- Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
- Просмотр содержимого документа «Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ»
- Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
- Просмотр содержимого документа «Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ»
Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ

Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
Просмотр содержимого документа
«Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ»
Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ
МАШИНОСТРОЕНИЯ
Цель работы: изучить технологические процессы сборки изделий
Конечным продуктом машиностроения является изделие. Сложное изделие – это совокупность элементов, соединенных определенным образом.
Первичный элемент сборки, не имеющий соединений, называется деталью (Д). Более сложная структура, состоящая из нескольких деталей, соединенных определенным образом и объединенных общим назначением, называется сборочной единицей (СЕ).
Процесс соединения структурных элементов в сборочную единицу
называется технологическим процессом сборки (ГОСТ 23887–79).
Место сборки в производственном процессе определяется порядком чередования этапов изготовления продукции:
Для каждой стадии сборки (сборки узлов, агрегатов (механизмов), общей сборки машины) разрабатывается технологический процесс, разделенный на операции, переходы и приемы. Основой для проектирования являются:
– общие виды и сборочные чертежи узлов и изделий;
– технические условия на приемку и испытание;
– производственная программа;
– спецификация поступающих на сборку узлов и деталей.
Технологический процесс разрабатывается поэтапно в следующей последовательности.
1. Выбирают организационную форму сборки в зависимости от
условий производства и объема выпуска.
Наиболее важные признаки классификации – возможность перемещения изделия (стационарная и подвижная сборка) и организация рабочих мест (поточная и не поточная сборка). Каждая из форм может реализовываться с разной степенью разделения (дифференциации) изделия на составные элементы (Д, СЕ).
В мелкосерийном производстве часто применяют схему стационарной, не поточной сборки, с разделением работ на узловую и общую сборку. Поточная сборка имеет ряд преимуществ, однако ее использование ограничено крупносерийным и массовым производством по экономическим причинам.
2. Выполняют технологический анализ чертежей.
Цель анализа – оценка и корректировка конструкции с точки зрения приспособленности к изготовлению в заданных условиях наиболее экономичным способом. Технологичность отрабатывается по следующим направлениям:
– минимальное количество соединений;
– доступность мест соединений;
– обоснованная точность обработки сопрягаемых поверхностей;
– отсутствие дополнительной обработки поверхностей в процессе сборки;
– максимальное использование стандартных и унифицированных элементов;
– простота применяемой технологической оснастки;
– приспособленность к механизации и автоматизации сборочных работ (монтажные опоры, такелажные узлы и др.);
– наличие базовой части (основы для монтажа );
– отсутствие необходимости промежуточной разборки;
– удобный доступ к местам контроля и регулировки;
– совмещение технологических и измерительных баз.
3. Устанавливают методы достижения точности сборки (полная, неполная, групповая взаимозаменяемость; регулировка; пригонка).
Полная взаимозаменяемость реализуется в крупносерийном и массовом производстве (автотракторостроение). Метод предусматривает выполнение сборки элементов изделия без дополнительной обработки сопрягаемых поверхностей, что требует уменьшения допусков на составляющие звенья и приводит к значительному удорожанию изделия.
При групповой (селективной) взаимозаменяемости высокая точность соединения деталей с расширенными допусками обеспечивается сортировкой деталей (СЕ) по размерам на группы, с обеспечением установленного допуска замыкающего звена при соединении. Метод применяется при небольшом числе звеньев (3…4) в цепи соединений высокой точности (подшипники качения, плунжерные пары, поршневой палец верхней головки шатуна и др.). Различают три вида селективной сборки:
– непосредственный подбор;
– предварительная сортировка;
– комбинированная сборка.
Неполная взаимозаменяемость предполагает расширение допусков на детали размерной цепи. Основанием для такого решения является положение теории вероятностей о том, что крайние значения погрешностей размеров звеньев цепи встречаются значительно реже чем средние. Использование метода предполагает наличие определенного процента брака. Устранение брака можно обеспечить методами пригонки, использованием компенсаторов или регулированием. Указанные методы часто применяются в единичном и мелкосерийном производстве.
4. Определяют целесообразную степень дифференциации или
концентрации сборочных операций.
С этим этапом связана задача определения количества сборочных единиц в изделии.
5. Разрабатывают схемы узловой и (или) общей сборки изделия.
Процесс сборки можно представить схемой, в которой условно изображают последовательность соединения элементов (Д, СЕ).
Каждый элемент обозначают прямоугольником, разделенным на три части.
В верхней части указывают наименование элемента, в левой нижней части – номер по спецификации, в правой нижней части – количество собираемых элементов. В левой части схемы изображают обозначение базовой детали, с которой начинают сборку и к которой в дальнейшем присоединяют остальные детали. В правой части обозначают изображение изделия.
Базовую деталь соединяют с изделием прямой линией. Над линией размещают изображения деталей, под линией сборочных единиц.
Схемы снабжают дополнительными надписями, определяющими содержание операций (приварить, запрессовать и т. д.).
На рис. 1 а и 1 б показаны фрагменты сборочных чертежей двух сборочных единиц – «вал-колесо» и «верхний вал коробки передач».
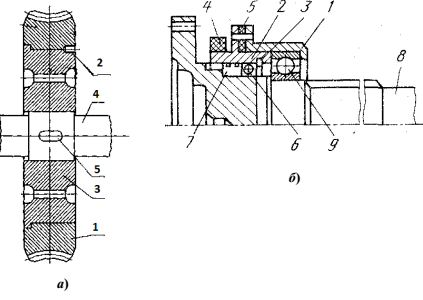
Рис. 1. Фрагменты чертежей сборочных единиц: а – «вал-колесо»;
б – «верхний вал коробки передач»
6. Выбирают наиболее экономичные и технически обоснованные
способы сборки, контроля, испытаний.
Технологический процесс сборки включает следующие этапы:
– подготовка элементов конструкции к сборке;
– предварительная сборка (при необходимости);
– промежуточная сборка (при необходимости);
– сборка под сварку (при необходимости);
– окончательная сборка;
– регулировка;
– контроль;
– демонтаж (при необходимости).
Характеристика этапов сборки представлена в табл. 1.
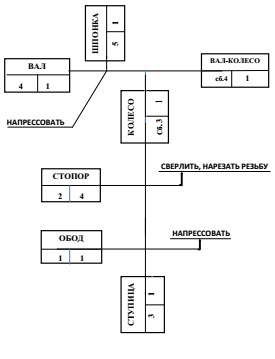
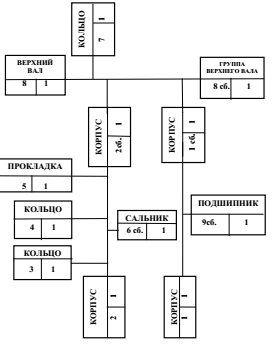
Рис. 2. Схемы сборки: а) – узла «вал-колесо»;
б) – узла «верхний вал коробки передач
Т а б л и ц а 1
Содержание этапов процесса сборки
Подготовка
элементов к сборке
Работы по приведению деталей в состояние, требуемое
условиями сборки: очистка, сортировка, укладка в тару,
пригоночные работы (опиливание, зачистка, притирка,
полирование, шабрение, гибка и др.)
Сборка изделия с последующей разборкой (например –
сборка узла с целью определения размера компенсатора)
Сборка с целью дальнейшей совместной обработки деталей
(например, сборка шатуна для обработки отверстия
под вкладыши)
Сборка под сварку
Выполняется с целью последующей сварки соединяемых
деталей (сборка кузовов и кабин)
Сборка изделия в целом
Работы, проводимые в процессе сборки и после ее окончания
с целью достижения точности в расположении элементов
конструкции
Работы, выполняемые в процессе сборки и после ее окончания
с целью проверки соответствия параметров изделия
требованиям ТУ
Работы по частичной разборке изделия с целью подготовки его
к упаковке и транспортированию (при необходимости)
7. Выбирают технологическое и вспомогательное оборудование,
технологическую оснастку
Оборудование сборочных производств можно разделить на две группы.
Технологическое оборудование – предназначено для выполнения работ по соединению деталей, их регулировке и контролю (оборудование для сборки резьбовых соединений, нагревательные устройства, ванны, установки для охлаждения, прессы и др.).
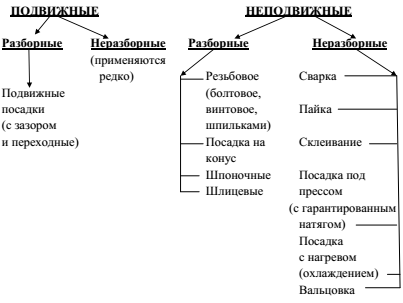
Рис. 3. Распространенные виды соединений
Вспомогательное оборудование – предназначено для механизации вспомогательных работ (тельферы, поворотные краны, конвейеры, рольганги, домкраты, лебедки, тележки и др.). Удельный вес вспомогательных работ в общей трудоемкости сборки, в серийном производстве, составляет 30…40 %, в массовом 10…15 %. Для доставки к рабочим местам деталей и СЕ используют ручные тележки и электрокары, различного вида краны и конвейеры. Большие удобства создают конвейеры, оснащенные устройствами для адресной доставки транспортируемых деталей и СЕ.
8. Проводят техническое нормирование работ и определяют технико-экономические показатели (ТЭП).
Для определения длительности (цикла) сборки машин строят циклограмму процесса. В избранном масштабе циклограмма отражает не только последовательность затрат времени на выполнение операции, но и совмещение во времени этих затрат. Циклограмма позволяет найти пути сокращения цикла сборки
9. Оформляют технологическую документацию.
Состав документов и методы оформления рассматриваются в стандартах ЕСТПП.
Машины и СЕ после их сборки подвергают различного рода испытаниям. Целью испытания является проверка качества изделия, достигнутого в результате всего производственного процесса его изготовления.
Контрольные вопросы
1. Назовите элементы структуры сборочной операции.
2. Что такое «базовая» деталь?
3. Назовите основные этапы процесса сборки.
Источник
Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ

Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
Просмотр содержимого документа
«Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ»
Практическая работа №15 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ ИЗДЕЛИЙ
МАШИНОСТРОЕНИЯ
Цель работы: изучить технологические процессы сборки изделий
Конечным продуктом машиностроения является изделие. Сложное изделие – это совокупность элементов, соединенных определенным образом.
Первичный элемент сборки, не имеющий соединений, называется деталью (Д). Более сложная структура, состоящая из нескольких деталей, соединенных определенным образом и объединенных общим назначением, называется сборочной единицей (СЕ).
Процесс соединения структурных элементов в сборочную единицу
называется технологическим процессом сборки (ГОСТ 23887–79).
Место сборки в производственном процессе определяется порядком чередования этапов изготовления продукции:
Для каждой стадии сборки (сборки узлов, агрегатов (механизмов), общей сборки машины) разрабатывается технологический процесс, разделенный на операции, переходы и приемы. Основой для проектирования являются:
– общие виды и сборочные чертежи узлов и изделий;
– технические условия на приемку и испытание;
– производственная программа;
– спецификация поступающих на сборку узлов и деталей.
Технологический процесс разрабатывается поэтапно в следующей последовательности.
1. Выбирают организационную форму сборки в зависимости от
условий производства и объема выпуска.
Наиболее важные признаки классификации – возможность перемещения изделия (стационарная и подвижная сборка) и организация рабочих мест (поточная и не поточная сборка). Каждая из форм может реализовываться с разной степенью разделения (дифференциации) изделия на составные элементы (Д, СЕ).
В мелкосерийном производстве часто применяют схему стационарной, не поточной сборки, с разделением работ на узловую и общую сборку. Поточная сборка имеет ряд преимуществ, однако ее использование ограничено крупносерийным и массовым производством по экономическим причинам.
2. Выполняют технологический анализ чертежей.
Цель анализа – оценка и корректировка конструкции с точки зрения приспособленности к изготовлению в заданных условиях наиболее экономичным способом. Технологичность отрабатывается по следующим направлениям:
– минимальное количество соединений;
– доступность мест соединений;
– обоснованная точность обработки сопрягаемых поверхностей;
– отсутствие дополнительной обработки поверхностей в процессе сборки;
– максимальное использование стандартных и унифицированных элементов;
– простота применяемой технологической оснастки;
– приспособленность к механизации и автоматизации сборочных работ (монтажные опоры, такелажные узлы и др.);
– наличие базовой части (основы для монтажа );
– отсутствие необходимости промежуточной разборки;
– удобный доступ к местам контроля и регулировки;
– совмещение технологических и измерительных баз.
3. Устанавливают методы достижения точности сборки (полная, неполная, групповая взаимозаменяемость; регулировка; пригонка).
Полная взаимозаменяемость реализуется в крупносерийном и массовом производстве (автотракторостроение). Метод предусматривает выполнение сборки элементов изделия без дополнительной обработки сопрягаемых поверхностей, что требует уменьшения допусков на составляющие звенья и приводит к значительному удорожанию изделия.
При групповой (селективной) взаимозаменяемости высокая точность соединения деталей с расширенными допусками обеспечивается сортировкой деталей (СЕ) по размерам на группы, с обеспечением установленного допуска замыкающего звена при соединении. Метод применяется при небольшом числе звеньев (3…4) в цепи соединений высокой точности (подшипники качения, плунжерные пары, поршневой палец верхней головки шатуна и др.). Различают три вида селективной сборки:
– непосредственный подбор;
– предварительная сортировка;
– комбинированная сборка.
Неполная взаимозаменяемость предполагает расширение допусков на детали размерной цепи. Основанием для такого решения является положение теории вероятностей о том, что крайние значения погрешностей размеров звеньев цепи встречаются значительно реже чем средние. Использование метода предполагает наличие определенного процента брака. Устранение брака можно обеспечить методами пригонки, использованием компенсаторов или регулированием. Указанные методы часто применяются в единичном и мелкосерийном производстве.
4. Определяют целесообразную степень дифференциации или
концентрации сборочных операций.
С этим этапом связана задача определения количества сборочных единиц в изделии.
5. Разрабатывают схемы узловой и (или) общей сборки изделия.
Процесс сборки можно представить схемой, в которой условно изображают последовательность соединения элементов (Д, СЕ).
Каждый элемент обозначают прямоугольником, разделенным на три части.
В верхней части указывают наименование элемента, в левой нижней части – номер по спецификации, в правой нижней части – количество собираемых элементов. В левой части схемы изображают обозначение базовой детали, с которой начинают сборку и к которой в дальнейшем присоединяют остальные детали. В правой части обозначают изображение изделия.
Базовую деталь соединяют с изделием прямой линией. Над линией размещают изображения деталей, под линией сборочных единиц.
Схемы снабжают дополнительными надписями, определяющими содержание операций (приварить, запрессовать и т. д.).
На рис. 1 а и 1 б показаны фрагменты сборочных чертежей двух сборочных единиц – «вал-колесо» и «верхний вал коробки передач».
Рис. 1. Фрагменты чертежей сборочных единиц: а – «вал-колесо»;
б – «верхний вал коробки передач»
6. Выбирают наиболее экономичные и технически обоснованные
способы сборки, контроля, испытаний.
Технологический процесс сборки включает следующие этапы:
– подготовка элементов конструкции к сборке;
– предварительная сборка (при необходимости);
– промежуточная сборка (при необходимости);
– сборка под сварку (при необходимости);
– окончательная сборка;
– регулировка;
– контроль;
– демонтаж (при необходимости).
Характеристика этапов сборки представлена в табл. 1.
Рис. 2. Схемы сборки: а) – узла «вал-колесо»;
б) – узла «верхний вал коробки передач
Т а б л и ц а 1
Содержание этапов процесса сборки
Подготовка
элементов к сборке
Работы по приведению деталей в состояние, требуемое
условиями сборки: очистка, сортировка, укладка в тару,
пригоночные работы (опиливание, зачистка, притирка,
полирование, шабрение, гибка и др.)
Сборка изделия с последующей разборкой (например –
сборка узла с целью определения размера компенсатора)
Сборка с целью дальнейшей совместной обработки деталей
(например, сборка шатуна для обработки отверстия
под вкладыши)
Сборка под сварку
Выполняется с целью последующей сварки соединяемых
деталей (сборка кузовов и кабин)
Сборка изделия в целом
Работы, проводимые в процессе сборки и после ее окончания
с целью достижения точности в расположении элементов
конструкции
Работы, выполняемые в процессе сборки и после ее окончания
с целью проверки соответствия параметров изделия
требованиям ТУ
Работы по частичной разборке изделия с целью подготовки его
к упаковке и транспортированию (при необходимости)
7. Выбирают технологическое и вспомогательное оборудование,
технологическую оснастку
Оборудование сборочных производств можно разделить на две группы.
Технологическое оборудование – предназначено для выполнения работ по соединению деталей, их регулировке и контролю (оборудование для сборки резьбовых соединений, нагревательные устройства, ванны, установки для охлаждения, прессы и др.).
Рис. 3. Распространенные виды соединений
Вспомогательное оборудование – предназначено для механизации вспомогательных работ (тельферы, поворотные краны, конвейеры, рольганги, домкраты, лебедки, тележки и др.). Удельный вес вспомогательных работ в общей трудоемкости сборки, в серийном производстве, составляет 30…40 %, в массовом 10…15 %. Для доставки к рабочим местам деталей и СЕ используют ручные тележки и электрокары, различного вида краны и конвейеры. Большие удобства создают конвейеры, оснащенные устройствами для адресной доставки транспортируемых деталей и СЕ.
8. Проводят техническое нормирование работ и определяют технико-экономические показатели (ТЭП).
Для определения длительности (цикла) сборки машин строят циклограмму процесса. В избранном масштабе циклограмма отражает не только последовательность затрат времени на выполнение операции, но и совмещение во времени этих затрат. Циклограмма позволяет найти пути сокращения цикла сборки
9. Оформляют технологическую документацию.
Состав документов и методы оформления рассматриваются в стандартах ЕСТПП.
Машины и СЕ после их сборки подвергают различного рода испытаниям. Целью испытания является проверка качества изделия, достигнутого в результате всего производственного процесса его изготовления.
Контрольные вопросы
1. Назовите элементы структуры сборочной операции.
2. Что такое «базовая» деталь?
3. Назовите основные этапы процесса сборки.
Источник