При каком ремонте все цилиндровые втулки заменяют независимо от их состояния




§ 4. Ремонт цилиндровых втулок
При большом периодическом и подъёмочном ремонте производится осмотр и измерение диаметра цилиндровых втулок. Эти же операции делаются при каждой выемке поршней. Цилиндровые втулки заменяются новыми при заводском ремонте и при выпуске из большого периодического и подъёмочного ремонта по достижении внутреннего диаметра 318,65 мм (Двигатель Д50).
Основные неисправности цилиндровых втулок двигателя Д50. Характерными неисправностями втулок являются следующие:
1) нарушение плотности у посадочных (уплотняющих) поясов вместе посадки втулки в блок и цилиндровой крышки на втулку, а также в местах установки резиновых колец;
2) разрушение поверхности со стороны охлаждающей полости вследствие кавитационных и коррозийных явлений;
3) образование рисок и задиров на внутренней поверхности;
4) износ внутренней поверхности, влекущий за собой при чрезмерной величине падение мощности двигателя и увеличение расхода топлива и масла.
Втулки изнашиваются неравномерно по длине. Наибольший износ наблюдается в верхней части, как это показано на фиг. 33,а и б. Первый пояс относится к месту наибольшего износа (80 мм от верхней кромки).
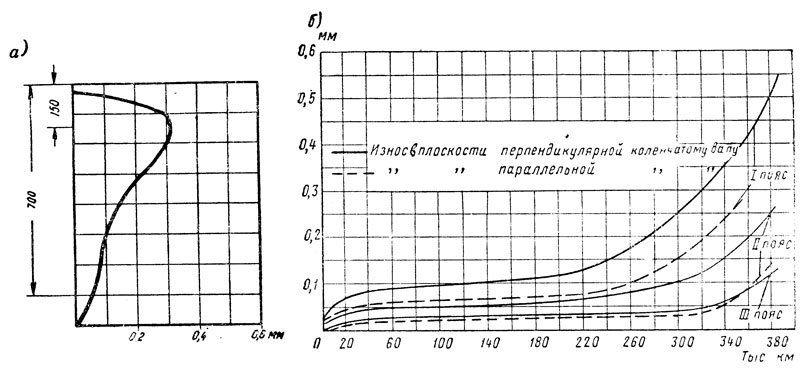
Фиг. 33. Характеристика износа цилиндровой втулки двигателя Д50: а — по высоте после пробега тепловоза 320 тыс. км; б — в различных поясах в зависимости от пробега тепловоза
Ремонт цилиндровых втулок и их уплотнение в блоке. Инструменты и приспособления. При текущем ремонте риски, забоины и мелкие задиры без следов подплавления металла зачищают шабером. Допускается оставлять втулки для дальнейшей работы, имеющие мелкие задиры и риски общей площадью не более 50 см 2 , глубиной до 0,5 мм у а также утонение стенки от кавитационных явлений на половину толщины. Наработок в верхней части, образующийся в месте расположения верхнего уплотняющего кольца, устраняется зачисткой до плавного перехода.
Выпрессовка втулок из блока в случае замены осуществляется при помощи приспособления, представленного на фиг. 34. Приспособление состоит из крестообразной плиты 5 с приваренными к ней четырьмя трубками 6, укреплёнными косынками 7. На плиту укладывают диск 14, в который вмонтирован шариковый подшипник 11. На шариковый подшипник опирается гайка 2 с приваренными к ней двумя рукоятками 4. Гайка удерживается от вертикального перемещения полукольцами 12, прикреплёнными к диску шестью винтами 13. В гайку ввёртывают длинный винт 1, в верхнем конце которого имеется рым 3, а в нижнем — выступ. В выступ упирается шайба 8, поворачивающаяся вокруг винта 9. При вращении гайки 2 винт 1 получает вертикальное перемещение, выжимая втулку при помощи шайбы 8 и диска 10.
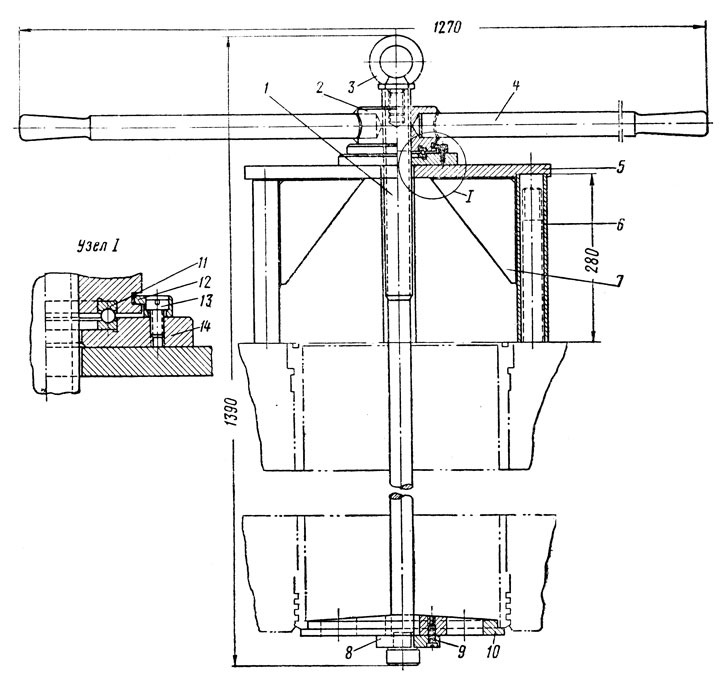
Фиг. 34. Приспособление для выпрессовки цилиндровых втулок двигателя Д50: 1, 9, 13 — винты; 2 — гайка; 3 — рым; 4 — рукоятка; 5 — плита; 6 — трубка; 7 — косынка; 8 — шайба; 10 — диск; 11 — шариковый подшипник; 12 — полукольцо; 14 — диск
Втулку, вынутую из блока, очищают от накипи и нагара и хранят во избежание деформации в вертикальном положении.
Перед постановкой втулки в блок производится измерение диаметра внутренней поверхности при помощи индикаторного нутромера. Измеряются направляющие поверхности в блоке и у втулки. Овальность поверхности в блоке более 0,15 устраняется шабровкой. Местное увеличение зазора между цилиндровой втулкой и блоком при заводском ремонте допускается не более 0,25 мм, а при текущем — не более 0,35 мм. Допускается опиливание верхнего направляющего пояса втулки при зажиме её в блоке вследствие овальности.
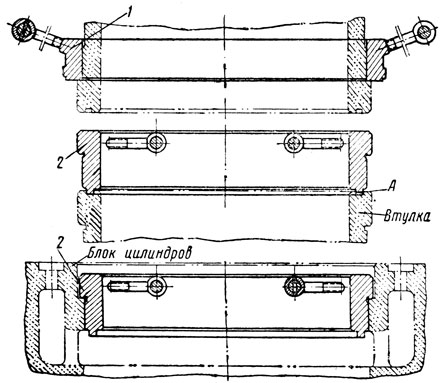
Фиг. 35. Кольца для проверки цилиндровой втулки и блока двигателя Д50: 1 — кольца для проверки посадочного бурта втулки: 2 — кольца для проверки посадочного бурта в блоке и уплотняющей канавки втулки
Для запрессовки втулок используют приспособление, изображённое на фиг. 36. Запрессовка осуществляется винтом 5, ввёртываемым в плиту 4, усиленную втулкой 3 и рёбрами 2. Плиту надевают на две шпильки цилиндрового блока. Винт нажимает на втулку через фланец 10, сваренный для получения жёсткости со стержнем 7, рёбрами 9, бобышками 8 и направляющими планками 11, которые вставляются в углубление для клапанов. Винт вращается рукояткой 1, снабжённой упорными кольцами 6. Овальность рабочей части втулки при выпуске из большого периодического и подъёмочного ремонта допускается не более 0,42 мм. Овальность и конусность рабочей поверхности новой втулки до постановки в блок должны составлять не более 0,04 мм, а после постановки — не более 0,08 мм, что объясняется деформацией втулки при запрессовке.
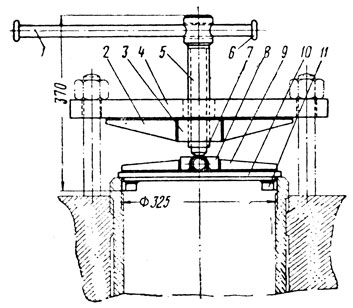
Фиг. 36. Приспособление для запрессовки цилиндровой втулки в блок двигателя Д50: 1 — рукоятка; 2 — ребро; 3 — втулка; 4 — плита: 5 — винт; 6 — кольцо; 7 — стержень; 8 — бобышка; 9 — ребро; 10 — фланец; 11 — планка
Плотность посадки втулки в блоке проверяется опрессовкой водой давлением 2,5 ати в течение 3-5 мин (см. фиг. 30). Запрещается устанавливать в блок втулки, имеющие трещины, или стенки, поражённые вследствие кавитационных явлений более чем на половину своей толщины, а также производить сварочные работы на втулках.
Согласно существующим правилам ремонта обработка внутренней поверхности втулок, бывших в употреблении и сменённых по предельному износу и задирам, не производится.
Для выемки цилиндровой втулки двигателя 2Д100 используют более простое приспособление, состоящее из двух выжимных болтов 3 (фиг. 37), ввёртываемых во фланец втулки, планки 1 и рыма 2. Чтобы не допустить падения планки на втулку, предусмотрены штифты 4.
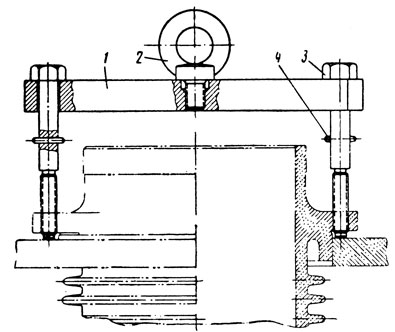
Фиг. 37. Съёмник цилиндровой втулки двигателя 2Д100: 1 — планка; 2 — рым; 3 — выжимной болт; 4 — штифт
У двигателя 2Д100 водяная полость охлаждения сделана незначительной величины ввиду того, что камера сгорания расположена в средней части цилиндровых втулок, окружённых специальными рубашками. В случае течи воды или повреждения вынутой из блока цилиндровой втулки рубашку спрессовывают с помощью приспособления, изображённого на фиг. 38. Захваты 1 приспособления, сделанные в виде стержней, своими зубьями упираются в торцовую поверхность рубашки. Спрессовка осуществляется гайками 4, упирающимися в цилиндровую втулку через шайбы 3 и коромысло 2. Чтобы предупредить соскальзывание захватов, используют хомут 6, прижимаемый к втулке болтами 5.
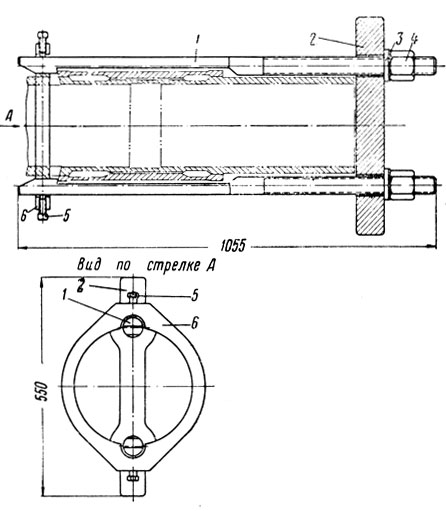
Фиг. 38. Съёмник рубашки цилиндровой втулки двигателя 2Д100: 1 — захват: 2 — коромысло; 3 — шайба; 4 — гайка; 5 — болт; 6 — хомут
Измерения цилиндровых втулок двигателей (кроме двигателя 2Д100) производятся при всякой выемке поршней с помощью индикаторного нутромера в трёх поясах и по двум взаимно перпендикулярным диаметрам (вдоль коленчатого вала и перпендикулярно к нему). Пояса для различных серий тепловозов располагаются согласно табл. 8.
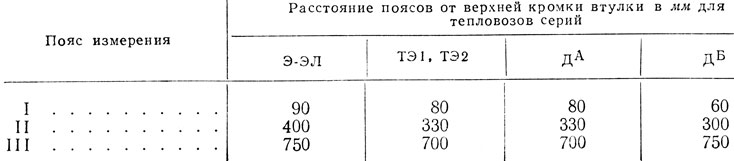
Таблица 8
У двигателя 2Д100 измерение внутреннего диаметра втулки делают в шести поясах согласно фиг. 39.
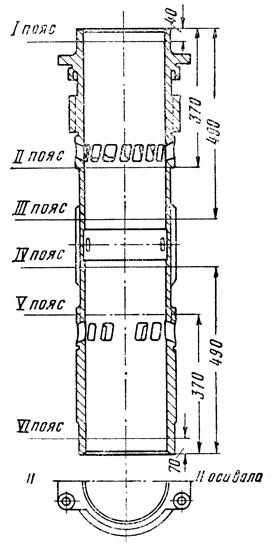
Фиг. 39. Схема расположения поясов измерений у втулки двигателя 2Д100
Источник
Маневровые локомотивы
Втулки цилиндров
Втулки цилиндров дизеля (ПД1М) (рис. 6) служат в качестве направляющих для перемещения поршней. Они образуют рабочий объем цилиндров, в котором происходит преобразование химической энергии топлива в механическую энергию вращения коленчатого вала дизеля. В связи с высокой температурной напряженностью необходимо охлаждение втулок, а большая скорость возвратно-поступательных перемещений поршня определяет высокие требования к чистоте обработки их внутренней поверхности и качеству масла. Для отвода тепла, выделяемого при сгорании топлива, от стенок цилиндров втулки омываются водой, циркулирующей между блоком дизеля и охлаждающими секциями радиаторов.
Специальных рубашек цилиндровые втулки не имеют, поэтому охлаждающая вода циркулирует непосредственно между втулками и корпусом блока.
Втулки отливают из специального антифрикционного легированного чугуна и выполняют с некоторым утолщением от середины к верху, так как в верхней части давление газов значительно больше, чем в нижней. Их внутренняя поверхность для снижения потерь на трение обрабатывается хонингованием.
Водяное пространство между втулкой цилиндра и блоком уплотнено в верхней части тщательной обработкой сопрягаемых опорных поверхностей А бурта втулки и блока, а в нижней части — тремя резиновыми кольцами, установленными в канавках 2 втулки. Плотность газового стыка между втулкой цилиндра и цилиндровой крышкой обеспечивается тщательной притиркой по поверхности Б.
Перед демонтажем втулки спускают воду из системы охлаждения блока, снимают клапанную коробку, цилиндровую крышку и вынимают поршень с шатуном. Втулку извлекают из блока при помощи приспособления и мостового крана.
Характерные неисправности втулок цилиндров: износ рабочей поверхности, вызывающий изменение ее цилиндрической формы; трещины; потеря герметичности водяного и газового стыков, коррозия стенок.
При выполнении ремонта ТР-3 измеряют износ рабочей поверхности цилиндровых втулок. Втулки, имеющие задиры, глубокие риски, на волакивание металла на рабочей поверхности, трещины в любом месте, коррозию стенки более 50 % толщины, заменяют, а имеющие износ по I поясу, превышающий допустимое значение, восстанавливают местным хромированием. Наработок (износ) в верхней части втулок от работы поршневых колец более 0,15 мм зачищается до плавного перехода. Цилиндровые втулки, имеющие глубокие риски, подплавление металла на рабочей поверхности цилиндра и трещины (независимо от размера и места расположения) подлежат замене. Допускается оставлять без замены втулки, если риски и мелкие задиры на рабочей поверхности цилиндра имеют глубину не более 0,5 мм и общую площадь не более 50 мм 2 .
Внутреннюю поверхность втулки цилиндра измеряют индикаторным нутромером. Размер и характер износа, а также степень деформации рабочей поверхности втулки и цилиндра определяют перед выемкой ее из блока и после установки в блок.
Для продления срока службы разрешается втулки, имеющие износ не более 0,5 мм, а овальность более 0,2 мм, поворачивать на 90° по отношению к оси коленчатого вала. При этом на втулку наносят новую риску.
Перед окончательным монтажом втулки цилиндра в блок производят ее «прикидку» без резиновых колец, а окончательный монтаж — с помощью приспособлений (рис. 7, а, б).
Герметичность водяных стыков между втулками цилиндров и блоком проверяют опрессовкой горячей водой при температуре 50-60 °С и давлении 0,30-0,35 МПа в течение 20 мин. Течь воды по нижнему пояску В устраняется заменой резиновых колец. Нарушение герметичности водяного стыка между блоком и втулкой по пояску А и газового стыка между втулкой и цилиндровой крышкой по поверхности Б устраняют шабровкой контактных поверхностей втулки с последующей их притиркой с помощью приспособлений, представляющих собой кольца соответствующей формы. Качество прилегания контактирующих поверхностей проверяют по краске. Прилегание должно быть непрерывным по всей окружности с шириной притирочного пояска не менее 2 мм. Для обеспечения герметичности по стыку А разрешается на посадочную поверхность бурта втулки наносить клей-эластомер ГЭН-150(В) или эпоксидную смолу на блок.

Рис. 6. Втулка цилиндра дизеля ПД1М:
1 — втулка; 2 — канавки для резиновых уплотнительных колец;
З — блок цилиндров

1 — втулка цилиндра; 2 — винт; 3 — гайка с рукояткой; 4 — опора с шариками; 5 — стойка; б — шпилька; 7 — блок цилиндров; 8 — съемный диск;
Источник
Ремонт цилиндро-поршневой группы дизеля
Характерные повреждения цилиндровых втулок, методы их определения и замена. В эксплуатации встречаются следующие неисправности цилиндровых втулок: течь воды по уплотнениям водяной рубашки, отложение накипи и шлама на охлаждающих поверхностях, износ и задир рабочей поверхности втулки, трещины возле адаптерных отверстий, нарушение плотности стыка втулки с крышкой. Особую опасность представляет нарушение нижнего уплотнения цилиндровой втулки в блоке, так как попадание воды в масляный картер может ухудшить смазочные свойства масла и привести к потере работоспособности подшипников дизеля.
Нарушение уплотнений определяют по течи воды через контрольные отверстия блока или по пробою газов. Чтобы не допустить неплановой постановки тепловоза в ремонт по течи втулок, их опрессовывают на каждом ТР-2. При обнаружении течи водяных уплотнений дефектный комплект цилиндра демонтируют и заменяют резиновые уплотнительные кольца на втулке и на рубашке. Если течь обнаружена между втулкой и крышкой, отсоединяют крышку от втулки и заменяют резиновые уплотнительные кольца водяных переходов из втулки в крышку. Ослабшие втулки водяных переходов покрывают клеем ГЭН-150, обеспечивая натяг 0,04-0,07 мм. Па-ронитовую прокладку под буртом втулки также заменяют. При замене уплотнений между втулкой и рубашкой водяную полость очищают от накипи и шлама.
Состояние рабочей поверхности цилиндровой втулки проверяют на каждом ТР-1 через открытые смотровые люки, а детальное обследование проводится при каждой переборке дизеля. При разборке определяют точ ные размеры диаметров втулки, регистрируя результаты обмеров в специальном журнале. Наибольший износ наблюдается в верхней части — в месте постановки компрессорных колец. Втулки, имеющие предельный износ (более 0,5 мм) или большие ка-витационные разрушения, заменяют новыми. Втулки дизелей Д100, имеющие трещины по адаптерным отверстиям, также заменяют новыми. При повреждении резьбы адаптерных отверстий или резьбы в отверстиях рубашки для ввертывания шпилек крепления фланцев водяных переходников ее перенарезают на следующий ремонтный размер.
Ремонт коленчатых валов и их подшипников. Исправная работа коленчатого вала с подшипниками зависит от правильности его укладки (равномерности прилегания коренных шеек к нижним вкладышам), состояния поверхности шеек и вкладышей, подачи масла в нужном количестве и необходимого качества. Нарушение этих условий приводит к изломам, трещинам, задирам шеек вала, изнашиванию и задиру его подшипников, ослаблению натяга вкладышей, выкрашиванию баббита (дизеля Д100, ПД1М) или свинцовистой бронзы (дизели Д49). Наиболее частая неисправность — задир шеек вала-происходит вследствие перекрытия ослабшим вкладышем отверстий для подачи масла, выхода из строя масляного насоса, попадания абразивных частиц между вкладышем и шейкой вала, пуска дизеля без предварительной прокачки масла и т. д.
Для обеспечения надежной работы подшипниковых узлов вала необходим своевременный и качественный уходи ремонт. При каждом виде ремонта тщательно проверяют состояние и крепление коренных подшипников, шплинтовку гаек болтов подвесок, поступление масла к подшипникам, отсутствие частиц баббита вблизи подшипников. До и после ремонта коренных подшипников проверяют правильность укладки коленчатого вала щупом толщиной 0,03 мм, проверяют зазоры между шейками коленчатого ва ла и нижними вкладышами. Допускается прохождение щупа толщиной 0,03 мм на глубину до 10 мм под несмежными коренными шейками. Проверяют также зазор «на масло» — суммарный зазор между шейкой вала и вкладышами (при отсутствии провисания вала это зазор между верхним вкладышем и шейкой вала).
Снятые при переборке вкладыши подшипников тщательно осматривают. При наличии на рабочей поверхности глубоких рисок, больших очагов разрушения бронзы (у дизелей Д49) или баббитовой заливки (дизели Д100, ПД1М) подшипники заменяют. По износу вкладыши заменяются в основном только рабочие. Бескана-вочные вкладыши изнашиваются меньше, чем» канавочные. Износ определяют по уменьшению толщины вкладыша, измеренной микрометром.
Браковочным признаком является и ослабление посадки вкладышей (потеря натяга), чаще всего наблюдаемая у тонкостенных вкладышей. Натяг вкладышей восстанавливают приклеиванием к поверхности каждого стыка одной металлической пластины необходимой толщины или наращиванием тыльной части нерабочего вкладыша клеем ГЭН-150В.
В процессе сборки должна быть обеспечена высокая технологическая культура ремонта. Детали перед сборкой протирают чистой безворсовой салфеткой, смазывают тонким слоем дизельного масла. Основные браковочные размеры шеек коленчатого вала и его подшипников приведены в табл. 10.
Поршни. Сложные условия, в которых работают поршни, вызывают необходимость проведения регулярных профилактических мероприятий по поддержанию их в работоспособном состоянии. Работа на хорошем дизельном масле, своевременная очистка от нагара и смена колец продлевают жизнь поршней. Характерными неисправностями поршней являются термические трещины, прогары головок, трещины в тронках и по ручьям головок, изнашивание полуды на юбке поршня, трещины во вставках, ос-

лабление или обрыв шпилек крепления вставки или шпилек крепления головки поршня к тронковой части (юбке) у дизелей типа Д49, изнашивание ручьев под компрессионные кольца, ослабление посадки втулок поршневого пальца, выработка отверстия под поршневой палец, износ, загорание и излом поршневых колец Для выявления трещин в головке поршней, в частности в месте наиболее вероятном их появления-во втором ручье, используют ультразвуковой дефектоскоп типа УЗД-64 с применением специального щупа П-образ-ной формы. При отсутствии дефектоскопа проверку поршня ведут при помощи мелового раствора Внутрь поршня наливают керосин, спустя 3 чкеросин сливают. Проверяемые места тщательно выбирают и наносят тонкий слой мелового раствора. При трещинах керосин выступит на меловой обмазке.
При освидетельствовании поршней определяют износ ручьев для колец, а также износ юбки поршня. Зазор между юбкой поршня и цилиндровой втулкой играет заметную роль в расходе масла двигателем. В начальный период работы дизеля, когда зазор между поршнем и втулкой невелик, сокращение расхода масла достигается заменой изношенных поршневых колец новыми. При увеличении же зазора более определенного значения эффект от смены колец уменьшается. Допускаемый диаметральный зазор (в эксплуатации) между поршнем и втулкой при измерении у верхней кромки поршня в в. м.т. для дизелей Д100, Д49, ПД1 составляет соответственно: 0,55; 0,8 и 3,4 мм Упругость поршневых колец и их установочные размеры во многом определяют качество работы дизеля. Одним из основных браковочных параметров для колец является зазор в замке. Для дизелей Д100, Д49 и ПД1 минимальные значения этого зазора в свободном состоянии равны соответственно 18, 20 и 25 мм, а в рабочем состоянии при установке во втулку — 3,5; 4 и 5 мм. Кольца, установленные в канавки поршня, должны свободно без заеданий перемещаться.
Ремонт поршней сводится к восстановлению хрома на головках и полуды, проточке ручьев под градационный размер колец, заварке газовой сваркой трещин в днище ручьев и перемычках у дизеля ПД1М, а также трещин во вставке поршня дизеля 1 ОД 100, восстановлению фасок у компрессионных колец и кромок у масло-срезывающих колец.
Цилиндрическая часть поршня (тронк) у дизелей Д49 имеет антифрикционное покрытие, улучшающее прирабатываемость тронка к втулке цилиндра и уменьшающее трение и износ. При износе покрытия рекомендуется при ТР-3 и заводских ремонтах его восстанавливать Шатуны. После очистки шатуны дефектоскопируют и измеряют, при наличии трещин заменяют. Овальность отверстия верхней головки более 0,15 мм устраняют разверткой и постановкой втулки большего диаметра. При неразработанном отверстии ослабшую в посадке втулку разрешается осталивать, обжимать или покрывать клеем-эластомером ГЭН-150 (В). Овальность и конусность отверстия нижней головки шатуна проверяют при затянутых шатунных болтах. Овальность более 0,05 мм устраняют шабровкой. Пальцы верхних головок шатунов, а также пальцы прицепных шатунов при износе восстанавливают осталиванием или твердым хромированием Комплектование шатунно-поршне-вой группы. Комплектованию этой группы уделяют серьезное внимание, добиваясь уравновешенности вращающихся масс С этой целью детали группы подбираются так, чтобы разница в массе комплекта по цилиндрам одного дизеля не превышала 400-500 г. Достигают этого подбором шатунов и поршней по массам, а также путем снятия части металла с торца юбки поршня или стержня шатуна. Масса шатуна выбивается на нижней головке, а масса поршня — на его холодильнике в правом углу Кроме этого, при комплектовании по возможности подбирают в комплект детали, ранее работавшие совместно.
При сборке длину поршня с шатуном регулируют прокладками между поршнем и вставкой, обеспечивая необходимый размер камеры сжатия 4,4-4,8 мм (дизель Д100). Линейный размер камеры сжатия у дизеля ПД1М устанавливается в пределах 4,0-5,83 мм. Регулировку этой величины производят за счет съема металла с торца крышки цилиндра.
Ремонт цилиндровых крышек и механизма газораспределителя. Крышка цилиндра подвержена динамическим и температурным напряжениям. От правильной работы клапанного механизма зависит надежность дизеля. Поэтому при каждом виде ремонта тщательно осматривают клапанный Механизм, проверяют поступление масла к рычагам привода клапанов и к гидроголкателям. Так как наблюдаются частые случаи ослабления и выпадания штанг толкателей, необходимо проверять качество затяжки контргаек. Проверяют и регулируют зазоры «на масло» в гидротолкателях, увеличивая или укорачивая длину штанг. Для впускных клапанов этот зазор у дизелей типа Д49 должен быть в пределах 0,4-0,6 мм, а для выпускных — 0,6-0,8 мм. Для достижения одновременности открытия клапанов допускается подборка или шлифовка колпачков клапанов. У дизелей типа ПД1М необходимо также проверять утечку масла через самоподжимные сальники, жиклеры и в местах установки штанг. Чрезмерная утечка масла в этих местах указывает на изгиб штанги или на плохое прилегание головки штанги к пяте рычага Изогнутую штангу можно определить по заеданию при вращении ее от руки, когда ролик рычага толкателя находится на цилиндрической части кулачка.
При текущем ремонте ТР-3 крышки цилиндров полностью разбирают и освидетельствуют. Для выявления трещин после очистки от нагара полостей крышки опрессовывают водой давлением 1,5 МПа в течение 5 мин (Д49) и 1 МПа в течение 3 мин (ПД1М).
Клапаны притирают по гнезду в крышке. После сборки крышки проверяют шаблоном выход носка распылителя форсунки над поверхностью крышки (не менее 3,9 мм и не более 5,9 мм для дизеля ПД1М). Углубление тарелок клапанов относительно плоскости крышки допускается до 7 мм (ПД1М), а превышение-не более 0,5 мм у всех дизелей. При сборке крышки проверяют также ход и легкость хода каждого клапана, одновременность открытия клапанов крышек дизеля.
Перед установкой крышек на место ставят комплект резиновых уплот-нительных колец (на дизелях Д49 комплект крышки с втулкой) и осторожно опускают крышку, укрепляют патрубки выпускного, продувочного и водяного коллекторов, затем равно мерно по диагонали затягивают гайки цилиндровых шпилек, обеспечивая плотное прилегание крышки. Порядок затяжки гаек регламентируют соответствующей инструкцией.
Распределительный вал и его привод. Основные неисправности: трещины, выбоины и выработка кулачка и шеек распределительного вала; ослабление, износ и повреждения его подшипников; износ и излом зубьев зубчатых колес привода; увеличение осевого разбега ролика толкателя и работа его по кулачку с перекосом. Все эти неисправности являются, как правило, следствием либо некачественной сборки, либо недостаточной или недоброкачественной смазки. Кулачковые валы с трещинами и выкрашиваниями более 10 % поверхности на кулачках заменяют. Негодные подшипники вала и шестерни привода заменяют. Боковой зазор между зубьями шестерен устанавливают в пределах 0,1-0,6 мм.
Источник