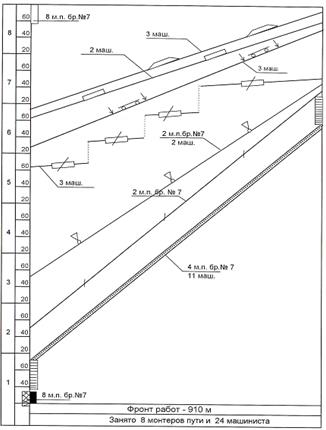
Рис.39 График производства основных работ по замене или очистке балласта
— график распределения работ по дням (рисунок 40);
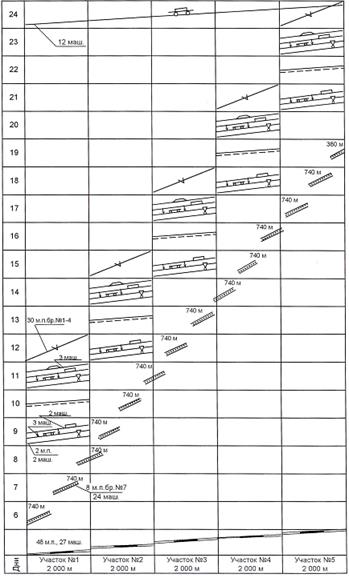

Рис.40. График производства работ по дням
— технологическая схема поэтапной обработки балластной призмы (при крупных работах с балластом);
— технологическая схема расстановки машинных комплексов на участке работы;
— технологическая схема поэтапной работы при сварке плетей на длину блок-участка или перегона;
— технологическая схема поэтапной работы по очистке балласта и замене стрелочных переводов.
Источник
700 Технология усиленного капитального ремонта пути
Начиная с 1995 г. на сети дорог Российской Федерации широко внедряется новая система ведения путевого хозяйства, особенности которой установлены приказом МПС № 12Ц от 16.08.94. Прежняя же исчерпала все ресурсы и требует полной реорганизации.
Основные задачи по новой классификации, типам, видам, объемам и составу работ утверждены техническими условиями на ремонт и планово-предупредительную выправку пути. Наиболее сложен по технологическим, техническим и организационным показателям усиленный капитальный ремонт (УКР). В настоящее время его выполняют почти на всех дорогах. Постоянно совершенствуя оздоровление колеи подобным образом, можно резко повысить эффективность ресурсосберегающих технологий. Достаточно сказать, что внедренный в 1959 г., т.е. 40 лет назад, капитальный ремонт пути сейчас имеет 26 технологических разновидностей, а усиленный, уже на стадии начального освоения, — 48. Его невозможно было использовать раньше из-за отсутствия соответствующих технических средств. Усиленный капитальный ремонт предполагает:
оздоровление земляного полотна и водоотводных сооружений;
глубокую, высококачественную очистку балласта, восстановление его дренирующих свойств, сокращение расхода нового щебеночного балласта и устройство разделительного слоя;
исправление искажений продольного профиля пути с устройством кривых в вертикальной плоскости, сопрягающих смежные элементы, улучшение сопряжения кривых, удлинение и устройство вставки между ними.
Усиленный капитальный ремонт пути ведется последовательно в несколько этапов с помощью машинных комплексов (см. рисунок).
Предварительный этап. Проектная организация делает и утверждает рабочий проект и технологический процесс.
Первый и второй этапы — подготовительные. Они целиком зависят непосредственно от исполнителя, который выполняет несколько укрупненных технологических операций.
На объектах предстоящего ремонта он проводит инженерно-техническую подготовку; на производственной базе создает запасы новой рельсошпальной решетки, балластных материалов для пополнения до нормы после очистки и дренирующих материалов для ремонта водоотводов, материалов верхнего строения пути и конструкций водоотводных сооружений.
В дорожных ремонтных и механических мастерских ПМС исполнитель подготавливает машинные комплексы.
На перегоне полный комплекс работ включает сохранение старо годных плетей (первый этап, см. рисунок) для повторной укладки в путь на менее грузонапряженных участках; с помощью комплексов, куда входит одна из ведущих машин типа СЗП-600, МНК, УМС и УМ, убирают лишний загрязненный балласт с обочины земляного полотна и откоса балластной призмы; применяя комплекс, где ведущая машина СЗП-600, МНК-1 или экскаватор, ремонтируют водоотводные сооружения (второй этап, см. рисунок).
Третий этап. Укладка новой рельсошпальной решетки путеукладочными кранами.
Четвертый этап. Глубокая очистка или вырезка балластного слоя за один или два прохода комплексом, где ведущая машина — один из щебнеочистителей типа RM 80, RM 76, СЧУ-800, ЩОМ-6, СЧ-600 (601), АХМ-801, ОТ-800, ОТ-400.
Пятый этап. Выправка пути в плане, профиле и по уровню и его отделка.
Шестой этап. Замена инвентарных рельсов длинномерными плетями длиной с блок-участок или перегон.
Седьмой этап. Шлифовка новых плетей непосредственно в пути.
При подробном рассмотрении этапов будут описаны только те особенности усиленного капитального ремонта, которые в последнее время получили положительную оценку производственников, но пока не нашли отражения в типовых технологических решениях.
При подготовке документов на УКР требуется принципиально новый подход к самой структуре проекта и его рабочей части. Продольный профиль и поперечники должны быть максимально детализированы. На них следует обязательно указать: расположение опор контактной сети и полосу отвода на расстоянии не менее 15 м от оси ремонтируемого пути, характеристики балласта (послойное содержание засорителей, уплотненность, фракции в процентном отношении) и грунта там, где предполагается устройство или ремонт водоотводов, все места препятствий (особенно в зоне прохода машин глубокой очистки и устройства водоотводов), зоны выгрузки засорителей и грунта, вырезанных из водоотводных траншей и кюветов. Устройство берм необходимо определять по расчету с учетом рациональной транспортировки состава в «окно» и возможности его прибытия к указанному месту при наличии на ремонтируемом перегоне машин и хозяйственных поездов.
В разделе «Организация движения поездов» должны быть не только вариантные графики на период предоставления «окон», но и графики подвода хозяйственных поездов к станциям формирования, схемы формирования хозяйственных поездов на станциях, с которых они будут выезжать на закрытый перегон. Составляя основной вариантный график подвода хозяйственных поездов к участкам ремонта, надо выделить максимально возможное время для регламентирующей операции — глубокой очистки балласта. В наиболее концентрированные «окна» на перегоне находится до 16 хозяйственных поездов и путевых машин, поэтому часть их придется доставлять к месту ремонта по неправильному пути.
Практика показала, что емкости составов для уборки засорителей не хватает при полносменной загрузке машин для глубокой очистки и ремонта водоотводов. Поэтому на период транспортировки этих составов для выгрузки засорителей в отвал или в бермы во избежание простоя щебне- и юоветоочис-тителей, в графике движения поездов по соседнему пути следует предусмотреть технологическое «окно» продолжительностью 1,5—2 ч для работы «вертушек» из думпкаров. При основном «окне» на ремонтируемом пути продолжительностью 6—8 ч на соседнем достаточно одного технологического «окна».
Наиболее эффективны 8-ча-совые «окна» или закрытие перегона на весь период.
По существующей системе технологическую часть проекта производства работ составляют на основании типового технологического процесса. Затем в ПМС делают рабочий процесс, корректируют проект производства работ и проводят инженерную подготовку участка.
Такая громоздкая система оправдывала себя, если в ремонте участвовало два-три машинных комплекса, а номенклатура работ содержала не более пяти разновидностей. При УКР, когда одновременно задействовано свыше десяти комплексов, номенклатура работ в «окно» включает до 15 наименований, а на участках одновременно заняты четыре—пять техников и инженеров, систему подготовки проекта следует корректировать. В создавшихся условиях исполнитель должен получать полностью готовый рабочий технический проект и технологический процесс, который бы детально и пооперационно учитывал все характерные особенности ремонтируемого объекта. В частности, в нем надо предусмотреть технические решения глубокой очистки балласта на мостах с ездой на балласте; в зоне малых платформ; в местах устройства водоотводов у анкерных опор, в местах зоны недосягаемости ротора машины СЗП-600 и т.д. Выработку машинных комплексов нужно рассчитать в каждое «окно», а не устанавливать среднюю для всех участков работ.
Инженерно-технический состав ПМС должен заниматься только конкретной инженерной подготовкой объекта. Проект необходимо передать исполнителю не позднее, чем за два месяца до начала ремонта.
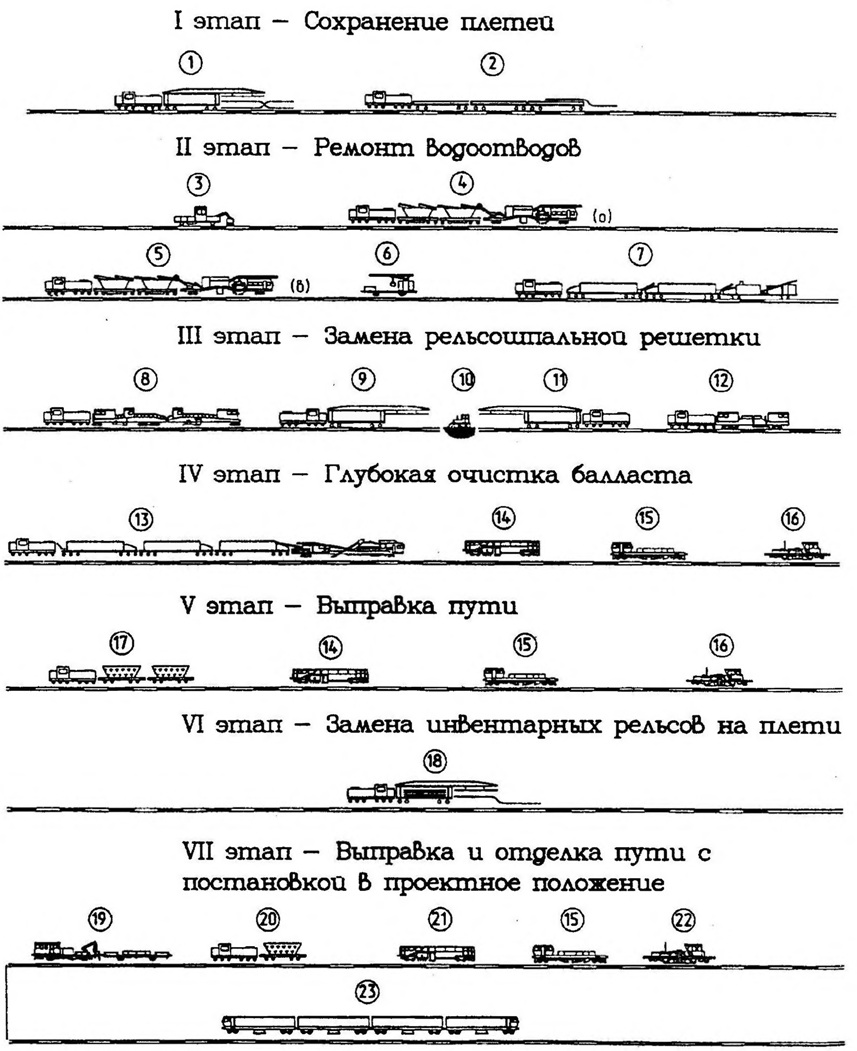
Рабочая технологическая схема производства усиленного капитального ремонта бесстыкового пути машинными комплексами:
1 —замена старогодных плетей инвентарными рельсами краном УК-25/9-18;
2 — уборка плетей с перегона; 3 — расчистка рабочих площадок от кустарника кусторезом; 4 — уборка с обочины лишнего балласта машиной СЗП-600; 5 — разработка траншей машиной СЗП-600 для укладки лотков и дренажей; 6 — укладка лотков МПТ;
7 — засыпка траншеи дренирующим грунтом; 8 — подъемка рельсошпальной решетки с обрушением балласта в ящики; 9 — разборка рельсошпальной решетки краном УК-25/9-18; 10 — срезка верхнего слоя балласта бульдозером и БМС с образованием валов у торцов шпал; 11 — укладка рельсошпальной решетки краном УК-25/9-18;
12 — выправка пути ВПО-3000; 13 — глубокая очистка балласта от засорителей машиной RM 76 или RM 80; 14 — выправка пути ВПР-02; 15 — стабилизация пути динамическим стабилизатором ДСП; 16 — оправка балластной призмы ПБ; 17 — выгрузка балласта из хоппер-дозаторов для выправочных работ; 18 — замена инвентарных рельсов’ на сварные плети; 19 —уборка лишнего балласта у опор контактной сети автомотрисой АГД; 20 — выгрузка щебеночного балласта для. отделочных работ; 21 — выправка пути в плане и профиле машиной «Дуоматик» с постановкой его в проектное положение; 22 — отделка балластной призмы ПБ; 23 — шлифовка рельсов рельсошлифовальным поездом РШП
В 1998 г. в качестве эксперимента специалисты Московской дороги, Мосжелдорпроекта и ПТКБ путейского главка МПС совместно подготовили пилотный проект рабочего технологического процесса УКР на направлении Москва—-Красное. На каждый из 82 объектов они составили миниатюрный рабочий технологический процесс. Конечно, проектировщикам и технологам прибавилось забот, но зато заметно повысился уровень организационной работы в ПМС и на отделениях дороги, улучшилось качество оздоровления пути и резко возросла производительность и используемость дорогостоящей техники.
Инженерно-техническая подготовка участка, создание задела для сборки новой рельсошпальной решетки, заготовка балластных материалов, ремонт машин и механизмов и комплектование их в комплексы к сезону работ проводятся в основном по уже опробованной системе.
Все ПМС сохраняют плети по единой технологической схеме, которая, к сожалению, слишком громоздкая и дорогостоящая из-за большой трудоемкости и неэффективного использования рельсовозного состава. Новаторы ПМС-149 и ПМС-151 Куйбышевской дороги несколько лет совершенствовали технологию. В результате им удалось механизировать откручивание и закручивание гаек клеммных болтов, сдвижку старогодных плетей внутрь колеи и укладку инвентарных рельсов на подкладки. Старогодные плети, сдвинутые внутрь колеи, теперь грузят на платформы путеукладочного состава попарно, всего шесть штук. Длина плетей может достигать 800 м. Четырехосные платформы оборудованы УСО и каждая из них — двумя дополнительными роликовыми обоймами, расположенными по оси портала. В состав включены локомотив; моторная и роликовые платформы; роликовая платформа с противокантовочным устройством, которую устанавливают третьей от укладочного крана; роликовая платформа с замковым устройством для крепления плетей (она расположена второй от путеукладочного крана); передвижная противокантовочная тележка оригинальной конструкции; направляющие салазки. Все новшества — заслуга изобретателей и рационализаторов Куйбышевской дороги. Технология погрузки замененных плетей следующая. Путеукладочным краном выгружают и устанавливают на путь передвижное про-тивокантовочное устройство, которое с помощью металлической штанги прикрепляют к автосцепке крана. В него траверсой крана заправляют концы пары плетей. Кран с тележкой надвигается на плети, их концы укладывают на подвижные салазки и крепят на них. Салазки — это перевернутое звено длиной 10 м с деревянными шпалами. Кран надвигается на плети, салазки передвигают по роликовому транспортеру, и плети со скоростью до 3 км/ч затягиваются на состав. Концевые висячие части плетей окончательно затягивают на состав лебедкой МПД с помощью троса, соединенного с подвижной тележкой. Когда плети целиком лягут на платформу, их концы на салазках раскрепляют, салазки выдергивают из-под концов плетей и тросиком путеукладочного крана возвращают на кран. Погруженные плети крепят в замковом устройстве. В такой же последовательности грузят остальные две пары плетей. Все операции контролирует производитель работ или дорожный мастер. Три машиниста и четыре монтера пути в «окно» продолжительностью 4—4,5 ч грузят на состав три пары плетей. Затем их отвозят к месту последующей укладки тоже по новой технологии (сразу на подкладки), сложившейся в ПМС-149. Замененные плети или плети из сболченных рельсов отгружают на состав по вышеописанной технологии и транспортируют на производственные базы ПМС. При необходимости в это же технологическое «окно» плети сваривают в пути машиной ПРСМ до длины блок-участка. Эффективность такого технологического процесса очевидна, так как полностью отпадает необходимость в дорогостоящем составе для перевозки плетей. Кроме того, не простаивают из-за снижения загрузки путеукладочные краны и составы с роликовым оборудованием. Теперь старогодные плети, которые можно повторно уложить в путь, отправляют по прямому назначению, а не разрезают на отдельные рельсы.
В следующей статье будет рассказано о ремонте водоотводных сооружений.
Ю.А.УГОДНИКОВ, зав. технологическим отделом ПТКБ путейского главка
Источник