- Инструкция по эксплуатации универсального станка для закатных магнитов и значков
- Форум сайта «Sublimaster.ru»
- Изготовление значков
- Изготовление значков
- Изготовление значков
- Изготовление значков.
- Изготовление значков.
- Изготовление значков.
- Оборудование для изготовления значков
- Конструкция заготовки для значка с булавкой
- Типы и размеры заготовок для значков:
Инструкция по эксплуатации универсального станка для закатных магнитов и значков
1. ОБЩИЕ СВЕДЕНИЯ
- Пресс настольный (далее пресс) предназначен для сборки нагрудных значков круглых диаметром 25мм, 38мм, 56мм, 78мм а также для вырубки изделий.
- Пресс предназначен для эксплуатации в районах с умеренным климатом в условиях окружающей среды, характеризующейся температурой от +10*С до +40 *С, относительной влажностью воздуха не более 85 %, отсутствием атмосферных осадков и чрезмерной запылённости воздуха.
- Настоящий паспорт содержит сведения и требования, необходимые для надежной, эффективной и безопасной эксплуатации пресса.
- В связи с постоянной деятельностью по совершенствованию пресса изготовитель оставляет за собой право вносить в её конструкцию незначительные изменения, не отражённые в настоящем паспорте и не влияющие на эффективную и безопасную работу.
Пресс может комплектоваться по желанию заказчика приспособлениями:
- для сборки значков и магнитов диаметром 25мм ,38мм,56мм,78мм;
- для сборки прямоугольных значков и магнитов размером 55×80 мм и 65×90 мм;
- для вырубки изделий из бумаги, картона, магнитного винила вырубными ножами.
На рисунке 2 показан общий вид пресса с установленной кареткой для сборки круглых значков.
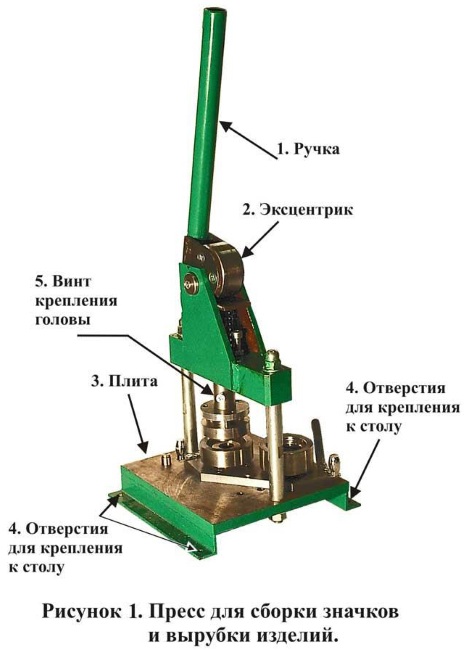
2. УСТРОЙСТВО
На рисунке 2 указаны назначение элементов пресса и установочных отверстий. При изготовлении круглых значков упорные винты 8 убираются. При вырубке изделий и изготовлении прямоугольных значков и магнитов убирается упор 9 и ставятся упоры 8.

3. ПРИНЦИП РАБОТЫ
Перед сборкой значка необходимо подготовить комплектацию: вставить булавку в прорезь, имеющуюся в металлическом основании значка. Подготовить печать. Вложить корпус в левую матрицу каретки, сверху положить печать — заламинированную или печать +лавсановая пленка, передвинуть каретку вправо до упора и нажать на рычаг. В правую матрицу вложить вставку с булавкой. При этом булавку необходимо сориентировать относительно печати: повернуть относительно осевой линии каретки примерно на 25°, передвинуть каретку влево,нажать на рычаг. Получаем готовый значок. Проверяем положение булавки и корректируем, отмечая фломастером на правой матрице.
4. НАСТРОЙКА ПРЕССА
Для установки кареток для круглых значков необходимо удалить штифты 8 и установить штифт 9. Установить голову 10 на шток 5 и закрепить винтом 14 (рис.2). Поставить каретку осью 7 (рис.5) в отверстие 12 (рис.2). Для установки кареток для прямоугольных значков и вырубной плиты необходимо убрать упор 9 и установить упоры 8.
5. ПОДГОТОВКА ЗАГОТОВОК
1. Изготовление заготовок для значков с ламинированным покрытием:
1.1. На бумаге плотностью 90 г/м2 печатается изображение.
1.2. Бумага ламинируется пленкой толщиной 30-70 мкр.
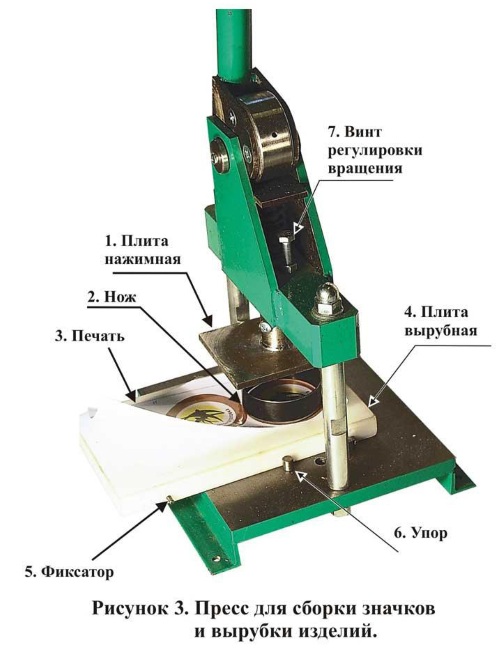
1.3. Специальным ножом (см. рис.3) вырубается заготовка.
2. Изготовление заготовок для значков с лавсановым покрытием:
2.1. На бумаге плотностью 90 г/м2 печатается изображение.
2.2. Ножом вырубается бумажная заготовка.
2.3. Ножом вырубается заготовка из лавсана.
3. Во время работы:
3.1. Не допускайте механических повреждений машины (ударов, падений и т.п.).
3.2. Следите за состоянием рабочей части инструмента.
4. По окончании работы:
4.1. Очистите пресс и дополнительные принадлежности от грязи.
4.2. Обеспечьте хранение пресса при температуре окружающей среды от +1°С до +35°С.
Справочная информация:
Размеры ножа:
— для закатного значка диаметром 78 мм — d93 мм.
— для закатного значка диаметром 56 мм — d67.4 мм.
— для закатного значка диаметром 38 мм — 50 мм.
— для закатного значка диаметром 25 мм — 35 мм.
6. НАСТРОЙКА
Станки поставляются настроенными на ламинацию 75 микрон и бумагу 90 г.
При изменении исходных данных или комплектации, настройка производится в зависимости от толщины бумаги и толщины ламинации.
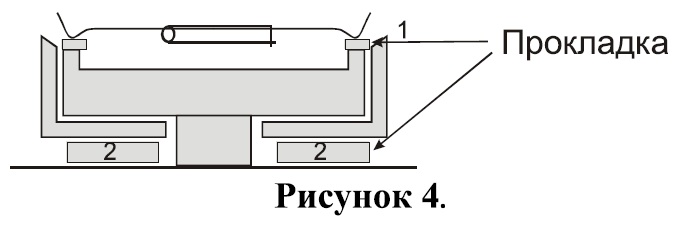
Прокладка (кольцо) 1 (рис.4) предназначена для того, чтобы вставка вошла в крышку до начала завальцовки, не было звона булавки и подрезки.
Прокладка 2 (рис.4) предназначена для более ранней и полной завальцовки.
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Через 10 000 изделий необходимо выполнить следующие действия:
- Снять каретку (см. рис.4).
- Разобрать её, отвинтив винты 3.
- Очистить от грязи и пыли детали каретки, платформу, станину.
- Смазать трущиеся поверхности толкателя индустриальным маслом.
- Смазать шток.
- Собрать в обратной последовательности.

8. РАЗМЕРЫ ЗАГОТОВОК ЗНАЧКОВ (МАГНИТОВ, МЕДАЛЕЙ)
Источник
Форум сайта «Sublimaster.ru»
Печатные технологии для вашего бизнеса
Изготовление значков

Изготовление значков
Сообщение Vkadre » 10 окт 2012, 09:45
Собственно кто то пользуется?! пользовался?! будет пользоваться?!
Интересует ценовая политика, спрос и себестоимость готового изделия?!
Вот тут нашел статью, оказывается ничего сложного. Вопрос весь в том, стоит ли овчинка выделки?!
http://mopassan.com/photo/tech/znachki- . ukami.html
Лицом пригожим станет попа, пройдя сквозь фильтры фотошопа.
«Каждый свой путь выбирает. Ценники вместо скотча, ломонд вместо сублимаги, духовка вместо пресса и т.д.» ©
НЕ ЗАБЫВАЕМ НАЖИМАТЬ ПАЛЕЦ ВВЕРХ
«СПАСИБО»
Изготовление значков

Изготовление значков.
Сообщение VIVA-PRINT » 10 окт 2012, 10:22

Изготовление значков.
Сообщение СублиМастер » 10 окт 2012, 11:02
Изготовление значков.
Сообщение Vkadre » 10 окт 2012, 12:34
Ну не знаю, в детстве покупал и носил всякие ранзные прикольные будучи в школе еще. Сейчас конечно какие значки, твитнул,отконтактил на айпадах и айфонах.
Должна же быть среда их применения.
Например писать на них адрес или номер телефона родителей, прицепил на ребенка, вдруг потеряется.
Своеобразные бирки, что то еще, главное как подать?!))) Вопрос в том, ограничен ли такой станок в размерах производимых значков, хотелось бы если уж делать, то не только маленькие значки, ну и побольше.
Лицом пригожим станет попа, пройдя сквозь фильтры фотошопа.
«Каждый свой путь выбирает. Ценники вместо скотча, ломонд вместо сублимаги, духовка вместо пресса и т.д.» ©
НЕ ЗАБЫВАЕМ НАЖИМАТЬ ПАЛЕЦ ВВЕРХ
«СПАСИБО»
Источник
Оборудование для изготовления значков
25-37-56-75мм унив.ПРЕСС SDHP-N4 для изготовления значков поворотный, без инструмента
Цена по запросу

25-37-56-75мм унив.ПРЕСС SDHP-S1 для изготовления значков пов., без инструмента
Цена по запросу

Простой и удобный вырубщик для значков 25 мм

56мм ВЫРУБЩИК заготовок для значков Stand Cutter, (настольный)
Простой и надежный настольный вырубщик для значков!

Для вырезания бумажных заготовок(овал,круг) 58 мм

Универсальный вырубщик для значков Multisheets Cutter (пресс высечной) за одно нажатие способен производить заготовки из нескольких листов за одну вырубку, продается БЕЗ инструмента, с помощью которого можно изготавливать заготовки 25-37-56-75мм Не забудьте докупить к нему дополнительно ШТАМП к вырубщику MultiSheet , штамп квадрат 37*37мм, D25-36-56-75мм

Дополнительный 25мм ШТАМП к вырубщику MultiSheet (см. 25-36-56-75мм унив.ВЫРУБЩИК)

Устанавливается на ручной или пневматический станок для изготовления закатных значков. Размер —25 мм

25мм НАСАДКА сменная к SDHP-N3 -инструмент к прессу для изготовления значков

Ручной УНИВЕРСАЛЬНЫЙ 25-37-56-75мм ПРЕСС SDHP-1 для изготовления значков шатл, без инструмента

Данный пресс предназначен для изготовления закатных значков различного диаметра: 25-32-37-44-50-56-58-65-75мм
Простоя удобная конструкция, сменные насадки.

Данный станок предназначен для изготовления круглых закатных значков, брелоков, значков-зеркал, медалей, магнитов и сувениров на основе круглых закатных значков

Ручной пресс для изготовления овальных значков формата 45*69 мм шаттл

Ручной пресс для изготовления прямоугольных значков формата 39*59 мм

Ручной пресс для изготовления квадратных значков.

Ручной пресс для изготовления прямоугольных значков размером 25*70 мм

Пневматический станок для изготовления круглых закатных значков, брелоков, значков-зеркал, медалей, магнитов и сувениров на основе круглых закатных значков.

Ручной пресс для изготовления значков поворотный с инструментом 158 мм
Конструкция заготовки для значка с булавкой
К задней крышке (2) крепится с одной стороны булавка (5), а с другой — лицевая крышка заготовки (3). Сверху — бумажная полиграфическая вставка (4), которая покрывается защитной лавсановой пленкой (1)
Заготовки для значков имеют разную форму: круглые различных диаметров, овальные, прямоугольные, в форме ромба и сердца разных размеров. Заготовки для значков с булаввкой просты и надежны в эксплуатации.

Типы и размеры заготовок для значков:
|
|







Для изготовления значка с булавкой из заготовки используется универсальный ручной станок. Существуют также электрические и пневматические станки для производства значков из заготовок. Станки оснащаются дополнительными сменными или несменными насадками для изготовления значков из заготовок различной формы и размеров.
Источник