Поточно узловой метод ремонта машин
Производительность труда, снижение себестоимости и улучшение качества ремонта дорожных машин во многом зависят от организационных методов капитального ремонта машин. В ремонтном производстве существуют индивидуальный, узловой и поточный методы капитального ремонта. Выбор метода зависит от количества, конструктивных особенностей и однотипности машин, а также от технической оснащенности ремонтного предприятия.
Индивидуальным методом ремонта машин называют такую форму организации ремонтного производства, при которой все работы по ремонту машины выполняет одна бригада, составленная из высококвалифицированных специалистов, на одном рабочем месте, так называемом универсальном посту. Детали, требующие ремонта, в индивидуальном порядке передаются в механический, кузнечный, сварочный и другие участки (цеха) и после их ремонта возвращаются на этот же пост. Детали, пришедшие в негодность, заменяются со склада запасными. В настоящее время индивидуальный метод ремонта имеет ограниченное применение из-за продолжительного простоя машины в ремонте и его высокой стоимости. Применяется он в условиях мастерских и центральных ремонтных мастерских, имеющих большую номенклатуру разномарочных ремонтируемых машин.
Узловым методом ремонта называют такую форму организации ремонтного производства, при котором весь комплекс ремонтных работ делится на части, каждая из которых представляет вполне законченный цикл ремонта какого-либо агрегата или узла. Для ремонта отдельных агрегатов или узлов организуются специализированные рабочие места, оснащенные оборудованием и инструментами. На рабочих местах постоянно закреплены рабочие соответствующей квалификации.
Рекламные предложения на основе ваших интересов:
Узловой метод — прогрессивный и находит широкое распространение. Он применяется на заводах и в центральных ремонтных мастерских, где ремонтируются однотипные и одномарочные машины. На этих заводах и ЦРМ могут организовываться и специализированные цеха по капитальному ремонту одномарочных двигателей внутреннего сгорания, коробок передач, ремонтных комплектов машин и других узлов, которые поступают на ремонт из дорожных организаций. Применение узлового метода ремонта по сравнению с индивидуальным сокращает продолжительность простоя машины в ремонте, улучшает планирование работы и загрузку цехов, повышает качество и снижает себестоимость ремонта.
Поточным методом ремонта называют такую форму организации ремонтного производства, при которой технологический процесс разборки и сборки машины и сложных агрегатов (двигателей внутреннего сгорания, коробки передач и др.) расчленяется на ряд операций, строго согласованных по времени. Объем работ на этих операциях подбирается таким образом, чтобы выдержать заданный темп выпуска машин из ремонта. Поточный метод обеспечивает высокую производительность труда, широкую специализацию оборудования и производственных рабочих, механизацию и автоматизацию ремонта машин. Благодаря этому продолжительность пребывания в ремонте машин и стоимость ремонта резко сокращается. Значительно улучшается качество ремонта. При этом методе ремонта агрегаты, узлы и детали обезличиваются. Поточный метод применяется при ремонте одномарочных машин с большой производственной программой (в несколько тысяч капитальных ремонтов, в год). Внедрение поточного метода ремонта бульдозеров на одном ремонтном заводе повысило производительность труда на 10—12%, позволило снизить себестоимость ремонта на 8—10% и улучшить. качество выпускаемой продукции.
Ремонтные заводы предназначены для капитального ремонта сложных дорожных машин и агрегатов. Кроме того, ремонтные заводы централизованно изготавливают запасные части и полуфабрикаты. Производственная программа ремонтов может составлять до 7 млн. руб. в год.
В состав ремонтного завода входят: разборочный цех с отделениями наружной мойки, разборки машин и агрегатов, очистки, обезжиривания и мойки деталей, контроля и сортировки деталей; цех по ремонту деталей; сборочный с отделениями комплектовки и подгонки деталей, сборки узлов, агрегатов и машин, испытания, окраски агрегатов и машин; механический;кузнечно-термический; металлоконструкций; сварочно-наплавочный; по ремонту электрооборудования; по ремонту гидро- и пневмооборудования; гальванический; деревообделочный и обойный цеха.
Кроме этого, завод имеет ремонтно-механический цех с отделениями ремонта механического оборудования и силового электрооборудования, инструментальный цех, различные склады. Каждый цех располагает инструментально-раздаточной кладовой, складом материалов и административно-бытовыми помещениями.
Рис. 1. Схема технологического процесса капитального ремонта дорожной машины
Примерная схема организации технологического процесса капитального ремонта показана на рис. 1.
Дорожные машины, поступившие в капитальный ремонт, подвергают наружной мойке. После мойки машину разбирают на агрегаты, узлы и отдельные детали, которые направляют в моечное отделение.
Дальше агрегаты и узлы разбирают на детали, которые направляют в моечное отделение, где подвергают чистке, обезжириванию и мойке. Детали затем поступают на контроль и сортировку, их рассортировывают на годные, требующие ремонта, и негодные.
Годные детали поступают на склад годных деталей, негодные — на склад утиля. Детали, требующие ремонта, поступают в цеха по восстановлению деталей, а после восстановления — на склад годных деталей. Из склада годные детали поступают в комплектовочное отделение, где их подбирают по размерам и комплектуют в труппы, которые направляют в слесарно-подгоночное отделение и затем в сборочный цех для сборки. После окончания сборки агрегаты и узлы проходят соответствующие испытания и окраску, а затем непосредственно или через склад поступают в отделение общей сборки машин.
Узлы машин, не подвергающиеся дальнейшей разборке (рама, кабина, отвалы, ковши), после мойки направляются на контроль и сортировку, где рассортировываются на годные, требующие ремонта, и негодные. Годные узлы поступают на склад годных узлов, негодные— на склад утиля. Узлы, требующие ремонта, поступают в цеха по восстановлению узлов, а после восстановления — на склад или непосредственно в отделение общей сборки машин. В отделении общей сборки машин производится в определенной последовательности сборка, испытание и окраска машины. Затем машина поступает на склад готовой продукции.
Источник
Большая Энциклопедия Нефти и Газа
Метод — узловой ремонт
Метод узлового ремонта состоит в том, что в процессе выполнения ремонта негодные и подлежащие ремонту узлы или группы заменяют исправными из запаса или оборотного фонда, а изношенные списывают или отправляют в ремонтные цехи. В оборотном фонде детали и узлы обезличены, следовательно, к их качеству и точности изготовления должны предъявляться те же технические требования, что и к новым промышленного производства. Узловой метод ремонта позволяет в несколько раз сократить срок выполнения ремонтных работ, повысить их качество, ввести специализацию рабочих бригад, повысить производительность труда. Однако для этого необходимы хорошая техническая оснащенность ремонтных баз и достаточно большие объемы работ. [1]
Метод узлового ремонта оборудования заключается в том, что отдельные сборочные единицы машин и аппаратов, требующие ремонта, снимаются со своего места и заменяются резервными, заранее отремонтированными, приобретенными или заготовленными. Этот метод ремонта рекомендуется применять там, где общая комплектация оборудования состоит из отдельных сборочных единиц и агрегатов. [2]
Метод узлового ремонта оборудования заключается в том, что узлы машин и аппаратов, требующие ремонта, снимаются со своего места и заменяются резервными, заранее отремонтированными, приобретенными или заготовленными. Этот метод ремонта рекомендуется применять там, где общая комплектация оборудования состоит из отдельных узлов и агрегатов. [3]
Внедрение метода узлового ремонта обосновано блочностью конструкции с характерными для нее узловым членением и одно-модельностью оборудования. [4]
Из всех методов узлового ремонта наилучшим безусловно является следующий. На заводе-изготовителе должна находиться хорошо укомплектованная специалистами ремонтно-монтаж-ная служба. [5]
Применение в химической промышленности метода узлового ремонта способствует резкому сокращению простоя оборудования в ремонте и высокому уровню организации ремонта оборудования. [6]
Применение в химической промышленности метода узлового ремонта способствует резкому сокращению простоя оборудования в ремонте и высокому уровню организации ремонта оборудования. [7]
Применение в химической промышленности метода узлового ремонта способствует резкому сокращению простоя оборудования в ремонте и высокому уровню организации ремонта обору дования. [8]
С целью сокращения сроков капитального ремонта применяют метод узлового ремонта , при котором заблаговременно подготавливают сменные узлы для замены узлов, наиболее трудоемких в ремонте. [9]
Для ускорения ремонта станка-качалки на промыслах широко применяется метод узлового ремонта . [10]
Ремонт червячных зацеплений в силу его специфичности должен производиться только методом узлового ремонта . [12]
При капитальном ремонте с целью сокращения сроков его проведения желательно применение метода узлового ремонта . Для этого необходимо заблаговременно подготовить сменные узлы для замены узлов, наиболее трудоемких в ремонте. [13]
Основными факторами, влияющими на уменьшение времени простоев агрегатов являются: широкое внедрение метода узлового ремонта ; ликвидация подавляющего числа соединений, паянных мягким припоем, которые являются постоянными очагами появления неплотностей. [14]
При большом количестве однотипных станков, а также в условиях поточно-массового производства целесообразно применять метод узлового ремонта . [15]
Источник
Большая Энциклопедия Нефти и Газа
Поточно-узловой метод
Поточно-узловой метод , при котором максимально механизированы все трудоемкие процессы, обеспечивает более высокую производительность труда ( выработку) по сравнению с индивидуальным способом ремонта. [1]
Поточно-узловой метод , при котором механизированы все трудоемкие процессы, обеспечивает высокую производительность труда и отличное качество работ по сравнению с индивидуальным способом ремонта. [2]
Поточно-узловой метод , при котором механизированы все трудоемкие процессы, обеспечивает более высокую производительность труда по сравнению с индивидуальным способом ремонта. [3]
Поточно-узловой метод ремонта электрических машин дает значительный экономический эффект. Производительность труда каждого рабочего увеличивается примерно в два раза по сравнению с обычными методами ремонта. [4]
В чем заключается поточно-узловой метод ремонта . [5]
Завод полностью внедрил поточно-узловой метод сборки машин и создал необходимый оборотный фонд узлов. [6]
Таким образом при поточно-узловом методе принципы организации работы по потоку используются не только для ремонта вагона, но и для ремонта и сборки отдельных узлов и комплектов деталей вагона. [7]
Основа скоростного ремонта — поточно-узловой метод , при котором все сборочные единицы ремонтируют одновременно или в последовательности, определяемой принятой в данном электроцехе технологией. [8]
Основой скоростного ремонта является поточно-узловой метод , при котором все узлы ремонтируются одновременно на специализированных ремонтных участках. Ремонт деталей каждого узла осуществляется одновременно или в последовательности, определяемой принятой в данном электроцехе технологией. [9]
Основой скоростного ремонта является поточно-узловой метод , при котором все сборочные единицы ремонтируют одновременно на специализированных ремонтных участках. Ремонт деталей каждой сборочной единицы осуществляют одновременно или в последовательности, определяемой принятой в данном электроцехе технологией. [11]
Основой скоростного ремонта является поточно-узловой метод , при котором все узлы ремонтируются одновременно на специализированных ремонтных участках. Ремонт деталей каждого узла осуществляется одновременно или в последовательности, определяемой принятой в данном электроцехе технологией. [12]
Основой скоростного ремонта является поточно-узловой метод , при котором все сборочные единицы ремонтируют одновременно на специализированных ремонтных участках электроцеха или в цехах электроремонтного завода. [13]
В целом завод, освоивший поточно-узловой метод производства и оснастивший технологические процессы высокопроизводительным комплексом оборудования, приспособлений и инструмента, добился высоких экономических показателей. [14]
Таким передовым методом следует считать поточно-узловой метод ремонта с поточной или конвейерной сборкой машин. [15]
Источник
Методы ремонта




![]()
![]()
Под методами ремонта понимают совокупность технических и организационных правил выполнения операции ремонта оборудования. Использование различных методов ремонта обусловлено следующими факторами: количественным составом и разнотипностью оборудования на предприятиях, его конструктивными особенностями, ремонтопригодностью, производственными условиями проведения ремонтов, производственной программой ремонтных предприятий ремонтных предприятий и т.д. в связи с этим ремонт оборудования может проводиться следующими организационно-технологическими методами: обезличенным, необезличенным, агрегатным и поточным.
При обезличенном методе ремонта снимаемые с машин сборочные единицы и детали при необходимости заменяют новыми или отремонтированными, полученными со склада.
При необезличенном (индивидуальном) методе в ремонт ставится полнокомплектная машина. Снимаемые с нее сборочные единицы и детали после ремонта устанавливают на ту же машину. В результате этого сборочные единицы и детали не обезличиваются и тем самым более полно используется их ресурс. На рис. 13.2 приведена схема технологического процесса ремонта машин необезличенным методом. Общую продолжительность ремонта этим методом определяют продолжительностью разборочно-сборочных операций и операций по ремонту и изготовлению необходимых деталей. Метод применяют на предприятиях с небольшим числом машин различных типов. Недостаток необезличенного метода ремонта – большая продолжительность простоя машин в ремонте.
Сущность агрегатного (сменно-узлового) ремонта заключена в том, что ремонтное предприятие, имея определенный оборотный фонд обезличенных сборочных единиц и агрегатов, разбирает ремонтируемую машину на отдельные агрегаты (сборочные единицы), выполняет ремонт базисных деталей и производит сборку машины из сборочных единиц и агрегатов оборотного фонда (рис. 13.3). Снятые с машины сборочные единицы и агрегаты ремонтируют, а затем направляют на склад ремонтной базы. Разделение по времени и месту выполнения разборочно-сборочных работ, а также работ по ремонту и изготовлению деталей между специализированными бригадами позволяет повысить их качество, снизить стоимость и сократить сроки ремонта. Таким образом, в этом случае продолжительность ремонта машин определяется длительностью разборочно-сборочных операций и не зависит от продолжительности восстановления и изготовления деталей.

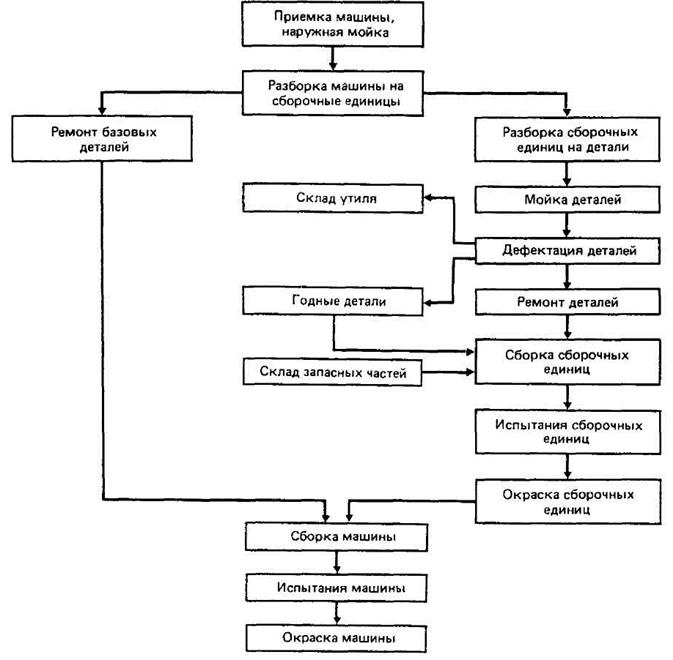
Рис. 13.2. Схема технологического процесса ремонта машин необезличенным методом
Сменно-узловой метод ремонта возможен только при полной взаимозаменяемости сборочных единиц, агрегатов, а также наличии оборотного фонда. Его целесообразно проводить при ремонте однотипных машин.
Величину оборотного фонда рассчитывают, исходя из обслуживаемого парка машин, периодичности замены сборочных единиц, агрегатов, а также времени, затрачиваемого на их ремонт и транспортирование. Чем меньше времени отводится на проведение ремонтов, тем больше новых или отремонтированных сборочных единиц и агрегатов должно быть в оборотном фонде. Обеспечивая все категории ремонта машин, оборотный фонд вместе с тем должен быть минимальным.
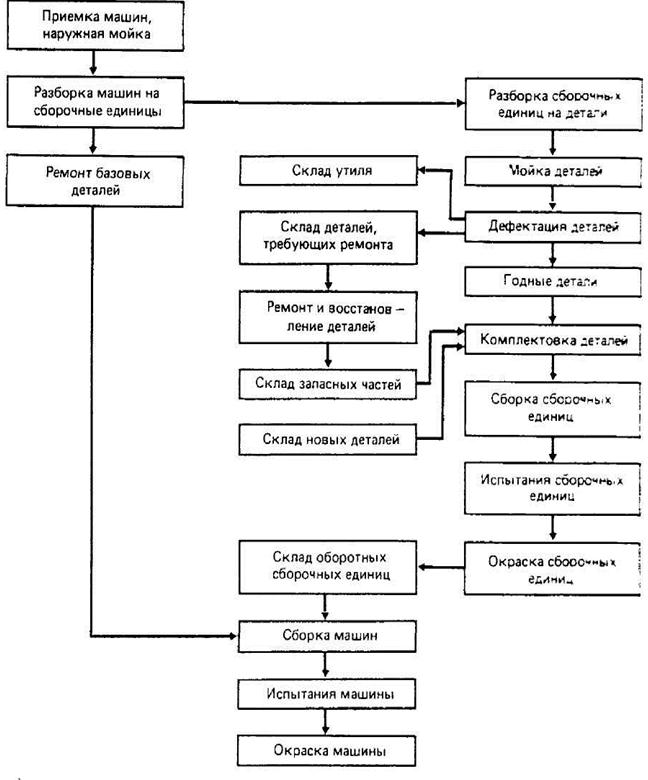
Рис. 13.3. Схема технологического процесса ремонта машин сменно-узловым методом
При сменно-узловом методе ремонта целесообразно использовать комплекты сборочных единиц. ковши в сборе с днищем и коромыслом, рукояти, роторы в сборе с ковшами, стрелы в сборе с блоками и механизмом напора, двигатели, редукторы, генераторы.
Метод ремонта со сменно-узловой заменой изношенных частей. Сущность метода заключается в том, что в течение ремонтного цикла в сокращенные плановые остановки машин заменяют все основные сборочные единицы. Это позволяет сократить до минимума продолжительность капитальных ремонтов, а в ряде случаев и совсем их исключить. Внедрению такого метода ремонта должна предшествовать разработка обоснованных ремонтных циклов для машин, установление размера оборотного фонда запасных частей, определение номенклатуры и количества ремонтных и транспортных средств.

При поточном методе ремонта весь технологический процесс восстановления деталей и сборочных единиц, агрегатов и машин осуществляют на-поточных линиях. Сборочные единицы и агрегаты собираются из восстановленных или изготовленных деталей. Сборку машин осуществляют из готовых (собранных) обкатанных и испытанных сборочных единиц и агрегатов. Линии ремонта, сборки и обкатки сборочных единиц и агрегатов размещают в технологической последовательности возле линий общей сборки машины. Поточный метод ремонта характеризуется непрерывностью технологического процесса, обеспечивающего ритмичность производства, что достигается: расчленением технологического процесса ремонта на равные или кратные по трудоемкости и продолжительности операции; закреплением операций за рабочими местами; одновременным выполнением операции на рабочих местах; передачей с минимальными перерывами ремонтируемых объектов с одного рабочего места на другое. Этот метод ремонта обеспечивает высокую производительность работы ремонтного предприятия, широкую специализацию оборудования и производственных рабочих, механизацию и автоматизацию процесса ремонта машин, благодаря чему продолжительность простоя машин в ремонте и его стоимость сокращаются. Метод целесообразно применять на ремонтных предприятиях, где ежегодно ремонтируют большое число однотипных машин.
Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют сборку объектов только из готовых отремонтированных и обкатанных сборочных единиц и агрегатов, полученных с других заводов.
Индивидуальный метод ремонта в большинстве случаев осуществляется комплексными бригадами, а сменно-узловой и поточный – специализированными.
В комплексных бригадах отсутствует узкая специализация рабочих по выполнению определенных ремонтных операций, поэтому возникает необходимость в рабочих высокой квалификации, имеющих несколько специальностей.
Источник
