- Строй-справка.ру
- Отопление, водоснабжение, канализация
- Обслуживание и сервис теплообменников
- Особенности подбора теплообменников
- Защита теплообменника от гидравлических ударов
- Эксплуатация теплообменного оборудования
- Защита теплообменника от коррозии и отложений
- Очистка теплообменника от накипи и отложений
- Литература
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
В процессе длительной работы происходит эрозионный и коррозионный износ труб и стенок корпуса: теплопередающие поверхности загрязняются и эффективность теплопередачи падает. Характерными дефектами являются уменьшение толщины стенки трубы, днища, корпуса, свищи в сварных швах, повреждение уплотнительных поверхностей, трещины на корпусных деталях и трубах, вмятины, неплотности и пропуски в вальцовке труб в трубных решетках, увеличение диаметра отверстий в трубных решетках, язвенная, межкристаллитная и другие виды коррозии, повреждение опор, резьбы на крепежных деталях, увлажнение или повреждение теплоизоляции.
Структура ремонтного цикла оборудования различна и зависит от характера производства, типа аппарата и холодильной установки в целом. Все теплообменное оборудование холодильных установок эксплуатируют с проведением через каждые три месяца профилактического осмотра, ежегодного текущего ремонта, среднего ремонта (через 3 года) и капитального.ремонта через 12 лет. В ряде случаев ограничиваются двумя видами ремонта — текущим и капитальным.
При профилактических осмотрах проверяют затяжку фланцевых соединений, устраняют неплотности, выполняют подтяжку или перебивку сальников запорной арматуры, осматривают приборы контроля, предохранительные устройства, проверяют натяжение приводных ремней в аппаратах с мешалками и вентиляторами, очищают желоба в оросительных конденсаторах.
При текущем ремонте проводят дополнительный объем работ: частичную разборку и демонтаж запорной арматуры, перебивку всех сальников, замену прокладок, проверку герметичности арматуры, ремонт предохранительных и обратных клапанов, в оросительных конденсаторах — демонтаж и очистку отбойных щитов и труб, очистку и регулировку водораспределительных устройств.
При среднем ремонте дополнительно к объему текущего ремонта проводят съем крышек теплообменников с очисткой труб и полостей от ила, накипи, продуктов коррозии, испытания на плотность для выявления возможных течей труб в трубных решетках, подвальцовку, зачеканку или подварку свищей и течей, глушение дефектных труб, проверку и наладку работы мешалок, выборочную проверку труб испарителей (типа ИА или ИП) и оросительных конденсаторов на коррозию, ремонт теплоизоляции, освидетельствование сосудов технической администрацией предприятия.
При капитальном ремонте дополнительно к объему среднего ремонта выполняют работы по замене всех ранее заглушённых трубок (при глушении более 15% трубок), замену труб и секций, имеющих течи, замену труб с износом более 25% по толщине стенки, ремонт и замену запорной арматуры, освидетельствование сосудов инспектором Госгортехнадзора СССР.
Очистка теплообменных аппаратов. Хорошая очистка тепло-передающей поверхности не только увеличивает теплопередачу, но и способствует удлинению срока службы аппаратов. Очистку проводят химическими, механическими, гидравлическими ультразвуковым или смешанным способами.
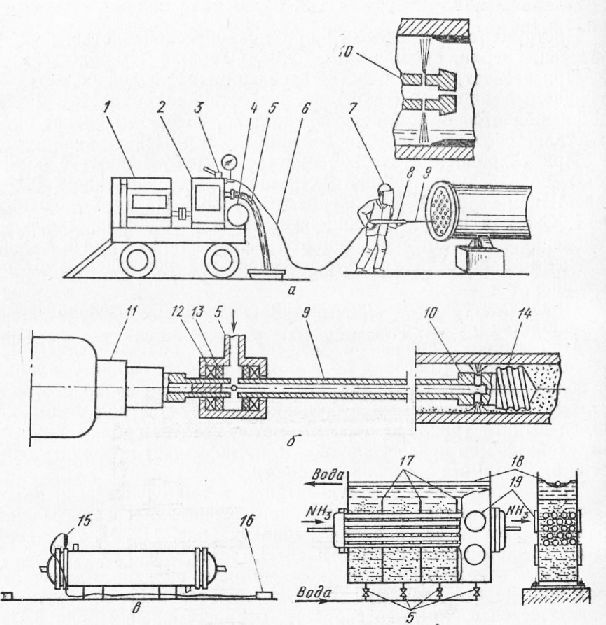
Механические способы очистки используют для очистки труб теплообменников. Устройство для очистки состоит из вращающейся штанги с режущим инструментом на конце. Штанга вместе с приводом (электродрель или пневмодвигатель) прикреплена к тележке, перемещающейся по монорельсу по мере продвижения штанги по трубе теплообменника. Вращающаяся штанга заключена в трубу, которая защищает руки рабочих и одновременно служит трубопроводом для подачи воды с целью промывки отложений. Горизонтально приспособление перемещается вручную. Для очистки У-образных труб теплообменных аппаратов и трубок малого диаметра используют гибкие валы, приводимые в движение различного рода двигателями.
Инструмент, применяемый при механической чистке, разнообразен: сверла, ерши, резцы, буры, шарошки.
При пескоструйной очистке песок вместе с водой подается в очищаемый аппарат («мокрая» пескоструйная очистка). Если песок подается в воду струей воздуха, то в этом случае осуществляется очистка смесью воды, воздуха и песка.
При гидропневматической очистке в трубу подают с помощью водовоздушного пистолета воду под давлением 0,5- 0,6 МПа и воздух под давлением 0,7-0,8 МПа в соотношении 1: 1. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает двигаться толчками с интенсивными завихрениями, что способствует разрушению отложений.
Продолжительность очистки по сравнению с механической сокращается в 8-10 раз.
При гидромеханической очистке вода под давлением до 70 МПа подается насосом по высоконапорному гибкому шлангу в полую штангу, на конце которой укреплено сопло с отверстиями, располагаемыми в большинстве случаев под углом 45° к оси штанги. Этот метод требует соблюдения определенных мер предосторожности, но позволяет проводить очистку быстро и без эрозионного износа.
При подаче воды в полую штангу, в том случае если наконечник выполнен из твердосплавного резца или сверла, можно очищать трубки со сплошной забивкой. Давление воды в таком случае не превышает 1,0 МПа.
Самым простым и надежным методом предупреждения отложений на стенках труб является ультразвуковой. Суть его заключается в том, что скорости распространения волн в металле и в отложениях значительно различаются и при возникновении деформации в граничной зоне происходит непрерывное разрушение тонкого слоя отложений.
При техническом перевооружении промышленных установок, в тех случаях когда в водоохлаждающих оборотных циклах не предусмотрены эффективные устройства по очистке воды от ила, целесообразно использовать конденсаторы с псевдокипением («самоочищающийся» конденсатор). В процессе работы под действием ударов частиц песка поверхность труб очищается от ила и накипи (рис. 112, г). Недостатком этого эффективного конденсатора является коррозионно-эрозионный износ стенок конденсатора и необходимость изготовления по этой причине труб только из легированной стали.
Порядок ремонта. Порядок ремонтных операций после подготовки отключенного от схемы аппарата и сдачи его в ремонт следующий: демонтаж арматуры и трубопроводной обвязки, разборка резьбовых соединений, съем крышек, люков, выемка трубных решеток, если это позволяет конструкция аппаратов, проверка плотности и прочности труб и их крепление в трубных решетках путем пневматических или гидравлических испытаний, глушение и развальцовка (обварка) труб в трубных решетках, извлечение труб из корпуса при их замене, постановка новых труб с предварительной очисткой отверстий в решетках и зачисткой концов труб, ремонт корпусных деталей, вырубка и вырезка прокладок, подготовка крепежа, сборка аппарата, испытания на плотность и прочность, сдача в эксплуатацию.
Ремонт теплообменных аппаратов начинают с проверки их плотности. Течи в теплообменных аппаратах выявляют при их испытании давлением воды (опрессовка). При испытании неразъемных кожухотрубных аппаратов воду подают в межтрубное пространство и, поднимая давление до давления испытания, проверяют аппарат на отсутствие течей в трубной решетке и из полости трубок. В случае затруднений в удалении воды из аппаратов течи в холодильных теплообменных аппаратах определяют давлением сухого воздуха или азота (пневматическая опрессовка) с проверкой обмыливанием или течеискателями. Выявленные трубы с течами могут быть отглушены временными пробками для продолжения испытаний.
При ремонте теплообменных аппаратов, как указывалось выше, допускается глушение не более 15% трубок. Правку мятых трубок осуществляют на винтовых приспособлениях путем протаскивания пробки-оправки на штанге. Трубы глушат с двух сторон пробками на резьбе или на припое.
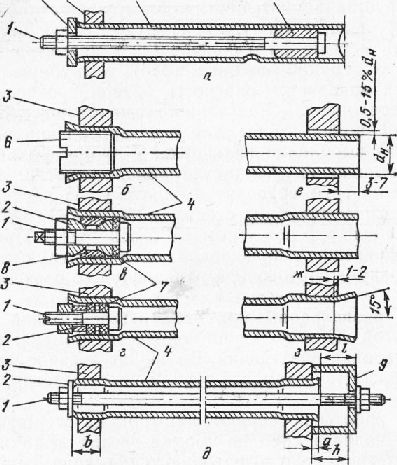
При замене вальцованные трубы подрезают за трубной решеткой специальным резцом или рассверливают для уменьшения толщины стенки и последующей выемки. Все эти операции проводят так, чтобы не повредить поверхности отверстий в решетке. Рассверливание ведут ступенчатым сверлом с центрирующим гладким концом, равным внутреннему диаметру трубы и режущей частью, равной 3/4 наружного диаметра труб. Уменьшение толщины труб резко снижает напряжение в вальцованном соединении, и труба легко вынимается. Чтобы не уронить трубу в межтрубное пространство, в нее вставляют с другой трубной решетки металлический прут или используют приспособления.
Трубы, закрепленные в трубной решетке с помощью сварки, удаляют из аппарата вырубкой вручную кольцевого шва или срезанием торца трубы и калинового шва фрезой с приводом от гибкого вала. До замены выбитых дефектных трубок новыми отверстия в трубных решетках зачищают, продувают и насухо протирают. Продольные риски на поверхностях отверстий зачищают шабером. Шероховатость поверхности в отверстиях под вальцовку должна быть не ниже Ra 0,80 мкм.
Концы труб зачищают, протирают, трубы вставляют в трубную решетку, зазоры продувают воздухом. Величина зазора не должна быть меньше 0,5 и больше 1,5% диаметра трубы. При малых зазорах трудно заводить трубы в трубную решетку, а при больших появляется опасность потери прочности трубы и плотности соединения. Развальцовку начинают с привальцов-кк — раздачи конца трубы для его закрепления в отверстии. Привальцовку выполняют вальцовкой с длиной роликов на 10- 12 мм, превышающей толщину трубной решетки. После при-вальцовки всех труб проводят окончательную развальцовку из расчета 15-20% толщины стенки вальцуемой трубы и отбор-тевывают концы труб под углом 15° к оси трубы. Привальцовку выполняют крепежной вальцовкой, окончательную привальцовку и отбортовку — бортовочной вальцовкой (с бортовочными роликами).
Сначала развальцовывают все трубки в одной решетке, а затем в другой. При большом количестве заменяемых трубок порядок вальцовки следующий. Вальцуют вначале четыре трубки крест-накрест, а затем все трубки по периметру, после чего все остальные.
Качество работы проверяют осмотром на отсутствие трещин и разрывов, подреза труб по кромке гнезда, а также убеждаются в отсутствии ярко выраженного перехода между вальцованной и невальцованной частью.
Приспособления. При ремонте теплообменных аппаратов могут быть использованы приспособления, работающие в полуавтоматическом режиме. Примером может служить развальцовочная машина, которая может быть использована при соответствующей смене инструмента для развальцовки, торцовки и удаления труб из теплообменника, а также для нарезания кольцевых канавок в отверстиях трубных решеток теплообменников с трубами диаметром от 14 до 57 мм. Машина работает в ручном, автоматическом и полуавтоматическом режимах. На раме машины расположена тележка, перемещаемая в горизонтальном направлении посредством цепного привода. На ней установлена вертикальная рама, по которой перемещается горизонтально расположенная рама с приводом для развальцовки. Вертикально рама с приводом перемещается также с помощью цепной передачи, а в поперечном направлении — с помощью рычага.
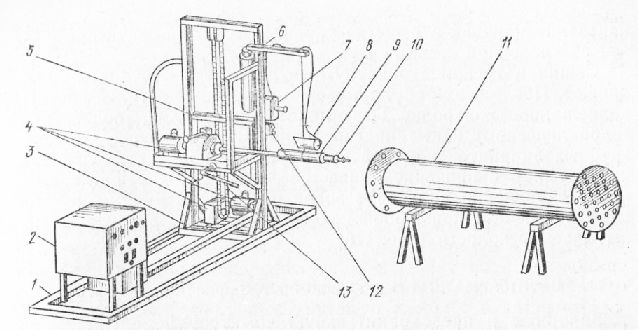
Управление приводами вертикального и горизонтального перемещений осуществляется с пульта-координатора, а управление и выбор режима работы привода развальцовки выполняют с выносного пульта, расположенного на защитном кожухе телескопического вала. Развальцовку труб в отверстиях трубных решеток выполняют инструментом, закрепляемым в головке, шарнирно соединенной с валом. При торцовке, подрезке и нарезании канавок в решетке управление мотор-редуктором ведут от кнопочной станции.
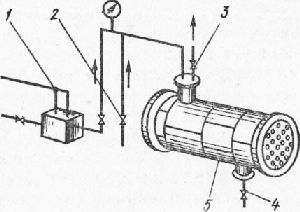
Свищи и трещины в корпусных деталях и обечайках заваривают. После всех работ по сварке корпусных деталей сосуды, подлежащие контролю Госгортехнадзора СССР, подвергают гидравлическому испытанию на прочность. Опрессовку кожухо-трубных аппаратов жесткой конструкции проводят со снятыми крышками и с проверкой качества вальцовки в решетках. Во время заполнения аппаратов водой перед испытаниями необходимо обеспечить при любой конструкции выход воздуха из испытываемой полости (рис. 3).
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Обслуживание и сервис теплообменников
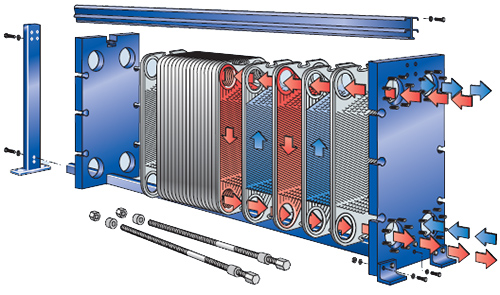
Сервис и правильная эксплуатация теплообменного оборудования являются залогом долгой и бесперебойной службы данного вида оборудования. По статистике основной причиной вывода из строя теплообменников – возникновения утечек, а также аварийных ситуаций, является нарушение режима эксплуатации или не проведенное вовремя сервисное обслуживание. В данной статье будет представлена информация об обслуживании и эксплуатации разборных и сварных пластинчатых теплообменников.
Особенности подбора теплообменников
Первым условием безаварийной работы теплообменного оборудования является его правильный подбор при проектировании. Согласно [1] при расчете поверхности нагрева водо-водяных водоподогревателей для систем горячего водоснабжения и отопления температуру воды в подающем трубопроводе тепловой сети следует принимать равной температуре в точке излома графика температур воды или минимальной температуре воды, если отсутствует излом графика температур, а для систем отопления также температуру воды, соответствующую расчетной температуре наружного воздуха для проектирования отопления. В качестве расчетной следует принимать бóльшую из полученных величин поверхности нагрева. Также при подборе нужно обязательно учитывать указанные в инструкции производителя такие параметры теплообменника, как номинальная мощность, максимальное рабочее и испытательное давление, максимальная рабочая температура, допустимый вид рабочей среды. Подбор теплообменника должен проводиться строго с учетом информации изготовителя.
Для скоростных секционных водо-водяных водоподогревателей следует принимать противоточную схему потоков теплоносителей, при этом греющая вода из тепловой сети в пластинчатые водонагреватели должна поступать по схеме изготовителя.
Стандартно для систем горячего водоснабжения принимается по одному теплообменнику в каждой ступени подогрева, но при нагрузке в системе ГВС более 2 МВт по нормам принимаются к установке два теплообменника в каждой ступени нагрева, рассчитанных на 50 % тепловой нагрузки.
Температура горячей воды на выходе из подогревателя должна обеспечивать температуру горячей воды у потребителя в пределах, регламентированных с учетом снижения температуры горячей воды в тепловых сетях и стояках зданий.
 |
Защита теплообменника от гидравлических ударов
Скачки давления, выходящие за пределы нормального рабочего давления, и перепады давления могут повредить теплообменник и даже полностью вывести его из строя. В зависимости от технических условий водоканала и тепловых сетей при возможном повышенном давлении в сети предусматривается установка регулятора давления «после себя».
Также при расположении ИТП в начале или в конце теплосети, или если применяется качественное регулирование теплоносителя на входе в теплообменник с установкой трехходового клапана, рекомендуется ставить клапаны двойного действия, если возможный перепад давления может привести к росту давления выше номинального в обратном трубопроводе теплосети. Если возможны скачки давления в водопроводе ХВС, в том числе внезапное понижение давления в сети, необходимо предусматривать на внутреннем контуре станцию поддержания давления, включающую регулятор давления, циркуляционно-повысительный насос, расширительный бак, автоматику.
Также необходимо отключение подачи горячего теплоносителя, подогревающего холодную воду в том случае, если подача холодной воды прекращается, так как при перегреве холодная вода начнет кипеть и может вызвать разгерметизацию теплообменника.
Перечисленные ниже меры помогут предотвратить возникновение аварийных ситуаций при скачках давления.
Эксплуатация теплообменного оборудования
К эксплуатации теплообменного оборудования должны допускаться лица, которые предварительно ознакомлены с инструкцией по эксплуатации оборудования, так как необученный персонал способен вывести теплообменник из строя. Вокруг теплообменника должно быть достаточно места для его обслуживания. При установке и промывке теплообменника все работы должны производиться высококачественным инструментом.
Для обслуживания оборудования и арматуры, расположенных на высоте от 1,5 до 2,5 м от пола, должны предусматриваться передвижные площадки или переносные устройства (стремянки). При невозможности обеспечения проходов для передвижных площадок, а также для обслуживания оборудования и арматуры, расположенных на высоте 2,5 м и более, необходимо предусматривать стационарные площадки с ограждением и постоянными лестницами. Размеры площадок, лестниц и ограждений следует принимать в соответствии с требованиями [3]. При монтаже или обслуживании теплообменников следует соблюдать следующие правила:
- нельзя производить затяжку стяжных шпилек, ремонтировать теплообменник до его полного отключения, остывания до температуры не более 40 °С и опорожнения;
- нельзя поднимать и перемещать теплообменник за места подключения;
- при обслуживании разборных теплообменников нельзя работать с пластинами без рукавиц, так как можно пораниться об острые края.
При монтаже теплообменник следует теплоизолировать и заземлить. Также рекомендуется устанавливать под теплообменником поддон, чтобы теплообменник можно было опорожнить в случае ремонта.
При установке фильтров на вводе в тепловой пункт обычно дополнительная установка фильтров перед пластинчатыми теплообменниками и другим оборудованием по ходу воды не требуется, кроме особых требований заводов – производителей оборудования. При других условиях установка фильтров обязательна.
Перед пуском теплообменника проводят гидравлические испытания холодной водой на герметичность каждого контура теплообменника попеременно. Убедившись, что теплообменник не течет и не происходит перемешивания сред, теплообменник вводят в эксплуатацию, но сначала производят пуск контура нагрева холодной воды и лишь затем подогревающего контура.
В процессе эксплуатации рекомендовано еженедельно осматривать теплообменник на наличие протечек.
 |
Защита теплообменника от коррозии и отложений
Для защиты от внутренней коррозии и образования накипи трубопроводов и оборудования централизованных систем горячего водоснабжения, присоединяемых к тепловым сетям через водоподогреватели, следует предусматривать обработку воды, осуществляемую, как правило, в ЦТП. Отбор воды из тепловой сети для подпитки систем горячего водоснабжения при независимой схеме присоединения не допускается.
Для защиты трубопроводов тепловых сетей от отложений солей жесткости допускается применение методов обработки воды, возможность использования которых подтверждена в порядке, установленном законодательством Российской Федерации в области технического регулирования и санитарно-эпидемиологического благополучия населения.
Решение о выборе технологии обработки воды, а также об отказе в использовании технологии обработки воды должно приниматься на основании химического анализа исходной воды. Обработка питьевой воды не должна ухудшать ее санитарно-гигиенические показатели. Реагенты и материалы, применяемые для обработки воды, поступающей в систему горячего водоснабжения, должны быть разрешены надзорными органами.
Разрешается применение ингибиторов накипеобразования и коррозии, соответствующих условиям эксплуатации оборудования. Тип и доза применяемых ингибиторов для каждого конкретного случая определяются специализированными организациями, разрабатывающими технологию их применения. Необходимость индивидуального подхода при выборе типа и дозы ингибиторов обусловлена влиянием значительного числа факторов на эффективность их применения, в первую очередь концентрации и типа органических соединений в сетевой воде.
Поставка ингибиторов коррозии и накипеобразования должна проводиться в соответствии с Техническими условиями и иметь документы, разрешающие их применение в соответствующих условиях.
Для предотвращения накипеобразования и коррозии в тепловых сетях используются также магнитные, ультразвуковые, электрохимические и другие физические методы воздействия на подпиточную и сетевую воду.
Очистка теплообменника от накипи и отложений
Основой эксплуатации теплообменного оборудования является его своевременная очистка от отложений. Промывку необходимо осуществлять, если теплопередача теплообменника снизилась более чем на 25 % или гидравлическое сопротивление увеличилось на 15 % – это ориентировочные цифры, более точную информацию необходимо узнать у производителя теплообменника.
Частота промывок определяется конструкцией теплообменников, областью их применения и качеством применяемой среды.
Основные способы промывки теплообменников – безразборный и разборный.
Безразборный применяется для паяных и негабаритных теплообменников (не более 50 пластин). Очистка нагревательных пластин в данном случае происходит без разбора конструкции и производится в следующей последовательности:
- теплообменник отсоединяют от сети и затем при помощи циркуляционного насоса под высоким давлением промывают. Состав химических растворов подбирается в зависимости от свойства отложений и марки резины уплотнительных прокладок. Время промывки может варьироваться в зависимости от величины отложений, обычно от 4 ч и более;
- далее необходимо произвести нейтрализацию химической обработки;
- затем тщательно промывают внутренние поверхности водой.
Порядок действий при разборном методе очистки:
- разобрать теплообменник: поочередно отвернуть гайки стяжных шпилек, снять заднюю плиту, осторожно отделить пластины друг от друга;
- промыть пластины под высоким давлением;
- при наличии неудаляющихся отложений необходимо погрузить пластины в емкость с химическим реагентом. Кроме того, можно очистить пластины при помощи щеток из капроновых, нейлоновых и подобных им материалов. При этом следует соблюдать осторожность, чтобы не повредить прокладки или поверхность пластины;
- повторная механическая очистка высоким давлением и промывка водой;
- аккуратная сборка конструкции.
Литература
- СП 124.13330.2012 «Тепловые сети. Актуализированная редакция СНиП 41–02–2003». М., 2012.
- СанПиН 2.1.4.2496 «Гигиенические требования к обеспечению безопасности систем горячего водоснабжения». М., 2009.
- ГОСТ 23120–78 «Лестницы маршевые, площадки и ограждения стальные. Технические условия». М., 1978.
Поделиться статьей в социальных сетях:
Источник