- Учебник по дисциплине «Ремонт электрохолодильного оборудования вагонов» для подготовки бакалавров 4-го года обучения по направлению
- 1.2. МЕТОДЫ РЕМОНТА
- 1.3. ДЕПОВСКОЙ РЕМОНТ
- Организация и проектирование поточного производства при ремонте вагонов
- Страницы работы
- Содержание работы
- Курсовая работа: Организация деповского ремонта пассажирского вагона
Учебник по дисциплине «Ремонт электрохолодильного оборудования вагонов» для подготовки бакалавров 4-го года обучения по направлению
|
| 1. /UchREFV.doc 2. /info.txt | Учебник по дисциплине «Ремонт электрохолодильного оборудования вагонов» для подготовки бакалавров 4-го года обучения по направлению |
1.2. МЕТОДЫ РЕМОНТА
В ремонтной практике различают несколько методов организации производственного процесса. Основными из них являются стационарный, поточный, поточно-конвейерный, индивидуальный, агрегатный и обезличенный.
Стационарный метод характеризуется тем, что ремонтируемый объект от начала до завершения работ (продолжительность ремонта) находится на одном месте (позиции). Основные операции по восстановлению деталей выполняет комплексная бригада слесарей самостоятельно с помощью простой оснастки. Более сложные работы осуществляются на механическом или других производственных участках. При таком методе сосредоточение большого количества ремонтных операций на одной позиции затрудняет механизацию трудоемких работ из-за перенасыщения рабочего места технологической оснасткой.
В депо по стационарному методу, как правило, ремонтируют дизели без демонтажа их с вагона.
Поточный метод является более высокой формой организации ремонта по сравнению со стационарным методом. При поточном методе большая часть взаимозаменяемых узлов и деталей обезличивается, осуществляется разделение труда и узкая специализация по операциям. Ремонтируемый объект вагон, дизель, компрессор – последовательно перемещается с одной позиции на другую. На каждой позиции имеется специализированное оборудование в основном для сборочных и разборочных операций. Неисправную деталь здесь не восстанавливают, а заменяют поступающими с других производственных участков или со склада.
По поточному методу ремонтируют вагоны, детали и хладоновые компрессоры.
Поточно-конвейерный метод является усовершенствованной разновидностью поточного метода, от которого он отличается сокращенным временем пребывания ремонтируемого объекта на каждой позиции, более высоким ритмом передвижения по позициям. Перестановка объекта с позиции на позицию осуществляется механически с помощью конвейера. Позиции, расставленные в технологической последовательности, образуют поточно-конвейерную линию. Каждая позиция оснащена специализированной технологической оснасткой.
Примером применения в рефрижераторных депо может служить ремонт вагонных тележек КВЗ-И2.
Индивидуальный метод ремонта характеризуется тем, что ремонтируемый объект (дизель, компрессор) разбирают на отдельные сборочные единицы, а сборочные единицы – на детали. При этом все сборочные единицы и детали, за исключением заменяемых, не обез-личиваются, а остаются принадлежностью данного агрегата и после ремонта пригоняются по месту. Сборка агрегата в таком случае будет возможна только после готовности всех комплектующих деталей. Индивидуальный способ отличается высокой стоимостью работ и длительностью простоя в ремонте.
Агрегатный метод – прогрессивная система организации производственного процесса, при которой ремонт выполняется с заменой изношенных агрегатов заранее отремонтированными, взятыми из оборотного фонда.
Основным условием применения агрегатного метода является взаимозаменяемость агрегатов, сборочных единиц и деталей, которые обезличиваются, то есть не закрепляются за определенной секцией и после ремонта могут монтироваться на любой вагон, агрегат.
Снятые с вагона агрегаты ремонтируют в специализированных цехах и на участках. В этих ремонтных подразделениях предприятия необходимо иметь оборотный фонд агрегатов.
Преимущество агрегатного метода заключается в том, что можно, не ожидая окончания ремонта снятых с рефрижераторных секций агрегатов, вести сборочные работы по технологическому графику.
Обезличенный метод ремонта заключается в том, что после разборки все сборочные единицы и отдельные детали обезличенно передают для ремонта в цех, а на сборку поступают заранее отремонтированные. Такой способ применяется в условиях полной взаимозаменяемости деталей. Чтобы избежать нарушения ритма работ, необходимо на складе иметь постоянно пополняемый и достаточный запас деталей любых категорийных размеров. Обезличенный метод позволяет организовать работу по принципу потока.
1.3. ДЕПОВСКОЙ РЕМОНТ
Деповской ремонт рефрижераторного подвижного состава производится в специализированных вагонных депо. Подача вагонов в депо для ремонта осуществляется по графику, разработанному с учетом планового задания на год и необходимости охватить ремонтом весь приписной парк.
Назначение деповского ремонта – поддерживать рефрижераторные вагоны в исправном состоянии между капитальными ремонтами.
Первой ремонтной операцией является составление ведомости дефектации изделия подвижной единицы в целом формы ВУ-22. Эта ведомость служит основой для определения фактического объема и конкретного вида ремонтных работ, а также расчета трудовых нормативов.
Ходовые части ремонтируют после выкатки тележек из-под вагона, очистки от грязи и полной разборки. В раме тележки проверяют целость сварных швов, контролируют состояние и расположение шпинтонов и кронштейнов подвески рычажной передачи тормоза в соответствии с чертежами. Колесные пары ремонтируют в соответствии с Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар, а их буксовый узел – с Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками.
Автосцепку и автотормоза ремонтируют согласно требованиям Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог и Правил ремонта и испытания тормозного оборудования вагонов.
Раму и кузов вагона осматривают для выявления трещин в сварных швах и мест, поврежденных коррозией. Кроме того, проверяют техническое состояние внутренних устройств кузова, пола, дверей и люков.
Отремонтированный кузов вагона и ходовые части вагона окрашивают с нанесением установленных знаков и надписей.
Энергохолодильное оборудование разбирают частично в объеме, необходимом для доступа к наиболее изнашиваемым частям, чтобы их отремонтировать или заменить исправными.
Источник
Организация и проектирование поточного производства при ремонте вагонов
Страницы работы




Содержание работы
ОРГАНИЗАЦИЯ И ПРОЕКТИРОВАНИЕ ПОТОЧНОГО ПРОИЗВОДСТВА ПРИ РЕМОНТЕ ВАГОНОВ
Методы организации ремонта вагонов
На вагоноремонтных предприятиях применяются стационарный и поточный методы организации процессов производства. Ведущее место принадлежит поточному методу, отличающемуся высокой эффективностью.
Стационарный метод более простой, и характеризуется большой продолжительностью цикла и сравнительно низкой производительностью. Сущность его состоит в том, что все работы (например, по ремонту вагонов) от начала до конца выполняются на немногих или даже на одном рабочем месте. За пределы этого места выносятся только те операции, выполнение которых связано с применением специального оборудования (токарные, кузнечные, и др.).
Различают две разновидности стационарного метода:
стационарно-бригадный метод, построенный по принципу концентрации операций процесса, выполняемых на одном рабочем месте (позиции) одной бригадой рабочих без регламентированного разделения труда между ними. При этом детали и узлы, снятые с вагона, после ремонта устанавливают на тот же вагон;
стационарно-узловой метод, построенный на основе расчленения процесса на отдельные операции по технологическим узлам, т.е. общую сборку ремонтируемого вагона выполняет основная комплексная бригада рабочих на одном рабочем месте, а ремонт деталей и сборку узлов выполняют другие группы рабочих на специализированных рабочих местах, оборудованных приспособлениями и средствами механизации.
Применение стационарно-узлового метода позволяет за счет уплотнения и параллельности операций значительно сократить длительность и уменьшить трудоемкость ремонтно-сборочных работ. Это преимущество обусловливает широкое применение в вагонных депо стационарно-узлового метода, получившего также название комплексно-уплотненного метода..
Однако и для стационарно-узлового метода характерны некоторые недостатки стационарно-бригадного метода — это потребность в большом количестве рабочих высокой квалификации, неполное использование оборудования и средств механизации, сравнительно низкая производительность труда. Чем больше фронт ремонта (число одновременно ремонтируемых вагонов), тем ярче проявляются эти недостатки и устранить их можно лишь применением поточного метода.
Поточным методом организации производства называется такой, при котором производственный процесс обработки детали или сборки изделия расчленяется на равные по продолжительности операции, выполняемые на специализированных рабочих местах (позициях), которые располагаются в последовательности технологического процесса, при этом собираемое изделие перемещается с каждой предыдущей позиции на последующую, при помощи специальных транспортных средств.
Поступательное и планомерное движение обрабатываемых или собираемых изделий в поточном производстве обеспечивается соблюдением равенства или пропорциональности производительности рабочих мест и соответствия этой производительности установленному ритму, что обеспечивает равномерный (ритмичный) выпуск изделий через одинаковые промежутки времени. Поточные методы организации производства широко применяются во многих отраслях промышленности. —
В вагоноремонтном производстве элементы поточного метода были впервые в мире применены в 1911 г. в Омских вагонных мастерских при ремонте пассажирских вагонов, а затем в 1912 г. в Нижнеднепровских мастерских при ремонте грузовых вагонов. В 1924 г. в Тамбовских вагонных мастерских был применен поточный метод ремонта, позволивший сократить простой вагонов в ремойте почти в 4 раза.
Благодаря высоким показателям ‘экономической эффективности поточные методы производства становятся основной формой организации производственного процесса. В настоящее время все вагоноремонтные заводы и часть вагоняых депо широко используют поточные методы при ремонте вагонов и особенно при изготовлении и ремонте запасных частей.
В поточном производстве, наиболее полно осуществляются пропорциональность, ритмичность, параллельность и непрерывность процессов на основе широкого использования передовой техники, комплексной механизации и автоматизации и прогрессивных форм организации труда. Труд, орудия и предметы труда в поточном производстве сочетаются так, чт&бы обеспечить наилучшие экономические результаты. Поточный метод становится важнейшим этапом на пути перехода к комплексно-механизированному и автоматизированному производству.
Производство, организованное по поточному методу, характеризуется следующими признаками:
разделением производственного процесса на составные одинаковые или кратные по трудоемкости выполнения операции и установлением рациональной их последовательности;
распределением операций по определенным рабочим местам и последовательным расположением рабочих мест и оборудования по ходу технологического процесса;
специализацией рабочих мест на выполнении определенных операции;
выполнением всех операций с возможно меньшими перерывами (практически почти непрерывно) с единым для всего производственного цикла ритмом;
осуществлением межоперационной передачи обрабатываемых деталей, собираемых узлов или изделия в целом поштучно или небольшими партиями (группами) с одной позиции на другую;
одновременностью выполнения работ на всех рабочих местах (позициях) поточной линии, когда в каждый данный момент на линии имеется несколько экземпляров предмета труда данного наименования на разных операциях технологического процесса;
высокой степенью механизации и автоматизации технологического оборудования, оснащения и транспортных устройств на отдельных операциях и по всему процессу.
При несоблюдении какого-либо из этих условий возможность организации поточного производства не исключается, однако оно при этом будет менее совершенным и менее экономичным. Среди важнейших организационных особенностей поточного производства следует прежде всего отметить его специализацию, сокращение номенклатуры и увеличение выпуска изделий.
. Теоретические основы проектирования и расчетные параметры поточных линий.
Поточный метод производства отличается большим разнообразием форм и высокой организационно-технической гибкостью. Основным звеном поточного производства является поточная линия, которая представляет собой совокупность рабочих мест (или производственных агрегатов), расположенных в последовательности осуществления операций технологического процесса и предназначенных для выполнения определенных работ.
При проектировании поточной линии надо учитывать не только технологическую стройность размещения рабочих мест и оборудования, но и организационно-экономические стороны осуществления процесса, в первую очередь его ритмичность и пропорциональность на всех операциях. В зависимости от вида изготовляемых или ремонтируемых изделий, применяемого оборудования; характера технологического процесса, степени механизации и автоматизации и других конкретных условий поточные линии могут быть весьма разнообразными.
Источник
Курсовая работа: Организация деповского ремонта пассажирского вагона
| Название: Организация деповского ремонта пассажирского вагона Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 04:44:01 14 ноября 2010 Похожие работы Просмотров: 7395 Комментариев: 14 Оценило: 2 человек Средний балл: 5 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ,
,
 на одну смену на 2010 год.
на одну смену на 2010 год. ,
,
 ,
,


 ,
, ,
, ,
,
 ,
, ,
, ,
,
 ,
,



 2.4 Выбор потребного оборудования подъемно-транспортных средств и приспособлений
2.4 Выбор потребного оборудования подъемно-транспортных средств и приспособлений  ,
,
| Наименование оборудования | Кол-во | Мощность ед., кВт. | Общая мощность, кВт. |
| 1. Мостовой кран | 1 | 29,4 | 29,4 |
| 2. Приспособление для снятия и постановки поглощающего аппарата ППА -1 | |||
| 3. Домкрат ДТ -30 | 24 | 5,5 | 132 |
| 4. Площадка для ремонта | 2 | — | — |
| 5. Электросварочный аппарат | 2 | 3,7 | 7,4 |
| 6. Стеллаж | 6 | — | — |
| 7. Шкаф для хранения инструмента | 3 | — | — |
| 8. Верстак | 3 | — | — |
 |
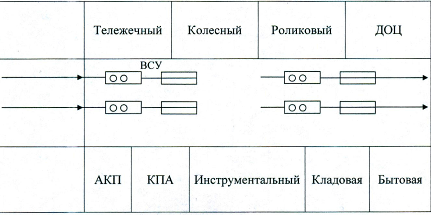
2.5 Определение основных размеров участка (отделения)
Основными размерами ВСУ является длина, ширина, высота, площадь и объем. Ширина ВСУ определяется с учетом количества поточных линий: если 2 поточные линии – 18 метров; 3 поточных линии – 24 м; 4 поточные линии – 36 м.
Высота ВСУ определяется с учетом наличия подъемно-транспортных средств на участке и равна 10,8 м. длина ВСУ должна быть кратна 6 и определяется по формуле:


где: Фр пл – фронт работы поточной линии;
lв – длина вагона по осям сцепления автосцепки для грузовых вагонов 14,7; пассажирские – 23–26 м;
lвт – длина позиций выкатки тележек для грузовых вагонов -10–12 м; пассажирских -15 м;
ln – длина пожарного тамбура при наличии малярного отделения на участке 6 м;
l1 – расстояние между смежными вагонами 1–2 м;
l2 – расстояние от торцевых ворот до автосцепки крайних вагонов – 2–4 м.
Длина вагоносборочного участка, как и длина других участков депо должна быть кратна 6 м, шаг строительной колонны согласно ГОСТ равен 6 м. исходя из этого принимаем длину ВСУ 174 м.
 ,
,
где: Lуч – длина участка

где: Sкор –Корректировочная площадь участка
h – высота участка

2.6 Определение численности работников, составление штатного расписания
Численность работников – это явочное или списочное количество работающих на производстве.
Явочное количество работающих – это количество производственных работающих непосредственно участвующих в производственном процессе.
Списочное количество – это численность работающих на конкретном участке, согласно штатному расписанию.
 ,
,
 ,
,
где: Nуч – программа заданного участка;
Т – трудоемкость выполнения работ на участке, Т=54,2;
Fяв – явочный фонд времени одного рабочего;
К – коэффициент выполнения норм (1,14–1,2).
Списочное количество работающих определяется по формуле:


Данные по расчету контингента сводятся в таблицу штатного расписания.
| №/п | Наименование профессии | Количество | Разряд | Условия работы |
| 1. | Мастер | 2 | 12 | нормальные |
| 2. | Бригадир | 2 | 7 | нормальные |
| 3. | Слесарь по ремонту ПС | 5 | 3 | нормальные |
| 4. | Слесарь по ремонту ПС | 5 | 4 | нормальные |
| 5. | Слесарь по ремонту ПС | 5 | 5 | нормальные |
| 6. | Слесарь по ремонту оборудования | 4 | 4 | нормальные |
| 7. | Машинист крана | 3 | 5 | опасные |
| 8. | Сварщик | 6 | 4 | вредные |
| 9. | Сварщик | 6 | 5 | вредные |
2.7 Управление участком, права и обязанности мастера и бригадира
Мастер является непосредственным организатором производства и труда на рабочих местах. Права и обязанности мастера определены специальным положением. В интересах производства мастер должен на своем участке работы заниматься подбором и расстановкой рабочей силы, укреплять производственную и трудовую дисциплину, создавать условия для повышения квалификации рабочих, обеспечивать выполнение правил технической безопасности и охраны труда.
Как непосредственный организатор производства мастер должен: постоянно изыскивать возможности увеличения производительности труда; неустанно воспитывать подчиненных, разъяснять каждому работнику его роль на производстве, учить передовым приемам работы, опираясь на бригадиров, изобретателей и рационализаторов; внимательно рассматривать каждое предложение, направленное на облегчение, ускорение и рационализацию производства, немедленно внедрять ценные предложения, а работников, подавших их, поощрять; быть активным рационализатором и новатором производства, подсказывать активу рационализаторов темы для разработки предложений.
Внедрение в жизнь всех указанных мероприятий мастер должен уметь сочетать с неуклонным укреплением трудовой и производственной дисциплины. Он должен подавать личный пример выполнения служебного долга, уметь организовать коллектив на выполнение поставленных задач. Бригадир руководит бригадой и распределяет работы между ее членами, обеспечивает выполнение установленного плана работ с высоким качеством, правильным использованием материалов и запасных частей. Бригадир подчиняется мастеру и назначается начальником депо по представлению мастера производственного подразделения.
3.1 Требования пожарной безопасности, средства пожарной защиты
Основные требования пожарной безопасности объекта в том числе к содержанию территории, зданий и сооружений, электроустановок, к системам отопления, вентиляции, технологическому оборудованию противопожарному водоснабжению, пожарной техники и средствами связи, изложены в типовых правилах пожарной безопасности для промышленных предприятий и в правилах по пожарной безопасности на железнодорожном транспорте.
Вскладских помещениях и на территории должны вывешиваться запрещающие и указательные знаки: места нахождения пожарных постов, пожарных кранов, гидрантов, огнетушителей, пунктов извещения о пожаре, места курения и т.д.
В обеспечении пожарной безопасности особое место занимает противопожарная подготовка инженерно-технических работников, служащих и рабочих, которая включает первичный и вторичный пожарные инструктажи, а также занятия по программе пожарно-технического минимума.
Под средствами защиты от пожара понимается огнетушащие составы, пожарные автомобили, пожарные поезда, пожарно-технические сооружения. По назначению средства тушения подразделяются на огнетушащие средства (вещества), прекращающие горение, средства доставки огнетушащих средств, их получения, а также выполнения других работ на пожаре. Углекислый газ чаще всего применяется при тушении легковоспламеняющихся и горючих жидкостей в емкостях, горящего электрооборудования и двигателей внутреннего сгорания, при тушении пожаров в местах, где применять воду или пену нецелесообразно.
К изолирующим и разбавляющим веществам относят химическую и воздушно-механическую пену: азот, порошки общего и специального назначения. Химическую пену применяют длятушения легковоспламеняющихся и горючих жидкостей. Наиболее эффективна воздушно-механическая пена, обладающая хорошим теплоотражающим эффектом, также хорошо используются огнетушители (ОХП-10; ОУ; ОУ-2А; ОУ-2ММ; ОУ-5; ОУ-5ММ; ОУ-8), стационарные (ОСУ-5А; ОСУ – 5), порошковые ОП-10, комбинированные ОХВП-10 и ОК-100. При возникновении пожара необходимо сообщить в пожарную охрану и руководителю работ. Тушить горящие предметы, находящиеся на расстоянии менее двух метров от контактной сети, разрешается только углекислотными, аэрозольными или порошковыми огнетушителями. Тушение горящих предметов, расположенных на расстоянии более семи метров от контактного провода, находящегося под напряжением может быть допущено без снятия напряжения. При этом необходимо следить, чтобы струя воды или пены не касалась контактной сети и других частей, находящихся под напряжением. При тушении пожара струю пены направлять в сторону от людей. При возгорании электроприборов применять только углекислотные или порошковые огнетушители.
3.2 Требования техники безопасности при выполнении технологического процесса
Требования техники безопасности при выполнении технологического процесса устанавливаются законом об охране труда РФ и местными инструкциями. Перед началом работы работник должен проверить состояние инструмента находящегося на рабочем месте или получаемого из инструментальной кладовой. Инструмент и приспособления должны отвечать требованиям стандартов и технических условий. Молоток должен иметь:
— ровную, не сбитую, без заусенцев, слегка выпуклую поверхность байка;
— овальное отверстие для ручки с небольшим конусом наружу;
— ручку овального сечения из дерева, гладкую без сучков и трещин, конусную с уширением к свободному концу.
Места обработки деталей зубилом или другим подобным инструментом ограждают щитками из сетки, а исполнители работ обеспечиваются защитными очками.
Напильники применяют только с исправными ручками с металлическими кольцами в местах их насадки. Гаечные ключи должны соответствовать указанным на них размерам и не иметь разошедшихся челюстей. Наращивать гаечные ключи другими ключами и трубами, а также применять прокладки между гайкой и ключом не допускается.
Абразивный инструмент, применяемый в заточных станках и ручных пневматических шлифовальных машинах типаИП-2002 ТУ 22–166–30, должны эксплуатироваться ииспытываться в соответствии с ГОСТ 12.3.028.
Запрещается пользоваться неиспытанными абразивными кругами. Для испытания абразивного инструмента в депо имеется специальный стенд находящийся в цехе оборудования. Верстаки, столы и стеллажи должны быть прочными, устойчивыми и иметь высоту, удобную для работы. Поверхность верстаков необходимо покрывать гладким материалом (листовой сталью).
3.3 Требования техники безопасности к оборудованию
Мастер и бригадиры должны постоянно, в течение рабочей смены контролировать исправность инструмента, а исполнители – перед началомработы.
Работа неисправным инструментом, неочищенным от грязи и масла и без защитных средств запрещается. Все производственное оборудование должно отвечать требованиям ГОСТ 12.1.003–83, ГОСТ 12.2.003–91, ГОСТ 12.2.022–80. Для обеспечения безопасных условий труда электродвигатели, пусковая аппаратура и все другие части оборудования, которые могут находиться под напряжением, надежно заземляют и перед началом работы проверяются работниками цеха.
Зубчатые и ременные передачи, а также другие вращающиеся части оборудования, расположенные в доступной зоне, должны быть ограждены. Конструкции предохранительных устройств на станках должны быть прочными и надежно закрепленными. Внутренние поверхности защитных ограждений окрашивают в ярко-красный цвет.
Стенды и механизированные приспособления для ремонта автосцепного оборудования, потребляющие при работе электрический ток, должны иметь надежное защитное заземление в соответствии с ГОСТ 12.1.030. Сопротивление заземления должно быть 40 Ом. Сопротивление изоляции стендов должно соответствовать требованиям ГОСТ 1516.1 и быть не менее 0.51 Ом.
Все провода должны прокладываться в металлических трубах или гибких металлорукавах, защищенных асбестовой тканью. Оборудование должно быть установлено на изолирующих фундаментах или основаниях, тщательно выровнено и закреплено.
3.4 Требования к производственному персоналу, средства индивидуальной защиты
Все люди, работающие с какой-либо машиной или механизмами должны быть совершеннолетними и иметь специальный допуск к работе, т.е. являться квалифицированными специалистами. Помимо этого каждый рабочий должен знать все нюансы своего дела во избежание издержек в работе, он несет полную ответственность за продукцию, получаемую в результате выполнения им своих трудовых обязанностей. На предприятии в целом, и на участке в частности ведется систематическая работа по воспитанию у каждого члена коллектива чувства высокой ответственности за личную безопасность, безопасность рядом работающих, за выполнение норм и правил охраны труда, соблюдение трудовой и производственной дисциплины.
В соответствии с законодательством, рабочим, если при выполнении своих трудовых обязанностей они подвергаются воздействию отрицательных производственных факторов, бесплатно выдают по установленным нормам спецодежду, спецобувь и другие средства индивидуальной защиты. Выдаваемые средства индивидуальной защиты должны соответствовать характеру и условиям их работы, обеспечивать безопасность труда. При проведении работ под движущимися машинами и механизмами в качестве средства индивидуальной защиты предусмотрена каска. При работе с пневмоинструментом обязательны очки и рукавицы. При проведении сварочно-наплавочных работ пользуются сварочными масками для защиты глаз.
С наступлением холодов предусмотрена выдача теплой спецодежды и обуви с последующим возвратом в летнее время года. Регулярно в соответствии со сроками проводят испытание и проверку исправности средств индивидуальной защиты с занесением результатов проверки в журнал.
3.5 Расчет расходов на топливо, электроэнергии на горячее водоснабжение, на освещение, воду на бытовые нужды, обмывку деталей, сжатый воздух
Расходы на топливо для отопления здания:

где:  -коэффициент, учитывающий вид топлива (
-коэффициент, учитывающий вид топлива ( );
);
Тотп — число часов отопительного сезона (Тотп = 3980 ч);
ςот – часовой расход тепла на м 3 (ςот =0,8 Вт/м 3 *ч);
Vу – объем участка, м 3 ;
tв , tн – внутренняя и наружная температура воздуха (tв = 16 0 С, tн = -16 0 С);
Кэксп – эксплуатационный коэффициент (Кэксп = 1,25);
Ксут – коэффициент сменности (Ксут = 0,85);
Цт – цена 1т. топлива, руб. (Цт = 1500 руб.)

Расходы электрической энергии на горячее водоснабжение.
где: fдуш – расход тепла на сетку душа (fдуш = 1500 Вт/чел.);
nсет – количество сеток душа (nсет =  ), (nсет =
), (nсет = =2,3 принимаем 3);
=2,3 принимаем 3);
fст – расход тепла на одного рабочего, пользующегося столовой (fст = 1800 Вт/чел.);
fгв — расход тепла на одного рабочего, связанный с потреблением горячей воды в течении рабочего дня) fгв = 2250 Вт/чел.);
Dр – количество рабочих дней в году (249);
Цэ – цена 1кВт*ч электроэнергии, руб. (Цэ = 2,34 руб.)

Расходы на электрическую энергию для освещения.

где: Sу – освещаемая площадь участка, м 2 ;
Tr – годовое количество часов осветительной нагрузки (для депо Tr = 2250 ч);
h – часовая норма расходов электроэнергии на м 2 (h = 11 Вт/м 2 );
Ксп – коэффициент спроса (Ксп = 0,8);
Кэкс – коэффициент учитывающий экономию электроэнергии за счет использования естественного освещения с 1.04 по 1.10 (Кэкс = 0,85–0,9);
Цэ – цена 1кВт*ч электроэнергии, руб. (Цэ = 2,34 руб.)

Прочие материальные затраты.
Расходы на воду для бытовых нужд.
где: а – удельный расход воды на 1 рабочего (а = 65 л);
Rяв – явочное количество работников;
Цв – цена 1 м 3 воды, руб. (Цв = 10,64 руб.)

Расходы на сжатый воздух.

где: Vт – расход сжатого воздуха на полный цикл испытания автотормоза вагона (Vт = 1,2 м 3 );
Nr – годовая программа ремонта вагонов в депо (Nr = 1500 ваг);
Цсв – цена 1 м 3 сжатого воздуха (Цсв = 180 руб.)

Расходы на электрическую энергию для работы оборудования.

где: 1,2 – коэффициент, учитывающий потери энергии в сети;
Ксп – коэффициент спроса (Ксп =0,35);
∑Nэ – суммарная мощность оборудования, кВт;
Iз – коэффициент загрузки оборудования (iз = 0,7–0,75);
Цэ – цена 1кВт*ч электроэнергии, руб. (Цэ = 2,34 руб.)

4. Экономическая часть
4.1 Определение фонда заработной платы
Заработная плата – это цена, выплачиваемая предприятием за использование труда работника. Зарплата зависит от количества и качества труда. Определяющими факторами являются – квалификация работника, его способность выполнять работу определенной сложности.
Заработная плата состоит из основной части, носящей постоянный характер, и дополнительной, имеющей переменный характер. Переменная часть представляет собой различные виды премий, доплат и надбавок.
В вагонном хозяйстве, как и на железнодорожном транспорте оплата заработной платы производится по тарифной системе оплаты труда, которая включает:
1. Тарифно-квалификационный справочник представляет собой сборник, содержащий тарифно-квалификационные характеристики рабочих, сгруппированные по видам работ. Для каждой профессии указан тарифный разряд, который может быть присвоен рабочему данной профессии с учетом его знаний и умений.
2. Тарифная сетка – шкала определяющая коэффициент для расчета заработной платы относительно ставки I разряда.
3. Тарифная ставка – минимальный размер оплаты труда, принятый в отрасли, который устанавливает на основе генерального коллективного договора между ОАО «РЖД» и независимым профсоюзом рабочих железнодорожного транспорта.
Различают две основных системы оплаты труда – повременную и сдельную. При сдельной системе оплате подлежит количество фактически произведенной продукции по заранее установленным расценкам. При повременной системе оплате подлежит количество отработанного времени. Зарплата определяется в соответствии с разрядом, тарифной ставкой и фактически отработанным временем. Различают простую повременную и повременно-премиальную. Расчет заработной платы сводится в таблицу.
| Наименование профессии | Кол-во | Разряд | Час. тар. став. в руб. | Мес.тар. став. в руб. | Доплаты и надбавки | Всего 1 раб. в руб. | Всем в руб. | Фот | |
| Прем. 10% | Прираб 10% | ||||||||
| 1. Мастер | 2 | 12 | 13500 | 27000 | 324000 | ||||
| 2. Бригадир | 2 | 7 | 52,39 | 9325,42 | 932,542 | 932,542 | 11190,504 | 22381,01 | 268572,1 |
| 3. Слесарь ПС | 5 | 3 | 40,43 | 7196,54 | 719,654 | 719,654 | 8635,848 | 43179,24 | 518150,9 |
| 4. Слесарь ПС | 5 | 4 | 42,61 | 7584,58 | 758,458 | 758,458 | 9101,496 | 45507,48 | 546089,8 |
| 5. Слесарь ПС | 5 | 5 | 49,17 | 8752,26 | 875,226 | 875,226 | 10502,712 | 52513,56 | 630162,7 |
| 6. Слесарь оборуд | 4 | 4 | 42,61 | 7584,58 | 758,458 | 758,458 | 9101,496 | 36405,98 | 436871,8 |
| 7. Маш. крана | 3 | 5 | 49,17 | 8752,26 | 875,226 | 875,226 | 10502,712 | 31508,14 | 378097,6 |
| 8. Сварщик | 6 | 4 | 42,61 | 7584,58 | 758,458 | 758,458 | 9101,496 | 54608,98 | 655307,7 |
| 9. Сварщик | 6 | 5 | 49,17 | 8752,26 | 875,226 | 875,226 | 10502,712 | 63016,27 | 756195,3 |
| Всего: | 4513447,9 | ||||||||
4.2 Определение производительности труда
Производительность труда – один из основных показателей эффективности работы предприятия. Производительность труда – это количество продукции выработанное или приходящее на одного работающего (выработка). Основными путями повышения производительности труда является увеличение выпуска продукции, сокращение штата работников, увеличение организации труда, автоматизация и механизация при выполнении работы, правильная расстановка кадров и повышение квалификации рабочих. Различают плановую, фактическую и оперативную производительность труда. Плановая производительность труда – это количество продукции, выработанное одним или группой рабочих за установленное время по плану:

где: Nуч — плановый объем работы, Rсп – списочное количество работников.
Фактическая производительность труда – это фактическое количество продукции, выработанное одним или группой рабочих в установленное время, фактически:


где:Nуч — плановый объем работы, Rяв – явочное количество работников.
Оперативная производительность труда – это отношение фактической производительности к плановой производительности:
4.3 Определение расхода материала и запасных частей
Материалы и запчасти вагонное депо получает в соответствии с заявкой на предстоящий год. Данная заявка составляется на основе утвержденных норм расхода материалов и планируемого объема работ по эксплуатации, ремонту и содержанию здания и сооружения, а также оборудования предприятия.
Номы расхода материалов – это количество материала, которое необходимо затратить на производство единицы изделия или на выполнение единицы работы при установленном технологическом процессе и соответствующей организации производства. Норма запасов материалов – это их минимальное количество, находящееся на складе и в кладовых и необходимое для обеспечения ритмичной работы производства в условиях принятой периодичности завоза материалов и запчастей, а также режима их потребления.
Материалы и запасные части
| Наименование материала | Единица измерения | Норма расхода | Кол-во на программу | Стоим. Единицы в руб. | Общ. Стоим. В руб. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1. Балка надрессор. | Шт. | 0,02 | 22,50 | 7374,00 | 165915,00 |
| 2. Втулка резин. | Шт. | 16,00 | 24000,00 | 2,20 | 52800,00 |
| 3. Колодка тормоз. | Шт. | 8,00 | 12000,00 | 41,95 | 503400,00 |
| 4. Чека | Шт. | 8,00 | 12000,00 | 15,20 | 182400,00 |
| 5. Втулка фенопл. | Шт. | 3,00 | 4500,00 | 15,07 | 67815,00 |
| 6. Башмак торм. колод. | Шт. | 0,16 | 240,00 | 83,79 | 20109,60 |
| 7. Валик подвески башмака | Шт. | 0,16 | 240,00 | 38,00 | 9120,00 |
| 8. Подвеска торм. башм. | Шт. | 0,30 | 450,00 | 12,20 | 5490,00 |
| 9. Мыло | Кг. | 2,40 | 3600,00 | 25,00 | 90000,00 |
| 10. Проволока | Кг. | 0,01 | 15,00 | 75,00 | 1125,00 |
| 11. Краска черн. | Кг. | 0,35 | 525,00 | 110,00 | 57750,00 |
| 12. Спецдежда | Шт. | 0,21 | 315,00 | 3000,00 | 945000,00 |
| Всего: | 2100924,6 |
4.4 Расчет эксплуатационных расходов участка
В плане эксплуатационных расходов устанавливается сумма денежных средств, необходимая для выполнения производственной программы. План расходов должен быть увязан с другими разделами плана и предусматривать экономное расходование трудовых ресурсов, топлива, электроэнергии, материалов и пр. Эксплуатационные расходы вагонного дело планируются со статьям расходов основной деятельности железных дорог и элементам затрат: заработная плата, отчисления, материалы, запчасти, топливо, электроэнергия и прочие расходы. Наибольший удельный вес в эксплуатационных расходах занимает заработная плата. По экономическому содержанию расходы классифицируются на основные и общехозяйственные.
1. Основные расходы – расходы, включающие зарплату производственных рабочих, затраты на силовую электроэнергию, материалы и запчасти, воду для обмывки деталей и узлов вагона, сжатый воздух и т.д.
2. Основные расходы общие для всех содержат данные о расходах на социальное страхование работающих, дополнительную зарплату (отпускные), амортизационные отчисления, бытовые расходы.
3. Общехозяйственные расходы содержат данные на содержание АУР.
| Наименование расходов | Сумма (руб.) | Примечания |
| 1. Основные расходы | ||
| 1. Заработная плата | 4513447,9 | Производственные работы |
| 2. На запасные части | 2100924,6 | 20% от ФОТ |
| 3. Электроэнергия | 219365,12 | На производство |
| 4. Вода | 74434,81 | На производство |
| 5. Сжатый воздух | 324,00 | На производство |
| 6. Прочие | ||
| Итого: | 6908496,43 | |
| 2. Основные расходы, общие для всех | ||
| 1. Дополнительная заработная плата | 225672,39 | 2–5% от ФОТ |
| 2. Социальное страхование | 243726,2 | 5,4% от ФОТ |
| 3. Техника безопасности | 135403,4 | 3% от ФОТ |
| 4. Амортизационные отчисления | _ | 12% от стоимости оборудования |
| 5. Электроэнергия | 164460,06 | На бытовые нужды |
| 6. Вода | 6027,29 | На бытовые нужды |
| 7. Отопление | 1,684409 | На бытовые нужды |
| Итого: | 2459698,34 | |
| 3. Общехозяйственные расходы | ||
| 1. Зарплата АУР | 592572,1 | Мастер |
| 2. Социальные нужды | 31999 | 5,4% от АУР |
| 3. Подготовка кадров | 5925,70 | 1% от АУР |
| 4. Изобретательство и рационализация | 5925,70 | 1% от АУР |
| Итого: | 636422,5 | |
| Всего: | 10004617,27 | |
4.5 Определение себестоимости ремонта вагона (его узла или детали )
Себестоимость – это затраты в денежной форме на производство и реализацию продукции.
Себестоимость является одним из показателей эффективной работы предприятия, она показывает то, что необходимо предприятию изготовление, ремонт или обслуживание вагона.
Себестоимость зависит от:
1. технической оснащенности предприятия;
2. степени использования оборудования;
3. правильной организации технологического процесса;
4. производительности труда;
5. роста зарплаты;
6. эффективности использования материалов, запасных частей и т.д.
Основной метод расчета себестоимости – это метод определения эксплуатационных расходов приходится на единицу программы.
Плановая себестоимость определяется по формуле:

Где: Эр – эксплуатационные расходы;
Nуч – программа участка.
1. В.И. Гридюшко, В.П. Бугаев, А.Ф. Сузова «Экономика организация и планирование вагонного хозяйства», Москва «Транспорт» 1980.
2. А.И. Попов, А.Н. Королев «Экономика организация и планирование вагонного хозяйства».
3. В.И. Гридюшко, В.П. Бугаев, Н.Э. Криворучко «Вагонное хозяйство», Москва «Транспорт» 1988.
4. В.Д. Быков «Технология ремонта вагонов», Москва «Транспорт» 2000 г.
5. В.С. Крутяков «Охрана труда и основы экологии на железнодорожном транспорте и в транспортном строительстве», Москва «Транспорт» 1993.
6. Р.П. Стрекалина «Экономика вагонного хозяйства» Москва 2004 г.
Источник