- ПРИЗНАКИ И ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА. САМОСТОЯТЕЛЬНЫЙ РЕМОНТ
- Техническое обслуживание прессов ПГП
- Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
- Сервисное обслуживание прессов ПГП
- Пресс гидравлический не давит
- Характерные неисправности
- Ремонт пневматической муфты-тормоза.
- Ремонт гидравлического пресса модели Д2430Б.
- Принцип работы гидравлического пресса
- Устройство гидравлического пресса
- Классификация гидравлических прессов
- Характеристики гидравлических прессов
- Усилие гидравлического пресса
- Достоинства гидравлических прессов
- Недостатки гидравлических прессов
- Применение гидравлических прессов
ПРИЗНАКИ И ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА. САМОСТОЯТЕЛЬНЫЙ РЕМОНТ
Иногда с ручным гидравлическим прессом случаются неполадки, и ему срочно необходим ремонт. Самым правильным и надёжным решением будет обращение в Сервисный Центр, где специалисты быстро и качественно проведут необходимые процедуры по восстановлению вышедшего из строя инструмента. Но что делать, если необходимо срочно продолжить работу, а замены агрегату нет? Для этого, к каждому прессу SHTOK., например, в комплектацию добавлен ремкомплект с несколькими типами уплотнителей соединений.

Давайте рассмотрим несколько основных неисправностей на примере ПГ-120 SHTOK., которые можно устранить самостоятельно. Более редкие и сложные проблемы мы изучать не будем, так как подобный ремонт необходимо производить в условиях Сервисного Центра.
Итак, основных неисправностей может быть две:
- Пресс не нагнетает давление
- Течь масла из-под резьбовых соединений
Рассмотрим каждую по-отдельности.
Состояние гидравлического пресса, когда крайне медленно смыкаются матрицы или они не двигаются совсем, либо смыкание происходит, но недостаточно развиваемого усилия на них для завершения опрессовки, можно охарактеризовать, как «пресс не нагнетает давление».
Это может произойти по двум причинами:
- Полное или частичное отсутствие масла в масляной ёмкости
- Засорен перепускной клапан
В первую очередь, идём по самому простому пути и проверяем уровень масла в прессе, понимаем, что его недостаточно и производим долив до необходимого уровня.
Смотрим, как это делается:
В том случае, если, долив масла не помог, то причина может быть серьёзней – засор перепускного клапана. В процессе эксплуатации различные продукты износа гидравлического пресса как раз начинают скапливаться в районе данной детали агрегата, а также, что крайне редко случается, подобная проблема может обнаружиться и у совершенно нового инструмента из-за попавшей внутрь металлической стружки.
Представляем Вашему вниманию видео-инструкцию по устранению засора в гидравлическом клапане:
На всякий случай поясним один нюанс. В конце ролика опускаем магнит внутрь корпуса клапана и извлекаем шарик вместе с мусором.
Следующая возможная неисправность – это «течь масла из-под резьбовых соединений». Это происходит, в основном, из-за естественного износа резиновых уплотнений. Как уже ранее упоминалось, в комплект поставки гидравлических прессов SHTOK. входит набор с различными уплотнителями, которые можно использовать для самостоятельного ремонта.
Итак, видео-инструкция по замене уплотнительной манжеты на поршне.
Как вы видите, самостоятельно провести подобный ремонт несложно. Тем самым, вы устраните около 90% всех поломок. При остальных редких и сложных неисправностях, мы всё же настоятельно рекомендуем обращаться в Сервисный Центр!
Друзья, на этом мы завершаем серию публикаций об устройстве и обслуживании ручного гидравлического пресса. Если, по Вашему мнению, мы пропустили что-то интересное, либо у Вас есть вопросы, оставляйте свои комментарии на наших каналах в
Источник
Техническое обслуживание прессов ПГП
Компания «ЧистоГрад» с 2008 года специализируется на поставке прессов для ТБО. За годы работы сотни мусороперерабатывающих предприятий стали нашими клиентами и с удовольствием используют наше оборудование. Все они отмечают надежность и высокие эксплуатационные характеристики приобретенных прессов. Мы же за это время обрели немалый опыт по техническому обслуживанию и готовы делиться им с нашими заказчиками. Дадим некоторые рекомендации.
Для бесперебойной работы пресса в течение всего срока службы необходимо периодически проводить профилактические процедуры, такие как:
- смазывать замки и навески дверей, проверять и затягивать крепеж каждые 150 часов работы и не реже одного раза в месяц;
- осуществлять замену масла и масляного фильтра, чистить бак от осадка и промывать дизтопливом или керосином каждые 1000 часов работы и не реже одного раза в полгода;
- проводить полную проверку и профилактику электрооборудования не реже раза в год.

Устранить зависимость работоспособности оборудования от непредсказуемости погодных условий возможно, используя всесезонное загущенное гидравлическое масло (ВМГЗ), не застывающее до минус 55 градусов.
Непрерывная работа оборудования и стабильная деятельность предприятия – приятный результат соблюдения нехитрых правил эксплуатации.
Заказать оборудование для переработки мусора и отходов в городах: Москва, Новосибирск, Иркутск, Тюмень, Владивосток, Красноярск и Омск.
Источник
Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Источник
Сервисное обслуживание прессов ПГП
Компания «ЧистоГрад» предлагает своим клиентам полный спектр услуг по диагностике, ремонту и сервисному обслуживанию.
 Сервисное обслуживание оборудования (пакетировочных гидравлических прессов) – это комплекс мер, направленных на предотвращение возникновения неисправностей оборудования, и как результат – его бесперебойную работу.
Сервисное обслуживание оборудования (пакетировочных гидравлических прессов) – это комплекс мер, направленных на предотвращение возникновения неисправностей оборудования, и как результат – его бесперебойную работу.
При обслуживании оборудования нашими квалифицированными специалистами гарантированно снижаются потери времени на устранение неисправности собственными силами. И, конечно же, что немаловажно, затраты на ремонт и обслуживание пресса сокращаются в разы.
При заключении договора сервисного обслуживания на один год, компания «ЧистоГрад» продляет гарантию на пакетировочные гидравлические прессы до двух лет.*
Сервисное обслуживание включает в себя: 
- выполнение пуско-наладочных работ;
- проведение планового технического осмотра оборудования (раз в три месяца с момента ввода оборудования в эксплуатацию – замена расходных материалов, регулировка и т.д.);
- устранение возникающих неисправностей оборудования;
- выполнение ремонта оборудования с установкой запасных частей и заменой расходных материалов;
- оказание технической поддержки персоналу Заказчика, эксплуатирующему оборудование;
- оказание консультационных услуг по вопросам настройки и эксплуатации оборудования.
Регулярный осмотр и своевременное квалифицированное обслуживание позволяют предотвратить серьезные поломки, что значительно продлевает срок службы оборудования.
Порядок заключения договора на сервисное обслуживание :
На обслуживание принимается только технически исправное оборудование.
 Этап 1 Определяется техническое состояние оборудования сервисным специалистом Исполнителя до заключения договора. Неисправное оборудование приводится в исправное состояние согласно ценам, указанным в прайс-листе Исполнителя;
Этап 1 Определяется техническое состояние оборудования сервисным специалистом Исполнителя до заключения договора. Неисправное оборудование приводится в исправное состояние согласно ценам, указанным в прайс-листе Исполнителя;
Этап 2 Производится подписание договора и всех его приложений;
Этап 3 Исполнитель выставляет счет на годовое сервисное обслуживание, а Заказчик производит оплату.
Важно! Гарантия распространяется на прессы, эксплуатируемые исключительно в соответствии с предназначением и согласно инструкции (поставляется в комплекте с прессом).
Стоимость и условия договора сервисного обслуживания можно узнать, обратившись к сотрудникам компании ЧистоГрад по телефонам +7 383 286-54-84 либо отправив запрос на электронный адрес info@ptbo.ru
Выбрать пакетировочный пресс для мусора можно в каталоге либо обратиться к менеджеру компании «ЧистоГрад» за консультацией.
*Услуга оказывается на территории города Москва и МО, Новосибирск и НСО.
Заказать оборудование для переработки мусора и отходов в городах: Москва, Новосибирск, Иркутск, Тюмень, Владивосток, Красноярск и Омск.
Источник
Пресс гидравлический не давит
Характерные неисправности
Прессы делятся на гидравлические и механические. В гидравлических прессах все рабочие движения осуществляются с помощью гидравлики. Подача, отвод и рабочее движение поршня происходит с помощью масла подаваемого для каждого движения с разным давлением, и значит, этой группе станков в первую очередь свойственны неисправности в гидросистеме. Такие как: выход из строя электромагнитных клапанов, разгерметизация, воздушные пробки и засоры в маслопроводе, износ уплотнительных колец и манжет поршня главного цилиндра. Из-за таких неисправностей падает давление поршня и, как следствие, падает давление пресс-формы на заготовку или пресс-форма вообще не возвращается в исходное положение. В механических прессах перемещение пресс-формы происходит за счет передачи момента вращения маховика главного привода ползуну. Характерные неисправности такой системы, это механический износ эксцентрикового вала, подшипников скольжения или механизма передачи вращения эксцентриковому валу с маховика. Такие неисправности устраняются путем изготовления и замены изношенных частей.


Если вам необходимо отремонтировать пресс – обращайтесь и мы постараемся вам помочь. Алголритм ремонта станков вы найдете в разделе РЕМОНТ.
Ремонт пневматической муфты-тормоза.
На примере однокривошипного пресса КД2422, рассмотрим ремонт пневматической муфты-тормоза. Возникшая неисправность – пропало рабочее давление пресса. Дефектация показала, что причиной тому явился износ пневматической муфты-тормоза, отвечающей за передачу крутящего момента маховика эксцентриковому валу, а через него ползуну и пресс-форме. Муфта стала пропускать подводимый к ней под давлением воздух и перестала обеспечивать жесткое сцепление маховика и вала. Требуется замена резиновых уплотнений пневмомуфты.
Порядок ремонта следующий:
Отсоединяем пневмошланг от пресса. Для удобства ремонта кладем пресс на бок, маховиком кверху.
Для того что-бы добраться до муфты, снимаем маховик. Снимаем муфту-тормоз и меняем все резиновые уплотнения.
Сборка происходит в обратном порядке.
Ремонт гидравлического пресса модели Д2430Б.
Рассмотрим ремонт представителя семейства гидравлических прессов на примере гидравлического пресса модели Д2430Б. Видимая неисправность – пресс не работает, а из цилиндра выталкивателя течёт масло. Дефектация показала, что неисправен гидрораспределитель отвечающий за работу выталкивателя, а так же повреждены или изношены уплотнительные манжеты гидроцилиндра выталкивателя. Необходима замена гидрораспределителя и манжет.
Сначала снимаем неисправный распределитель с гидроблока. Затем разбираем и вытаскиваем ползун выталкивателя из нижнего гидроцилиндра.
Далее закупаем новый гидрораспределитель и уплотнительные манжеты.
Ремонт гидравлического пакетировочного пресса для ТБО производства ивановской фирмы «Таэль» – занятие не сложное. Конструкция пресса предельно проста и надежна, и ломаться там, по большому счету, нечему. При условии своевременного выполнения мероприятий по техническому обслуживанию, Ваш пресс будет бесперебойно работать долгие годы.
В период гарантийного срока эксплуатации Вам вообще не о чем беспокоиться – в случае возникновения каких-либо проблем специалисты нашей сервисной службы решат их в самые сжатые сроки.
Тем не менее, дадим несколько советов, которые помогут Вам в случае наобходимости произвести ремонт пресса для ТБО своими силами:
- В проблемах с гидравликой (не создается указанное в паспорте усилие прессования, верхняя плита неподвижна или движется медленно) может быть виноват распределитель Р-80. Для устранения этих проблем в первую очередь следует промыть перепускной клапан. Если это не поможет, необходимо проверить регулировочный клапан давления. Наглядное иллюстрированное описание последовательности работ по ремонту распределителя Р-80 Вы можете скачать по этой ссылке.
- Если Вы меняли на прессе распределитель, важно правильно подсоединить все шланги. В противном случае пресс либо вообще не будет работать, либо будет работать некорректно. Приведенная схема поможет Вам избежать ошибок.

- Подача давления с гидростанции – шланг подсоединить к насосу.
- Подъем плиты – шланг подсоединить к нижнему штуцеру гидроцилиндра.
- Опускание плиты – шланг подсоединить к верхнему штуцеру гидроцилиндра.
- Слив масла – шланг подсоединить к трубке слива на гидростанции.
Надеемся, что Вы нашли на этой странице что-то полезное для себя. Если у Вас есть вопросы, связанные с ремонтом прессов для ТБО, напишите нам на ets66@inbox.ru или позвоните по телефону в Екатеринбурге +7-909-009-77-88. Мы постараемся Вам помочь!
Совет – как сделать, чтобы гидравлический пресс нормально работал в морозы
В процессе общения с клиентами мы иногда сталкиваемся с жалобами на то, что «пресс не работает зимой». Причем эти жалобы касаются не только ивановских прессов ПГП, но и пакетировщиков других производителей. На самом деле все просто – очень и очень многие заливают в гидросистему пресса обычную «веретенку», индустриальное масло И-40. Для эксплуатации пресса в отапливаемом помещении это масло вполне подходит, но на улице в холодное время года гидравлика на нем нормально работать не будет. Температура застывания масел И-20А и И-40А составляет всего -15 °С. Это масло просто не расчитано на эксплуатацию в сильные морозы.
Хотите, чтобы Ваш пресс для ТБО нормально работал в морозы – заливайте масло ВМГЗ (всесезонное масло гидравлическое загущенное) с температурой застывания -55 °С. Да, оно несколько дороже, но зато с ним Вы даже в самую суровую зиму забудете о вынужденных простоях.
Принцип работы гидравлического пресса
Работа гидравлического пресса основана на принципе гидравлического рычага.
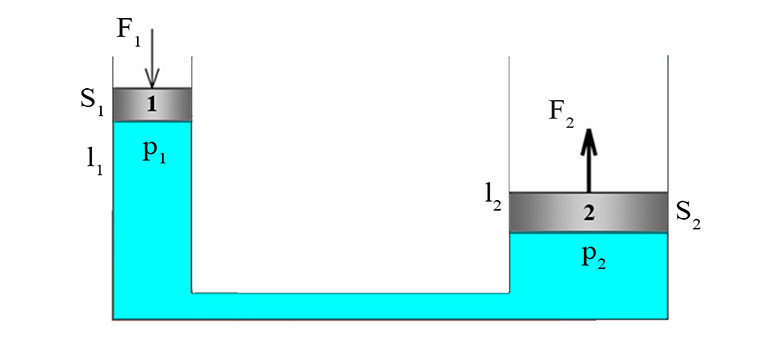
На рисунке показана схема простейшего гидравлического пресса, состоящего из поршней большего и малого диаметров, установленных в сообщающихся цилиндрах, под поршнями находится жидкость. На поршень малого диаметра площадью S1 оказывается усилие F1, определим усилие F2, которое сможет преодолеть поршень площадью S2.
Давление под поршнем 1 можно вычислить по формуле:
Давление под поршнем 2 будет определяться зависимостью:
Согласно закону Паскаля давление, приложенное к жидкости передается всем точкам этой жидкости одинаково во всех направлениях.
Сила на втором поршне будет увеличена пропорционально соотношению площадей поршней. Чем больше площадь второго поршня, и чем меньше площадь первого тем больший коэффициент усиления можно получить на гидравлическом рычаге.
Величина перемещения поршня 2 зависит от объема жидкости, вытесненного поршнем 1. Определим величину перемещения второго поршня l2, при перемещении поршня 1 на расстояние l1.
Так как первый поршень меньше второго, то расстояние на которое переместится второй поршень будет меньше расстояния, на который переместится первый поршень.
Получается, что представленная конструкция позволила значительно увеличить усилие, но при этом произошло снижение величины перемещения. Каким образом можно увеличить величину хода поршня 2, не увеличивая конструкцию?
Добавив в конструкцию два обратных клапана, и бак с дополнительным объемом рабой жидкости, мы сможем увеличить величину перемещения поршня 2, увеличивая число циклов перемещения поршня 1. Для возврата поршня 2 в исходное состояние добавим задвижку или распределитель, позволяющий при необходимости вытеснить жидкость из под поршня 2 обратно в бак.
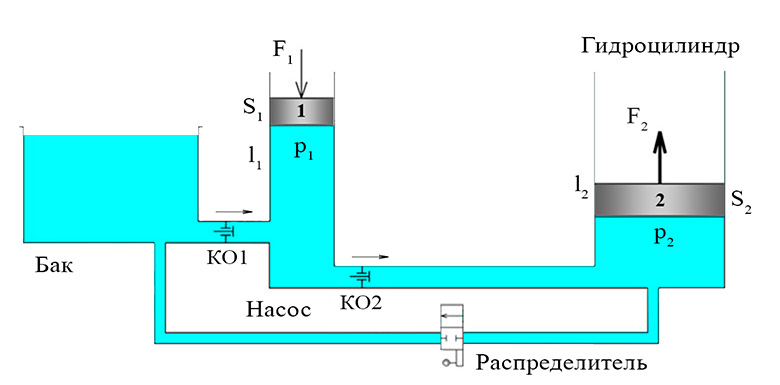
Рассмотрим как работает гидравлический пресс в данном случае.
Во время перемещения поршня вниз под действием давления жидкости клапан 1 прижимается к седлу – закрывается, а клапан 2 открывается, жидкость поступает под поршень 2, заставляя его перемещаться и при необходимости преодолевать усилие нагрузки.
По достижении крайнего нижнего положения поршень начинает перемещаться вверх, увеличивая объем под поршнем, в результате создавшегося разряжения клапан 1 откроется, а клапан 2 закроется жидкость из бака будет поступать под поршень 1. После достижения крайнего положения поршень начнет движение вниз вытесняя рабочую жидкость, цикл повториться.
Таким образом увеличивая число циклов, можно достигнуть необходимой величины перемещения поршня 2 с увеличенным, за счет разницы площадей, усилием.
Представленную конструкцию можно назвать простейшим гидравлическим прессом, поршень 1 совместно с обратными клапанами 1 и 2 является поршневым насосом, поршень 2, установленный в цилиндрической камере – гидроцилиндром одностороннего действия, управление потоками жидкости осуществляется с помощью распределителя или задвижек.
Устройство гидравлического пресса
В реальных прессах используются объемные насосы различных типов, от насоса по трубопроводам жидкость поступает к одному или нескольким гидроцилиндрам. Параметры потока – давление, расход могут регулироваться с помощью предохранительных и редукционных клапанов, дросселей, регуляторов расхода.
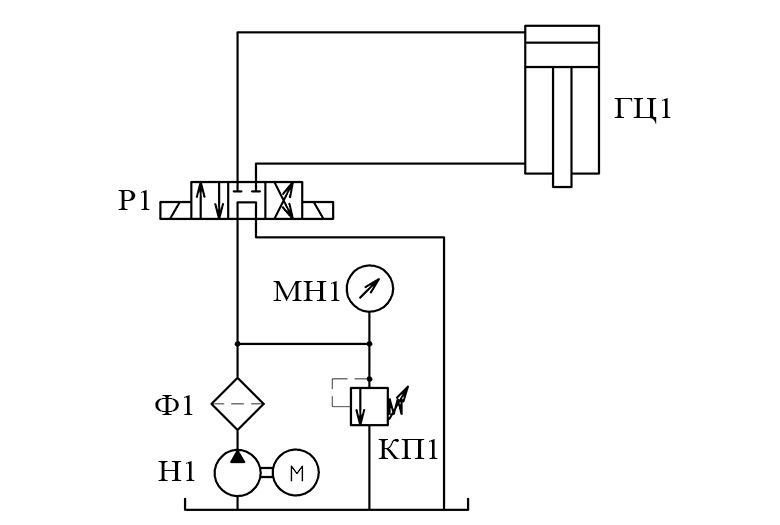
Рассмотрим, принципиальную схему реального гидравлического пресса.
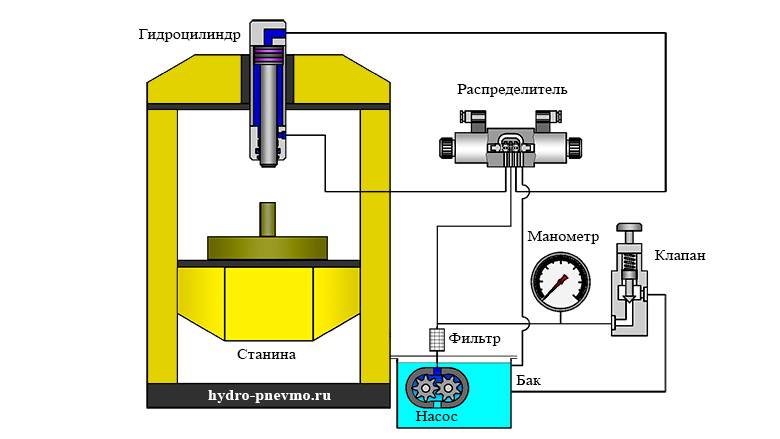
Жидкость от насоса через фильтр поступает на вход трехпозиционного распеределителя. В нейтральном положении золотник жидкость через распределитель отправляется на слив. При переключении распределителя жидкость направляется в поршневую или штоковую полость гидроцилиндра установленного на гидравлическом прессе.
Во время подачи жидкости в поршневую полость осуществляется рабочий ход – прессование. Во время подачи жидкости в штоковую полость – обратный ход.
Усилие прессования определяется как произведение площади поршня на давление в полости гидроцилиндра:
Максимальное давление в системе определяется настройкой предохранительного клапана и контролируется по манометру, установленному в напорной линии.
Гидравлическая схема пресса показана на рисунке.
Классификация гидравлических прессов
Наиболее часто используют классификации прессов по следующим признакам.
По расположению рабочих цилиндров :
- горизонтальные
- вертикальные
- с верхним цилиндром
- с нижним цилиндром
По количеству рабочих цилиндров:
- с одним цилиндром
- с двумя и более цилиндрами
По типу привода:
- с ручным приводом
- с приводом от двигателя внутреннего сгорания
- с приводом от электродвигателя
Характеристики гидравлических прессов
Гидравлический привод позволяет реализовать различные усилия и скорости перемещения выходного звена пресса. Скорость перемещения выходного звена может варьироваться в диапазоне от 0,1 мм/с до 300 мм/с.
Усилие гидравлического пресса
Одним из ключевых преимуществ гидравлических прессов является простота регулирования силы и возможность реализации больших усилий.
Силу, развиваемую гидравлическим прессом можно определить как произведение давления в полости гидроцилиндра на площадь поршня:
В зависимости от конструкции гидравлические прессы способны развивать усилие от нескольких тонн, до 70 000 тс (тонн силы).
Достоинства гидравлических прессов
- Возможность получения огромных усилий
- Большой коэффициент усиления
- Простота регулирования и контроля усилия
- Простота регулирования скорости выходного звена
- Высокая надежность
- Кинематическим звеном гидравлического пресса является жидкость, движение который осуществляется по трубопроводам, в том числе и гибким, это позволяет передавать энергию даже к подвижным элементам конструкции.
Недостатки гидравлических прессов
- Меньший, по сравнению с механическими прессами, КПД
- Относительно высокая стоимость комплектующих и обслуживания
- Возможность попадания масла в зону прессования
Применение гидравлических прессов
Гидравлические прессы применяют:
- при штамповке деталей из пластмасс, резины, стали, алюминия и других металлов
- для запрессовки металлических деталей
- для прессования угольных блоков, угольно графитовых электродов
- для прессования древесной стружки при производстве фанеры, древесных плит
Гидравлические прессы широко используют в металлургии для для горячей и холодной штамповки, выдавливания, прошивки, гибки, правки, резки металла.
В пищевой промышленности из-за недопустимости попадания частиц масла в продукты используют пневматические прессы.
Источник