Методы ремонта




![]()
![]()
Под методами ремонта понимают совокупность технических и организационных правил выполнения операции ремонта оборудования. Использование различных методов ремонта обусловлено следующими факторами: количественным составом и разнотипностью оборудования на предприятиях, его конструктивными особенностями, ремонтопригодностью, производственными условиями проведения ремонтов, производственной программой ремонтных предприятий ремонтных предприятий и т.д. в связи с этим ремонт оборудования может проводиться следующими организационно-технологическими методами: обезличенным, необезличенным, агрегатным и поточным.
При обезличенном методе ремонта снимаемые с машин сборочные единицы и детали при необходимости заменяют новыми или отремонтированными, полученными со склада.
При необезличенном (индивидуальном) методе в ремонт ставится полнокомплектная машина. Снимаемые с нее сборочные единицы и детали после ремонта устанавливают на ту же машину. В результате этого сборочные единицы и детали не обезличиваются и тем самым более полно используется их ресурс. На рис. 13.2 приведена схема технологического процесса ремонта машин необезличенным методом. Общую продолжительность ремонта этим методом определяют продолжительностью разборочно-сборочных операций и операций по ремонту и изготовлению необходимых деталей. Метод применяют на предприятиях с небольшим числом машин различных типов. Недостаток необезличенного метода ремонта – большая продолжительность простоя машин в ремонте.
Сущность агрегатного (сменно-узлового) ремонта заключена в том, что ремонтное предприятие, имея определенный оборотный фонд обезличенных сборочных единиц и агрегатов, разбирает ремонтируемую машину на отдельные агрегаты (сборочные единицы), выполняет ремонт базисных деталей и производит сборку машины из сборочных единиц и агрегатов оборотного фонда (рис. 13.3). Снятые с машины сборочные единицы и агрегаты ремонтируют, а затем направляют на склад ремонтной базы. Разделение по времени и месту выполнения разборочно-сборочных работ, а также работ по ремонту и изготовлению деталей между специализированными бригадами позволяет повысить их качество, снизить стоимость и сократить сроки ремонта. Таким образом, в этом случае продолжительность ремонта машин определяется длительностью разборочно-сборочных операций и не зависит от продолжительности восстановления и изготовления деталей.

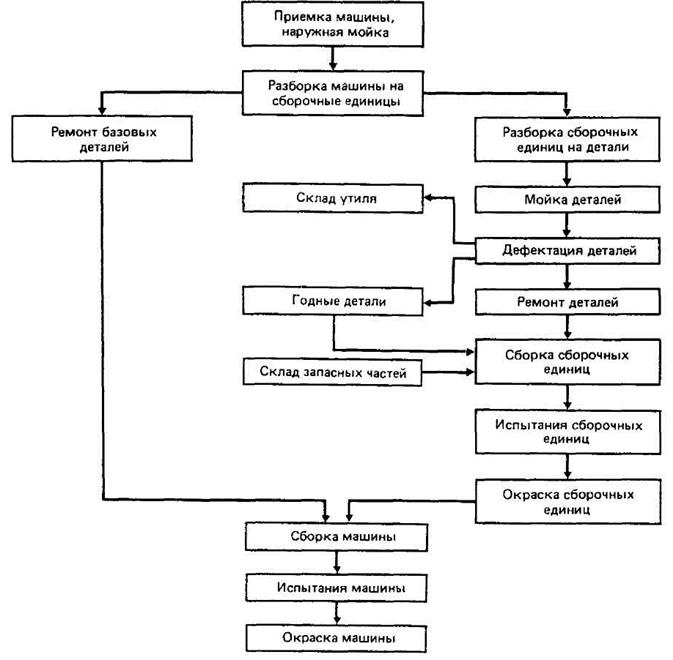
Рис. 13.2. Схема технологического процесса ремонта машин необезличенным методом
Сменно-узловой метод ремонта возможен только при полной взаимозаменяемости сборочных единиц, агрегатов, а также наличии оборотного фонда. Его целесообразно проводить при ремонте однотипных машин.
Величину оборотного фонда рассчитывают, исходя из обслуживаемого парка машин, периодичности замены сборочных единиц, агрегатов, а также времени, затрачиваемого на их ремонт и транспортирование. Чем меньше времени отводится на проведение ремонтов, тем больше новых или отремонтированных сборочных единиц и агрегатов должно быть в оборотном фонде. Обеспечивая все категории ремонта машин, оборотный фонд вместе с тем должен быть минимальным.
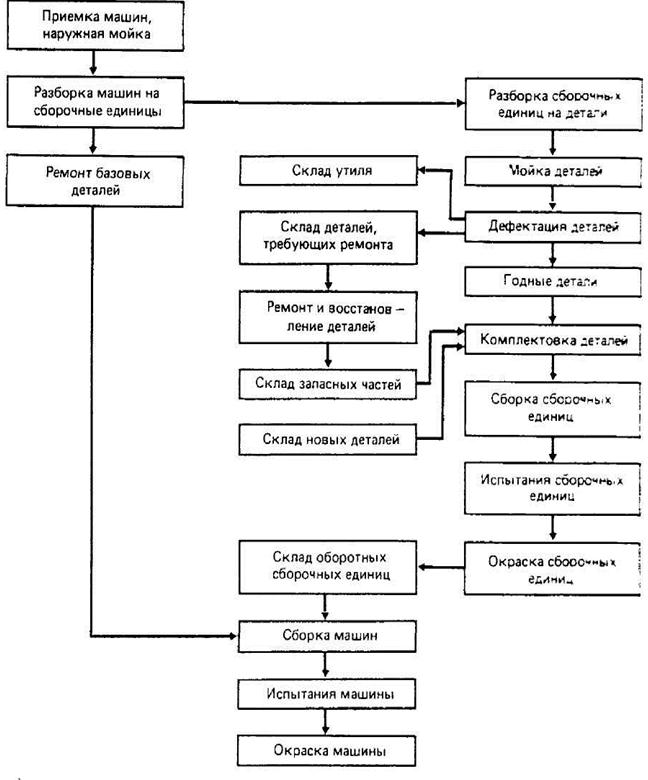
Рис. 13.3. Схема технологического процесса ремонта машин сменно-узловым методом
При сменно-узловом методе ремонта целесообразно использовать комплекты сборочных единиц. ковши в сборе с днищем и коромыслом, рукояти, роторы в сборе с ковшами, стрелы в сборе с блоками и механизмом напора, двигатели, редукторы, генераторы.
Метод ремонта со сменно-узловой заменой изношенных частей. Сущность метода заключается в том, что в течение ремонтного цикла в сокращенные плановые остановки машин заменяют все основные сборочные единицы. Это позволяет сократить до минимума продолжительность капитальных ремонтов, а в ряде случаев и совсем их исключить. Внедрению такого метода ремонта должна предшествовать разработка обоснованных ремонтных циклов для машин, установление размера оборотного фонда запасных частей, определение номенклатуры и количества ремонтных и транспортных средств.

При поточном методе ремонта весь технологический процесс восстановления деталей и сборочных единиц, агрегатов и машин осуществляют на-поточных линиях. Сборочные единицы и агрегаты собираются из восстановленных или изготовленных деталей. Сборку машин осуществляют из готовых (собранных) обкатанных и испытанных сборочных единиц и агрегатов. Линии ремонта, сборки и обкатки сборочных единиц и агрегатов размещают в технологической последовательности возле линий общей сборки машины. Поточный метод ремонта характеризуется непрерывностью технологического процесса, обеспечивающего ритмичность производства, что достигается: расчленением технологического процесса ремонта на равные или кратные по трудоемкости и продолжительности операции; закреплением операций за рабочими местами; одновременным выполнением операции на рабочих местах; передачей с минимальными перерывами ремонтируемых объектов с одного рабочего места на другое. Этот метод ремонта обеспечивает высокую производительность работы ремонтного предприятия, широкую специализацию оборудования и производственных рабочих, механизацию и автоматизацию процесса ремонта машин, благодаря чему продолжительность простоя машин в ремонте и его стоимость сокращаются. Метод целесообразно применять на ремонтных предприятиях, где ежегодно ремонтируют большое число однотипных машин.
Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют сборку объектов только из готовых отремонтированных и обкатанных сборочных единиц и агрегатов, полученных с других заводов.
Индивидуальный метод ремонта в большинстве случаев осуществляется комплексными бригадами, а сменно-узловой и поточный – специализированными.
В комплексных бригадах отсутствует узкая специализация рабочих по выполнению определенных ремонтных операций, поэтому возникает необходимость в рабочих высокой квалификации, имеющих несколько специальностей.
Источник
Узловой и поузловой методы ремонта оборудования.
Узловой метод ремонта заключается в том, что требующие ремонта сборочные единицы (узлы) оборудования снимают с машины и заменяют запасными (новыми или отремонтированными). Данный метод наиболее эффективен на предприятиях со значительным количеством однотипного оборудования, а также в условиях поточно-массового производства. Метод имеет следующие преимущества: резко сокращаются простои оборудования в ремонте, время которого в этом случае затрачивается на снятие узла с машины и установку запасного, что позволяет сохранить режим производственного цикла; появляется возможность централизованного ремонта узлов на специализированных рабочих местах, оснащенных необходимыми (в том числе специальными) инструментами и приспособлениями; возрастает экономическая целесообразность механизации ремонтных работ; полнее используются мощности ремонтно-механического цеха; возникает возможность специализации рабочих по выполнению определенных работ; повышается качество ремонта и снижается его себестоимость.
Порядок выполнения работ при узловом методе ремонта следующий:
1) техническая диагностика всех узлов машины с целью выявления неисправностей;
2) демонтаж узлов, требующих ремонта;
3) получение со склада и установка запасного узла;
4) испытание установленных узлов, а также механизмов, в состав которых они входят;
5) транспортирование снятого узла в ремонтный цех (завод);
6) разборка, очистка и дефектация деталей узла;
7) получение со склада необходимых запасных деталей и материалов;
8) восстановление изношенных деталей;
9) сборка ремонтируемого узла;
10) обкатка и испытание отремонтированного узла;
11) нанесение антикоррозионных и консервирующих покрытий;
12) сдача узла на склад.
Поузловой (последовательно-узловой) метод заключается в том, что все сборочные единицы (узлы) машины последовательно, с интервалами по времени, подвергают ремонту. Он используется в основном при капитальном ремонте наиболее загруженного оборудования, значительный простой которого по условиям производства недопустим. Применяется для подъемно-транспортных машин, обслуживающих весь цех, а также для оборудования, узловой метод ремонта которого экономически нецелесообразен вследствие потребности в дорогостоящих запасных узлах.
В ряде случаев экономически обосновано сочетание узлового и поузлового ремонтов оборудования.
Источник
Методы ремонта оборудования (узловой, агрегатный, поточный)
Узловой метод заключается в ремонте отдельных узлов путем подбора и взаимозаменяемости деталей. Этот метод является рациональным и эффективным при условии определенного количества одноименных узлов и взаимозаменяемости деталей этих узлов, то есть при возможности использования ремонтного фонда.
Ремонтная пригодность оборудования должна отвечать следующим требованиям:
— обладать хорошими монтажно-демонтажными свойствами;
— замена быстро изнашивающихся деталей не должна вызывать разборку узлов;
— узлы и комплектующие детали должны быть взаимозаменяемыми.
Агрегатный метод ремонта оборудования заключается в том, что подлежащие ремонту оборудование заменяется на заранее отремонтированное.
Основным условием этого метода является наличие обменного фонда отдельных узлов. Обменный фонд должен состоять из технологического и страхового запаса узлов ремонтируемых агрегатов.
Поточный метод ремонта характеризуется высокой степенью специализации рабочих мест и обуславливает следующие:
1. Дифференциацию технологического процесса на отдельные стадии и операции;
2. Закрепление за каждым рабочим местом строго определенной операции по изготовлению ремонта, сборки или монтаж угла.
3. Расположение рабочих мест в полном соответствии с технологическим маршрутом.
4. Строгую ритмичность производства основанную на синхронизации времени осуществление операции и установление оптимального числа рабочих мест.
Одной из важнейших организационных особенностей поточного метода является глубокая специализация достигаемая путем сокращения номенклатуры ремонтируемых деталей и узлов.
Надежность. Основные понятия и термины. Показатели надежности.
Надежность- это вероятность того, что данное изделие будет успешно выполнять заданные функции в течении определенного времени условиях нормальной эксплуатации.
Работоспособность- состояние объекта, при котором значение всех параметров характеризующих его способность выполнять заданные функции соответствует требованию НТД (нормативно тех. документация)
Исправность- это состояние объекта, при котором выполняется не только основные, но и вспомогательные требования.
Неисправность- это состояние когда не выполняются хотя бы 1 требование. Не исправность приводит к отказам.
Предельное состояние- это состояние объекта при достижении, которого его дальнейшее применение по назначению не допустимо или невозможно.
Отказ-это событие, заключающееся в полной или частичной утрате работоспособности.
— по характеру: отказы функционирования, отказы параметрические, случайные, систематические.
— По причинам возникновения: конструкционные, технологические, эксплуатационные.
Показатели надежности: комплексные показатели характеризуют безопасность, долговечность, ремонтопригодность и сохраняемость.
Безотказность – это свойство непрерывно сохранять работоспособность в течении заданного времени или наработки.
Долговечность- это свойство объекта сохр. работоспособность до предельного состояния при установленной системе ТО и ремонта для не восстанавливаемых изделий.
Ремонтопригодность- это свойство объекта, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения его отказов, повреждений и установлению их последствий путем проведения ТО и ремонтов.
Сохраняемость – это свойство объекта сохранять значение показателей безотказности, долговечности и ремонтопригодности после хранения и транспортировки.
Показателем долговечности есть: технический ресурс, ресурс и наработка.
Технический ресурс это наработка объекта от начала его применения до наступления предельного состояния.
Ресурс-это суммарная наработка объекта от начала его эксплуатации или ее возобновление после ремонта до перехода в предельное состояние.
Наработка – продолжительность работы.
Дата добавления: 2018-10-27 ; просмотров: 1530 ; Мы поможем в написании вашей работы!
Источник
Большая Энциклопедия Нефти и Газа
Поточно-узловой метод
Ремонт арматуры на этом участке организуется поточно-узловым методом . Перед сборкой трущиеся части аппаратуры — концевые краны, стоп-краны, разобщительные краны и выпускные клапаны — следует смазать тормозной, а заглушки твердой смазкой и испытать на приспособлениях на плотность. [17]
В текстильной и легкой промышленности широко применяется поточно-узловой метод ремонта оборудования . Сущность этого метода заключается в том, что восстановление, пригонка и приработка отдельных наиболее трудоемких узлов и механизмов машин производятся в мастерских, оснащенных специальными станками, стендами и приспособлениями. [18]
Тормозное оборудование в контрольных пунктах ремонтируется по поточно-узловому методу с конвейерной транспортировкой воздухораспределителей и их частей по ремонтным позициям. [19]
Универсальный характер большинства ремонтно-механиче-ских предприятий не позволяет широко внедрить наиболее прогрессивный поточно-узловой метод ремонта , при котором ремонт машины заключается в основном — в замене ее изношенных узлов и агрегатов заблаговременно отремонтированными. Такой метод значительно сокращает срок производства ремонта, повышает его качество, благодаря специализации рабочих мест и оснащенности участка ремонта узлов и агрегатов, что в свою очередь увеличивает мощность ремонтного предприятия. Длительность производства ремонта при индивидуальном методе регламентируется скоростью укомплектования машин новыми или реставрированными деталями, узлами и агрегатами. Таким образом, сокращение срока ремонтов в данном случае сдерживается подготовительной фазой производства из-за отсутствия заблаговременно отремонтированных узлов. [20]
Технологический процесс ремонта электрооборудования в крупных мастерских обычно выполняется по поточно-узловому методу , сущность которого состоит в следующем. [21]
При ремонте электрического оборудования в крупных ремонтных цехах или мастерских весьма эффективен поточно-узловой метод . Этот метод состоит в следующем. Технологический процесс ремонта на каждом из участков организован на пооперационном выполнении работ. Основные и вспомогательные операции при этом строго разделены. [22]
При ремонте электрического оборудования в крупных ремонтных цехах или в крупных мастерских весьма эффективен поточно-узловой метод . Этот метод состоит в следующем. Технологический процесс ремонта на каждом из участков организован на пооперационном выполнении работ. Основные и вспомогательные операции при этом строго разделены. [23]
В злектроремонтных цехах, обслуживающих крупные промышленные предприятия или группу предприятий, наиболее эффективным способом организации ремонта электрических машин является поточно-узловой метод ремонта . При таком методе отдельные узлы разобранных машин поступают одновременно на несколько участков цеха, где группы рабочих выполняют закрепленные за ними операции. Затем отремонтированные узлы идут на сборку. [24]
Так, например, Дарницкий завод Государственного произ-водственного комитета транспортного строительства, имеющий в своем составе цех по производству капитальных ремонтов тракторов С-80 и С-100 и машин на базе этих тракторов, создал весьма прогрессивную технологию, основанную на поточно-узловом методе ремонта . [25]
Скоростные методы ремонта позволяют резко сократить стоимость ремонтных работ путем максимальной механизации наиболее трудоемких ремонтных операций. Основа скоростного ремонта — поточно-узловой метод , при котором все сборочные единицы ремонтируют одновременно или в последовательности, определяемой принятой в данном электроцехе технологией, на специализируемых участках. [26]
После вторичной обмывки тормозные приборы и арматура поступают для ремонта в соответствующие отделения АКП. Ремонт воздухораспределителей и авторежимов производят поточно-узловым методом в отделении ремонта воздухораспределителей. Для ремонта разобщительных и концевых кранов, авторегуляторов я соединительных рукавов также есть соответствующие отделения. [27]
Проведение комплекса мероприятий по повышению надежности ГПА, внедрению систем централизованного контроля и изменению форм организации труда ( перераспределения функций машинистов, сменных инженеров и диспетчеров, обучение их смежным профессиям) создало условия для перехода с поагре-гатного обслуживания на централизованное с диспетчерского пункта, что дало возможность уменьшить численность обслужи вающего персонала за счет совмещения функций старших диспетчеров, сменных инженеров и машинистов. Многие предприятия, разрабатывая и внедряя НОТ, большое внимание уделяют комплексной механизации грузоподъемных средств, обеспечивающих погрузку, разгрузку и доставку материалов со склада к ремонтируемому объекту, что значительно облегчает труд обслуживающего и ремонтного персонала. Значительно снижается численность рабочих при внедрении поточно-узлового метода ремонта , сущность которого заключается в замене определенных узлов, подготовленных к эксплуатации заранее. Этот метод создает условия для проведения ремонта в более короткие сроки и с меньшей себестоимостью. Поточно-узловой метод ремонта применяют при добыче, транспорте и переработке газа, на заводах по производству газовой аппаратуры. [28]
Какие преимущества дает подобная практика. В мастерских Сельхозтехники можно лучше организовать ремонт поточно-узловым методом , иметь оборотные агрегаты и узлы для быстрой замены вышедших из строя. При этом всегда будет больше машин в строю, ремонт будет более высокого качества. А раз качество выше, значит, больший срок службы машин после ремонта. [29]
Проведение комплекса мероприятий по повышению надежности ГПА, внедрению систем централизованного контроля и изменению форм организации труда ( перераспределения функций машинистов, сменных инженеров и диспетчеров, обучение их смежным профессиям) создало условия для перехода с поагре-гатного обслуживания на централизованное с диспетчерского пункта, что дало возможность уменьшить численность обслужи вающего персонала за счет совмещения функций старших диспетчеров, сменных инженеров и машинистов. Многие предприятия, разрабатывая и внедряя НОТ, большое внимание уделяют комплексной механизации грузоподъемных средств, обеспечивающих погрузку, разгрузку и доставку материалов со склада к ремонтируемому объекту, что значительно облегчает труд обслуживающего и ремонтного персонала. Значительно снижается численность рабочих при внедрении поточно-узлового метода ремонта, сущность которого заключается в замене определенных узлов, подготовленных к эксплуатации заранее. Этот метод создает условия для проведения ремонта в более короткие сроки и с меньшей себестоимостью. Поточно-узловой метод ремонта применяют при добыче, транспорте и переработке газа, на заводах по производству газовой аппаратуры. [30]
Источник