Ремонт тележек на поточно-конвейерной линии
РЕМОНТ ТЕЛЕЖЕК ГРУЗОВЫХ И ПАССАЖИРСКИХ ВАГОНОВ
Технологический процесс ремонта тележек модели 18-100 (ЦНИИ-ХЗ)
В практике работы вагоноремонтных предприятий применяется целый ряд технологических процессов ремонта тележек. прежде всего, они разделяются на стационарный и поточный методы.
Ремонт тележек стационарным методом осуществляется практически во многих депо одинаково. Этот метод мало эффективен и поэтому в передовых депо и на ВРЗ применяют поточный метод, но с различными особенностями, зависящими от местных условий.
Ремонт тележек в вагонном депо поточным методом.
Выкаченные из-под вагонов тележки по поперечному пути либо с помощью трансбордера или мостового крана подают на путь приема тележек в ремонт.
Если это возможно по местным условиям, каркас тележки снимают с колесных пар мостовым краном и передают на первую позицию поточно-конвейерной линии ремонта тележек (ПКЛ), а колесные пары прокатываются дальше по поперечному пути в колесно-роликовый участок.
На позиции 1 мостовым краном снятый каркас тележки устанавливают нижней частью надрессорной балки на каретку ПКЛ и начинается процесс разборки тележки. Здесь производится снятие шкворня, отворачиваются или срезаются болты, крепящие колпаки скользунов, снимаются колпаки с прокладками, разбираются комплекты пружин и фрикционных клиньев.
По окончании этих работ каркас тележки транспортирующим органом перемещается в моечную машину (позиция 2), где производится очистка и обмывка тележек.
На позиции З производится разборка рычажной передачи и снятие триангелей. Для этого удаляются валики вертикальных рычагов, что позволяет удалить сами вертикальные рычаги, подосную тягу, а затем триангель вместе с башмаками и колодками.
На позиции 4 специальным устройством раздвигают боковые рамы с надрессорной балки и укладывают на дефектоскопную установку.
В настоящее время наиболее эффективными методами неразрушающего контроля являются вихретоковый метод контроля дефектоскопом ВД-I2НФ и феррозондовый.
Феррозондовый способ лучше вписывается в поточно-конвейерный метод ремонта.
С помощью этих методов выявляются все усталостные дефект в виде трещин в боковых рамах и надрессорных балках.
Кроме этого на данной позиции производится осмотр боковых рам и надрессорных балок с целью выявления отколов, ослабления заклепок фрикционных планок и измерения размеров тележек в изнашиваемых зонах .
Сборочные единицы с трещинами бракуются в соответствии с требованиями, а детали со сверхдопустимыми износами снимаются ПКЛ и передаются в соответствующие технологические участки, производится наплавка и механическая обработка этих поверхностей, а также смена фрикционных планок и втулок кронштейнов для валиков подвески башмаков.
После выполнения перечисленных работ боковые рамы и надрессорные балки передаются на позицию 5.
Позиция 5 — это позиция начала сборочных работ. На опор каретки конвейера устанавливают надрессорную балку, на концы которой навешивают боковые рамы. На нижний пояс рессорного проема устанавливают пружины и фрикционные клинья.
Позиция 6 — предназначена для сборки рычажной передачи. Здесь производится установка триангелей, заводят подвески в гнезда башмаков, устанавливают валики в отверстия подвесок и кронштейнов боковых рам, устанавливают тормозные колодки,
вертикальные рычаги, которые соединяются распорной тягой.
Позиция 7— производится соединение установленных на шестой позиции сборочных единиц рычажной передачи с помощь валиков серьги с державкой мертвой точки и вертикальными рычагами, соединяют вертикальные рычаги между собой, с триангель и другими деталями, со смазкой всех шарнирных соединений.
Позиция 8 — предназначена для установки колпаков скользунов, шкворней, сдачи каркаса тележки приемщику и установки каркаса тележки на колесные пары.
Позиции 9 и 10— производится соответственно окраска и сушка тележек.
Операции окраски в депо в основном производятся вручную, а сушка непосредственно в цехе. На ВРЗ имеются специальные окрасочно-сушильные агрегаты.
Ремонт тележек пассажирских вагонов
Ремонт тележек пассажирских вагонов КВЗ-ЦНИИ производится в соответствии с требованиями руководящей технической документации, в которой установлены объемы и характеристики работ по восстановлению всех узлов тележек.
Тележки пассажирских вагонов ремонтируются либо стационарным, либо поточным методами. Поточный метод более производительный метод за счет лучшей организации труда, более высокой степени механизации производственных процессов. Однако в силу сложившейся ранее структуры производственных помещений, он не всегда может быть применим.
Ремонт тележек на поточно-конвейерной линии
На различных вагоноремонтных заводах ремонт тележек (разборка, ремонт узлов и сборка) в зависимости от местных условий может производиться по нескольким вариантам.
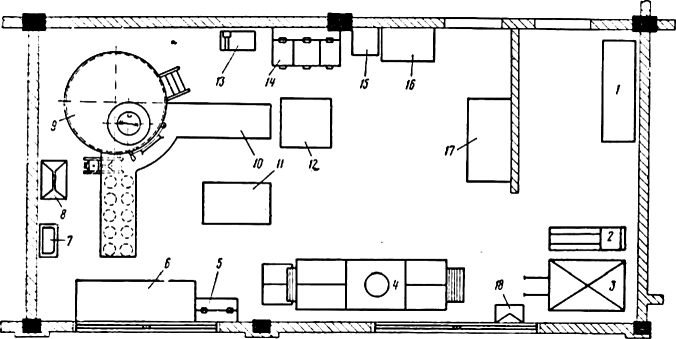
Один из вариантов поточно-конвейерной линии создан по принципу П-образного потока в соответствии со сложившейся планировкой основных производственных участков. Схема такой ПКЛ представлена на рис. 1.
На позиции 1 производится разборка тележек на двух стойлах, из которых на первом снимают тормозную рычажную передачу, разбирают центральное подвешивание, отвертывают гайки шпинтонов и снимают раму тележки с колесных пар, колесные пары переставляют на путь 21 и передают через тамбур 1 в колесный цех.
Трудоемкая ручная работа по отвертыванию гаек шпинтонов механизирована за счет применения электрических гайковертов 2, передвигаемых по рельсам над приямками (котлованами) 3, устроенными для удобства работы.
 |
Рис. 1. Планировка ПКЛ для ремонта тележек пассажирских вагонов
С первого стойла раму тележки мостовым краном переставляют на второе стойло и опускают на металлические тумбы 5, где в более удобном положении снимают тормозные башмаки с подвесками.
При разборке тележек все гайки отвертывают пневматическим гайковертом, подвешенным на поворотную консоль 4.
На II позиции рама тележки и вместе со снятыми узлами и деталями очищается от грязи на конвейерно-моечной машине 6, на которую загружают и снимают раму, узлы и детали мостовым краном 14.
После обмывки раму снимают с конвейера моечной машины и переставляют на III позицию для окончательной разборки и снятия тормозных траверс, предохранительных скоб, оставленных на раме с целью более качественной обмывки. На этой же позиции очищают скрытые места рамы, неподдающиеся очистке в моечной машине.
Промытые детали центрального подвешивания и рычажной передачи после осмотра и сортировки отправляют с III позиции на электрокарах для ремонта в ремонтно-комплектовочный цех, пружины — в рессорное отделение, а надрессорные балки — на стеллажи 7 и 8, установленные в тележечном отделении.
Отремонтированные надрессорные балки укладывают на стеллаже 11, а болты и другие мелкие детали — на стеллаже 12. Все производственные и подъемно-транспортные операции при ремонте и комплектовке надрессорных балок механизированы путем применения электрифицированного локтевого крана 9.
После окончательной разборки рама тележки мостовым краном передается на следующую позицию или на участок наплавочных работ 10. При необходимости рамы тележек укладываются на столы 13 в ожидании дальнейшего ремонта.
На IV позиции выполняют ремонт рамы, при котором срезают и ставят планки вертикальных скользунов, исправляют погнутые кронштейны вертикальных рычагов и тормозных балочек, рассверливают отверстия и ставят втулки в кронштейны вертикальных рычагов и заменяют изношенные втулки, разделывают и заваривают трещины и поврежденные сварочные швы, снимают и ставят шпинтоны, проверяют раму по базе, диагоналям, как это изображено на рис. 2.2, окрашивают внутренние поверхности балок и навешивают тормозные траверсы с башмаками и колодками.
Для производства этих работ раму тележки устанавливают на один из четырех стендов 16, в котором она может поворачиваться на 180° или устанавливаться наклонно под нужным углом, что необходимо для производства сварочных работ в нижнем положении без потолочных швов, более удобного положения ее при постановке шпинтонов и проверки штихмасом по базе, диагоналям и другим измерениям.
Для механизации снятия и постановки гаек на болты шпинтонов на позиции применяют пневматические гайковерты, подвешенные через пружинные балансиры на поворотные консоли 15.
Отремонтированные рамы тележки мостовым краном 14 снимают со стендов и переставляют на сборочный конвейер 17, на котором расположены сборочные позиции 19 поточно-конвейерной линии.
На V позиции на пневматические фиксаторы 18, смонтированные с обеих сторон конвейера, устанавливают две колесные пары с роликовыми буксами, затем на крылья букс ставят резиновые амортизаторы, пружины и фрикционные гасители колебаний.
Закончив указанные подготовительные работы, раму тележки подают мостовым краном 14 и опускают на колесные пары, после чего на резьбу шпинтонов навертывают на 2-3 нитки гайки, ставят люлечные подвески и пневматическими подъемниками 19 подвешивают поперечную связь.
На VI позиции собирают рычажную передачу тормоза, регулируют тормозные колодки.
На VII позиции устанавливают пружины, надрессорную балку и предохранительные скобы.
Для механизации подачи и постановки на тележку пружин, надрессорных балок и других тяжелых деталей на позиции установлены электрифицированные поворотные консольные краны 20.
На VIII позиции ставят на место и закрепляют корончатыми гайками балочки предохранительных скоб, соединяют тяги вертикальных рычагов и окончательно заворачивают гайки шпинтонов электрическими гайковертами 22, смонтированными в приямках 23.
На этой же позиции производится сдача тележек работникам ОТК.
На IX позиции тележку окрашивают распылителем на специальной установке 24, оборудованной нижним отсосом, вентиляционной и фильтрующей установкой 25.
На X позиции окрашенная тележка просушивается в камере 27, оборудованной терморадиационными плитами, которые нагреваются продуктами сгорания природного газа в выносной топке 26.
В сушильной камере размещены два стойла, на которых тележка просушивается последовательно в течение двух циклов, составляющих 60 мин. Тележки передвигаются в сушильной камере и выкатываются из нее.
Источник
Ремонт вагонов на заводах — Тележечный цех
Содержание материала
Тележечный цех предназначен для ремонта тележек вагонов. Одним из условий ритмичной работы вагоносборочного цеха является наличие оборотного запаса отремонтированных тележек различных типов.
При организации работы тележечного цеха исходят из того, что: тележки под вагонами, как правило, обезличены;
тележки, выкаченные из-под вагонов, подаются в тележечный цех и после ремонта по мере необходимости возвращаются в вагоносборочный цех для подкатки под вагоны;
колесные пары, рессоры и пружины ремонтируются соответственно в колесном цехе и рессорно-пружинном отделении;
детали тележек в зависимости от их количества ремонтируются в самом тележечном цехе или в отделениях ремонтно-комплектовочного цеха, при этом детали являются обезличенными;
для перезаливки подшипников скольжения при тележечном цехе организуется кальцезаливочное отделение;
для демонтажа, монтажа и ремонта роликовых подшипников при колесном цехе организуется роликовое отделение.
Технологический процесс ремонта тележек строится следующим образом.
Тележки, выкаченные из-под вагонов, подаются в тележечный цех и разбираются. При этом колесные пары направляются в колесный цех; узлы и детали тележки очищаются, обмываются и осматриваются для определения необходимого ремонта, а затем направляются в соответствующие отделения или на позиции для ремонта.
Тележки собираются, как правило, с использованием заранее отремонтированных узлов и деталей. Проверенные и окрашенные тележки передаются в вагоносборочный цех для пополнения оборотного запаса или для подкатки под вагоны.
Для выполнения указанных выше операций в тележечном цехе организуются участки: разборочный, моечный, проверки и испытания поясов, ремонта деталей тележек, сборочный и окрасочный.
Рис. 255. Конвейер для разборки тележек
Организация ремонта тележек и выбор технологической оснастки в значительной степени зависят от конструкции и количества ремонтируемых тележек
Выкаченные из-под вагонов тележки подаются на разборочный участок для разборки на стационарных позициях или конвейере (рис. 255). Обычно на конвейере разбираются рамные тележки без колесных пар и обмытые в моечной машине.
Тележки слитыми боковинами или поясные (сборные) обычно разбираются на стационарных позициях, которые оснащаются мостовым краном грузоподъемностью 10 т, позволяющим снимать шкворневые балки, боковины, колесные пары и другие детали, а также поднимать собранные тележки; гайковертами; трубопроводами сжатого воздуха для подключения пневматического инструмента и приспособлений и газорезными аппаратами. Для удобства отвертывания гаек колоночных и буксовых болтов целесообразно тележки при разборке переворачивать. Эта операция может выполняться при помощи специальных захватов к мостовым кранам или стационарными кантователями.
Разборочный участок располагается непосредственно у моечной машины с таким расчетом, чтобы детали после разборки без дополнительной транспортировки могли укладываться на конвейер моечной машины.
Процесс разборки разбивается иногда на две части: вначале рама тележки освобождается от колес и подается в моечную машину, а затем после обмывки окончательно разбирается. Для обмывки тележек грузовых вагонов применяются конвейерные моечные машины типа ММ-10,5, а для тележек пассажирских вагонов — типа ММ16-М (рис. 256). Машины различаются между собой габаритными размерами (цифры 10, 5 и 16 обозначают длину машины в метрах).
Участок определения ремонта деталей и испытания поясов. После разборки и очистки детали тележек осматриваются и проверяются. Для этого вблизи моечной машины со стороны выходного окна организуется площадка со столами, на которую разгружаются детали с конвейера. После осмотра детали в зависимости от состояния направляются для ремонта или, если ремонта не требуется, — на сборочные позиции. На этом же участке производится магнитное испытание поясов тележек.

Рис. 256. Моечная машина типа ММ16-М для обмывки тележек пассажирских вагонов
Места у поясов, подвергающиеся испытанию, предварительно очищаются до металлического блеска; для этой цели могут применяться пескоструйные, гидропескоструйные установки или переносный дробеструйный аппарат. Очистка с использованием сухого песка может производиться только в герметических камерах с мощной вентиляцией; такие камеры устраиваются обычно вне цеха, что связано с необходимостью дополнительной транспортировки поясов. Гидропескоструйная или дробеструйная очистка может быть организована непосредственно в цехе.
Место магнитного испытания оборудуется специальными стеллажами для укладки поясов, магнитным дефектоскопом, общим и местным освещением, а также индивидуальным подъемником.
Участок ремонта деталей и узлов.
Для сокращения транспортировки целесообразно организовать ремонт тяжелых деталей и узлов тележки (рама боковины, опорные и надрессорные балки) непосредственно в тележечном цехе. Остальные детали ремонтируются в отделениях ремонтно-комплектовочного цеха.
Участок для ремонта рам тележек цельнометаллических вагонов оборудуется стендом-кантователем, при помощи которого рама тележки может быть повернута на 180° вокруг продольной оси с фиксированием ее в любом промежуточном положении. Такой поворот необходим при замене шпинтонов, выполнении сварочных работ, чтобы избежать потолочной сварки, и производстве других работ. При ремонте челюстных тележек на участке устанавливается стенд- кондуктор для проверки базы, буксовых челюстей рамы и постановки наделок.
На участке выделяются также места для установки рам тележек при ремонте. Отремонтированные рамы передаются на сборочный конвейер или позиции сборки.
В тележечном цехе, где ремонтируются сборные тележки, выделяются специализированные рабочие места для ремонта боковин тележек, надрессорных балок, поперечных связей. Позиция ремонта надрессорных балок оснащается кантователем для установки и поворота балки при выполнении электросварочных работ, кондуктором и пресс-скобой для клепки подпятников и кронштейнов мертвых точек, установкой с полуавтоматическим сварочным аппаратом для наплавочных работ и специальным станком типа Дарницкого вагоноремонтного завода для расточки подпятниковых мест.
Позиция для ремонта поперечных связей оборудуется пресс-скобой для клепки предохранительных угольников, стеллажами для укладки связей при электросварке, переносно-шлифовальной электрифицированной машинкой для зачистки мест сварки.
На позиции ремонта литых боковин тележек устанавливается стол для укладки боковин при электронаплавке, фрезерный станок для обработки наплавленных мест, радиальносверлильный станок для рассверливания отверстий в кронштейне валика подвески тормозного башмака.

Рис. 257. Поточная конвейерная линия для сборки тележек грузовых вагонов: I—VII—позиции потока; 1 — тяговая цепь конвейера; 2 — захваты конвейера; 3 — обратная цепь конвейера; 4 — тяговая станция конвейера; 5 — гайковерт; 6 — вентиляционная камера для отсоса загрязненного воздуха при окраске тележки; 7 — камера для сушки тележек после окраски
Все ремонтные позиции оборудуются розетками для подключения электрифицированного инструмента, точками для подключения пневматического инструмента, электрогорном и электросварочной аппаратурой. Для транспортировки деталей и узлов применяются мостовые краны, кран-балки, а также рольганги и пластинчатые транспортеры, а при объеме работ более 20 тыс. тележек в год — подвесные конвейеры.
Участок сборки тележек. Тележки могут собираться на поточных линиях и стационарных позициях. Наиболее прогрессивным методом является сборка на поточных линиях с применением механизированного конвейера с оборудованием отдельных позиций соответствующей оснасткой.
Сборка тележек грузовых вагонов на поточной конвейерной линии (рис. 257) производится на рельсовых путях, уложенных для удобства работ над уровнем пола на высоте 300—400 мм, между которыми смонтирована тяговая ветвь конвейера. В конце конвейерной линии смонтированы окрасочная и сушильная камеры, позволяющие окрашивать тележки сразу же после сборки.
Конвейер совершает пульсирующее возвратно-поступательное движение. Управление конвейером осуществляется автоматически при помощи командного аппарата, который регулируется на заданный ритм.
Перечень работ, выполняемых на позициях конвейерной линии, приведен в табл. 47.
Производительность конвейера зависит от ритма потока и определяется выражением

(57)
где Ф — рабочий фонд времени позиции конвейера в ч за определенный период;
R — ритм потока в ч;
п — число тележек на одной позиции.
Практически ритм потока на сборке может быть принят в размере
0,2 — 0,25 ч.
Число позиций на поточной линии равно  где t — общая продолжительность сборки тележки.
где t — общая продолжительность сборки тележки. 
Рис. 258. Полупортальный кран, обслуживающий сборочный конвейер тележек 
Рис. 259. Поворотно-опускная платформа для приема тележек с конвейерной линии электрифицированными
Позиции поточно-конвейерной линии оснащаются станком для расточки подшипников, стендом для приработки подшипников к шейкам осей, пневматическими подъемниками для удержания надрессорной балки и поясов тележки, гайковертами для завертывания гаек на буксовые и колоночные болты, кран-балкой, консольным или полупортальным краном (рис. 258) с тельферами или пневматическими подъемниками.
Для опускания собранных тележек на уровень пола в конце конвейера устраивается опускная пневматическая или электрифицированная платформа (рис. 259).
Таблица 47
Перечень работ, выполняемых на позициях конвейерной линии
| № позиций (рис. 257) |