
R27 Механизированная поточная линия по ремонту тележек электровозов и тепловозов
На поточных линиях введена максимальная механизация работ на специализированных позициях. Конвейер для транспортировки тележек выполнен непрерывным, что исключает необходимость возврата транспортировочных тележек краном с восьмой позиции на четвертую. Осуществлен нижний отсос газов на сварочной (пятой) позиции, что улучшает удобство работы и не загромождает цех.
На рис. 1 дана планировка поточной линии текущего ремонта ТР-3 тележек тепловозов в депо Тюмень Свердловской железной дороги. Поточная линия ремонта тележек является одним из участков в общем технологическом процессе проведения текущего ремонта ТР-3 тепловозов.
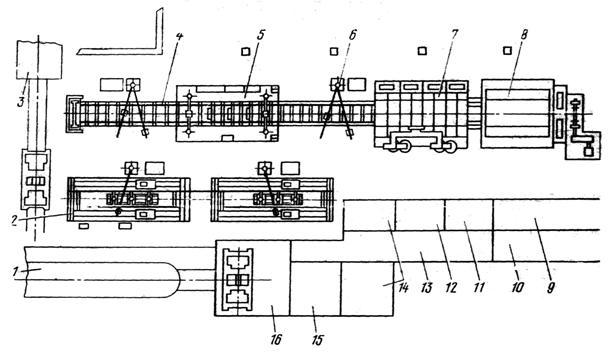
Рис. 1. Поточная линия ремонта бесчелюстных тележек локомотивов в депо Тюмень Свердловской дороги;
1 — позиция выкатки тележек; 2 — позиция разборки и сборки тележек; 3 — позиция мойки рамы тележки; 4 — позиция разборки и проверки рамы; 5 — позиция ремонта рамы; 6 — сборка рамы; 7 — окраска рамы; 8 — сушка рамы; 9 — накопитель колесных пар; 10 — накопитель тяговых электродвигателей; 11 — место для сборки колесно-моторных блоков; 12 —обкатка колесно-моторных блоков; 13 — участок ремонта буксовых узлов и рессорного подвешивания; 14 — накопитель обкатанных колесно-моторных блоков, 15 — место разборки колесно-моторных блоков; 16 — накопитель тележек и рам
В депо Тюмень поточная линия расположена на четырех путях. На первом пути размещена первая позиция подготовки к выкатке и выкатка тележек из-под секции тепловоза. Здесь производят отсоединение лестницы от рамы кузова для возможности установки домкратов ТЭД-30, вентиляционных патрубков от тяговых электродвигателей, рукавов от боковых опор, кабелей тяговых электродвигателей, рукавов пескопроводных и воздухопроводных труб, привода скоростемера от буксы, привода ручного тормоза. При помощи приспособления сжимают комплект буксовых пружин.
После подъемки кузова четырьмя электродомкратами ТЭД-30 на высоту, обеспечивающую свободный проход тележек под секцией тепловоза, тележки выкатывают. Используют для этого тяговый электродвигатель секции, подводя к нему питание от деповской сети постоянного тока напряжением 250 В или от сварочного аппарата с напряжением 75 В, а электрическую схему собирают так, как показано на рис. 30.
Для удобства монтажа и демонтажа первая позиция оборудована смотровой канавой и колонками для подключения пневмоинструмента.
На втором пути расположена вторая позиция — разборки тележек. Здесь снимают с рамы поводки букс, продольные тяги рычажной передачи тормоза, брезентовые чехлы с корпусов боковых опор, отсоединяют фрикционные гасители колебаний рессорного подвешивания от букс, сливают смазку из боковых опор и из гнезда в шкворневой балке, демонтируют гнезда, верхние опоры и обоймы с роликами из боковых опор, пескопроводные трубы и пружины рессорного подвешивания.
Другой фрагмент реферата
Монтажные тележки (рис. 5) размещены в боковых приямках глубиной 570 мм и шириной 1070 мм. На тележке смонтированы гайковерт, механизм передвижения, разобщительный кран, домкрат, оборудование гидросистемы, пульт управления, быстроразъемное соединение.
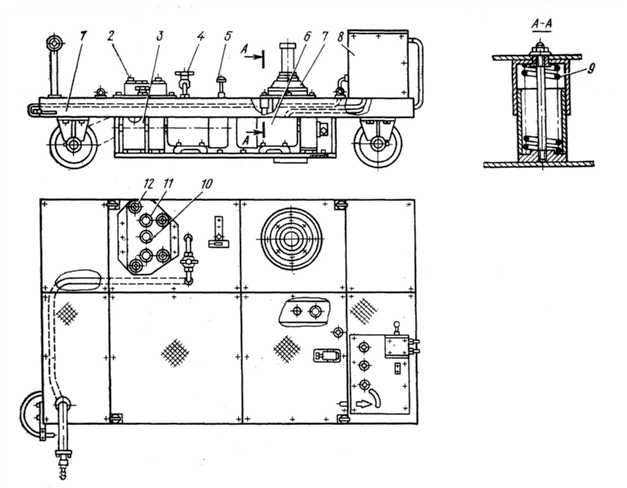
Рис. 5. Монтажная тележка:
1—тележка; 2 — гайковерт; 3 — механизм передвижения; 4 — разобщительный кран; 5 — рукоятка для реверсирования гайковерта; 6 — гидроагрегат; 7 — домкрат; 8 — пульт управления; 9 — амортизатор; 10 — вал — шестерня центральной передаточной коробки; 11 — паразитная шестерня; 12 — вал-шестерня под ключ гайковерта
Рама тележки изготовлена из фасонного и листового проката. К ней прикреплены четыре кронштейна с запрессованными бронзовыми втулками, служащими подшипниками для двух осей с колесами. На ведущей оси насажена звездочка. Механизм передвижения служит для перемещения монтажной тележки. Он состоит из электродвигателя и редуктора, соединенных между собой муфтой и установленных на общей плите. На выходном валу редуктора насажена звездочка, которая при помощи цепи передает вращение ведущей оси.
Многошпиндельный гайковерт служит для отворачивания и заворачивания болтов буксовых поводков. Он состоит из передаточной коробки и привода — пневматического реверсивного гайковерта. Передаточная коробка установлена на верхнем листе рамы и состоит яз корпуса, центрального вала-шестерни, который передает вращение четырем валам-шестерням через две паразитные шестерни. Модуль шестерни m=4, число зубьев у валов-шестерен n=17. Все валы установлены в бронзовых втулках, смазываемых через масленки, ввернутые в торцы валов. Выходные концы валов-шестерен выполнены квадратными, а их расположение соответствует расположению болтов буксовых поводков. Поэтому без передвижки тележки при помощи ключей, надеваемых на квадратные выходные концы, можно отвернуть четыре болта.
Пневматический реверсивный гайковерт установлен на плите, подвешенной на трех шпильках, укрепленных к верхнему листу рамы. Поскольку гайковерт расположен под рамой, реверсирование его осуществляется рукояткой через два шкива с закрепленным к ним тросиком. Воздух к гайковерту подводится через разобщительный кран, установленный на раме.
Домкрат состоит из цилиндра, пустотелого штока, в отверстия которого вставляются сменные головки. Уплотнение штока в цилиндре осуществляется двумя резиновыми манжетами, установленными на двух бронзовых полукольцах, а в крышке — одной резиновой манжетой. Цилиндр подвешен к раме тележки на четырех амортизаторах. При нагружении домкрата пружины сжимаются и цилиндр опирается на рельс, по которому передвигается тележка. Таким образом, нагрузка при работе домкрата передается на рельсы, а не на тележку.
Гидроагрегат обеспечивает подачу масла в цилиндр домкрата и состоит из насоса высокого давления и электродвигателя, соединенных между собой муфтой и установленных на общей плите. К гидроагрегату подсоединено гидрооборудование, которое включает в себя трубопроводы, фильтр 8-80-1К (ГОСТ 21329—75), предохранительно-разгрузочный клапан М-КП (Q = 40 л/мин), гидрораспределитель (Q = 40 л/мин). Соединение с домкратом осуществлено при помощи двух рукавов высокого давления. Бак для масла установлен на общем кронштейне с гидроагрегатом и расположен под настилом тележки.
Пульт управления обеспечивает управление гидравлическим домкратом и механизмом передвижения. Внутри пульта смонтирована пусковая электроаппаратура, панель с предохранителями и гидрораспределитель. На верхней панели пульта смонтированы кнопки управления и пакетный выключатель. На боковой панели расположен штепсельный разъем, который соединяет пульт с гибким кабелем.
В масляный бак заливают индустриальное масло (ГОСТ 20799—75). Предохранительно-разгрузочный клапан регулируют на давление в магистрали 6 МПа.
При помощи быстроразъемного соединения тележку подключают к воздушной сети депо. При установке пакетного выключателя в положение «Вкл.» на панели пульта загорается сигнальная лампочка, что свидетельствует о наличии напряжения на пульте.
Для отворачивания или заворачивания болтов тележку подводят к демонтируемой буксе таким образом, чтобы два крайних шпинделя гайковерта встали против двух соответствующих болтов поводка. Надевают на квадратные головки выходных концов гайковерта ключ и заправляют его на головку болта. Ручку реверса устанавливают в положение «Отворачивание» («Заворачивание»), открывают разобщительный кран на воздушной магистрали и производят отворачивание (заворачивание) болта.
Для запрессовки буксового поводка в клиновидные пазы подводят тележку таким образом, чтобы шток домкрата стал под поводок буксы. Вставляют в шток опору. Включают насос и при помощи ручки управления гидрораспределителя, установленной в положение «Подъем», производят подъем штока и запрессовку поводка. Для возврата штока в исходное положение ручку гидрораспределителя устанавливают в положение «Опускание». После прекращения работы ручку гидрораспределителя устанавливают в нейтральное положение и кнопкой выключают электродвигатель насоса.
Кроме того, домкрат позволяет поджать раму тележки, сделать натяжку поводка и легкими ударами молотка освободить поводок от рамы. На электровозах ВЛ10 и ВЛ80к при разборке и сборке тележки домкратом поджимают листовую рессору для разгрузки валика при его выемке или постановке.
Работа содержит 10 штук качественно отсканированных картинок различных средств механизации, применяемый при ремонте тележек электровозов и тепловозов. Может быть полезна студентам при написании курсовых проектов.
Источник
Схема работы поточной линии по ремонту тяговых электродвигателей
Поточные линии по ремонту тяговых электродвигателей (рис. 10) представляют собой конвейер, в определенной последовательности которого установлено оборудование, необходимое для выполнения ремонта по позициям /—XII согласно технологическому процессу (римскими цифрами I—XII обозначены позиции ремонта остовов, Я1—Я8 — позиции ремонта якорей). На позициях 10, 16, 17, 20, 26, 27, 31, 33 выполняют ремонт подшипниковых щитов, а на позициях 12, 13, 14 — ремонт шапок моторно-осевых подшипников. Колесно-моторный блок разбирают в цехе ремонта тепловоза. Снятые шапки после мойки передают на площадку-накопитель 14, с которой консольным краном 13 перемещают на стенд 12 для ремонта. Электродвигатель передают на I позицию, где установлена моечная машина. После обмывки электродвигатель при помощи тележки 9 передают на II позицию. Здесь определяют объем дополнительных работ, подготавливают к разборке и передаче с тележки на конвейер. Эта позиция оборудована гидравлическим прессом 2 для снятия шестерни, пневматическим гайковертом 6, вибрографом для предварительной проверки качества балансировки якоря, колонкой 5 для подсоединения проводов и проверки электродвигателя на холостом ходу, домкратом 4. Если электродвигатель по каким-либо причинам не может быть передан на конвейер, его отставляют на подставку 8.
После выполнения необходимых подготовительных работ на позиции II домкрат, поднимаясь вверх, берет на себя двигатель и, опускаясь, устанавливает его на раму конвейера 59 для перемещения на III позицию.
На III позиции электродвигатель разбирают. Эта позиция оборудована укосиной и консольным краном 7, на котором подвешен пневматический гайковерт, приспособлением для выпрессов-ки подшипниковых щитов 1 и выемки якоря из остова в горизонтальном положении, индукционным нагревателем 3 для снятия лабиринтных колец. С этой позиции якорь краном передают на поточную линию ремонта якорей 18, а подшипниковые щиты по рольгангу 10 в моечную машину 16. Остов перемещают на позицию IV конвейера для продувки и очистки в камере 60.

После обдувки остов перемещают по конвейеру на позицию V, где выполняют ремонт электрической и механической частей, сменяют поврежденные катушки, болты, щеткодержатели и т. д.
На позиции VI остов в кантователе 58 поворачивают для проверки и устранения неисправностей, а затем мостовым краном переставляют на передаточную тележку 52, которая перемещает его в пропиточно-сушильное отделение (позиция VII). После пропитки и сушки в печи 41 остов мостовым краном 42 устанавливают вновь на тележку 43, вывозят из пропиточно-сушильного отделения, передают в пробивную ячейку 40 (позиция VIII), где катушки полюсов испытывают на пробой. После испытания конвейер сборки 59 забирает остов и перемещает по своим позициям.
IX и X позиции сборочные. Здесь вводят якорь, устанавливают подшипниковые щиты. Для выполнения этих работ позиции оборудованы примерно такими же приспособлениями, как и позиции I и II, с той лишь разницей, что вместо приспособления для выпрессовки подшипниковых щитов на подставках установлены индукционные нагреватели 36 и 48 для нагрева горловин остовов перед установкой в них щитов. Гайковертом 47, подвешенным на укосине 46, завертывают болты. После сборки тяговый электродвигатель перемещают на позицию XI, оборудованную колонкой 49, для проверки на холостом ходу. На холостом ходу прирабатывают щетки, прослушивают подшипники, проверяют качество сборки. При удовлетворительном состоянии всех узлов электродвигатель передают на испытательную станцию 32, после чего возвращают краном на позицию XII конвейера.
На позиции XII электродвигатель окрашивают, в шкафу 50 греют шестерню, надевают ее на конус вала и закрепляют. Заливают головки болтов компаундной массой, разогретой в шкафу 51, а затем домкратом электродвигатель переставляют на транспортную тележку 30 для доставки в цех ремонта тепловоза на участок сборки колесно-моторных блоков.
Линии ремонта якорей 18 и щитов находятся параллельно линии ремонта остовов.
Линия ремонта якорей начинается с накопителя на шесть якорей. На позиции Я1 якорь продувают в камере 19. При этом якорь приподнимают подъемочным устройством с роликами и вводят в камеру, через сопла которой поступает воздух. Резиновые ролики, на которых лежит якорь, вращают его для того, чтобы обдуть по всей поверхности. Пыль при этом отсасывается по каналу 15. После обдувки ролики подъемного устройства опускаются и якорь ложится на накопитель, камера поднимается выше и якорь получает возможность перекатываться дальше.
Позиция Я2 оборудована подставкой 22 для механического ремонта якорей; на ней дефектоскопируют и снимают внутренние кольца подшипников. Эта позиция оборудована подъемным устройством 28 с резиновыми роликами для приподнимания якоря, индукционным нагревателем 21 для снятия колец подшипни ков и магнитным дефектоскопом 23. Затем тележкой 24 перемещают якорь на позицию ЯЗ с подставкой 25, предназначенную для проверки межвиткового замыкания, качества пайки петушков, целостности бандажей, плотности посадки клиньев, исправности ленточных бандажей, миканитового конуса. Если якорь требует замены бандажей, его передают на участки, где установлены станки. Если же этих работ не требуется, то якорь кантуют на кантователе 29, краном устанавливают на самоходную тележку и направляют в пропиточно-сушильное отделение (позиция Я4). После пропитки и сушки якорь на тележке направляют на позицию Я5 с Тіробивной ячейкой 40 для проверки электрической прочности.
Выдержавшие испытание якоря передают на позицию Яб для обработки коллектора. На унифицированном станке 39 производят проточку и продорожку, снятие фасок с пластин и шлифовку коллектора. После этого якорь краном передают на балансировочный станок 38, а затем на накопитель 37 (позиция Яба) для осмотра и проверки качества выполненного ремонта. На позиции Я7, оборудованной импульсной установкой 35, якорь проверяют на межвитковое замыкание. На позиции Я8 на вал якоря надевают подшипниковый щит с запрессованным в него подшипником (со стороны шестерни). Отсюда якорь берут тельфером при помощи специального чалочного приспособления и передают на конвейер линии сборки 34 в горизонтальном положении и вставляют в осїов. Перед этим горловина остова должна быть нагрета индукционным нагревателем 36 для постановки щита, а подшипниковый щит со стороны коллектора установлен и закреплен.
Линия ремонта подшипниковых щитов, смонтированная вдоль стенки цеха параллельно линии ремонта якорей, находится вне подкранового поля. Щиты на ней перемещаются на вращающихся рольгангах 10, а в конце линии размещен подвесной конвейер-накопитель 31, который принимает отремонтированные щиты. Противоположная сторона подвесного конвейера-накопителя со столом 33 находится в поле действия укосины, которая передает их на участок сборки. На линии ремонта щитов размещены моечная машина 20, пресс для выпрессовки подшипников 16, два конвейера-кантователя 17 (один установлен перед моечной машиной, другой — для чистых щитов после моечной машины). В шкафу 26 нагревают кольца подшипников перед сборкой. Восстановление посадочных размеров щитов (наплавку и обработку) производят в заготовительном цехе.
Источник