Ремонт трубопроводной арматуры




![]()
![]()
 На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
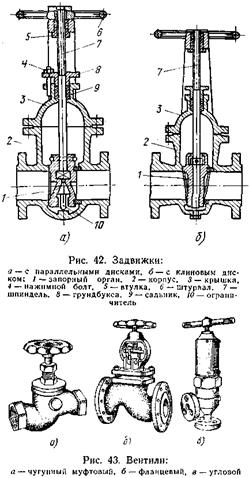
Различные типы трубопроводной арматуры показаны на рис. 42 – 45. Каждый тип арматуры состоит из трех основных узлов: корпуса, рабочего органа и привода к рабочему органу. Корпус у большей части арматуры выполнен в форме тройника с фасонной внутренней полостью. Верхний патрубок служит для крепления на нем крышки.

Рабочим органом арматуры является клапан. Поверхности соприкосновения клапана с корпусом – уплотнительные поверхности образуют затвор. Место посадки клапана в корпусе называют седлом. Клапаны имеют различную конструктивную форму: тарелки, диска, золотника, клина и т. п. Их выполняют из одной или нескольких деталей, закрепленных на шпинделе, или заодно со шпинделем. Седла изготовляют в виде отдельной детали (кольца), закрепленной на корпусе, или в виде кольцевой наплавки на корпусе, на поверхность которой садится клапан.
У вентилей и клапанов затвор перемещается перпендикулярно уплотнительному кольцу в корпусе, у задвижек – параллельно уплотнительным кольцам в корпусе. У кранов пробка вращается вокруг своей продольной оси.
По конструкции присоединительных концов арматура бывает фланцевая, муфтовая, цапфовая и с концами под приварку.
По направлению движения среды арматура делится на проходную, в которой направление при выходе из корпуса не меняется, и угловую, изменяющую направление движения среды.
Арматура может приводиться в движение вручную вращением штурвала либо при помощи электрического, пневматического, гидравлическогоприводов.
К неисправностям трубопроводной арматуры в первую очередь относится недостаточная плотность сальниковых уплотнений. Пропуск через сальник может быть вызван либо слабой затяжкой нажимной гайки, либо износом набивки.
Плохое запирание трубопровода может произойти при износе деталей затвора (седла и клапана). Замораживание арматуры часто приводит к появлению трещин в ее корпусе и крышке. Возможны также повреждения резьбы на шпинделе, поломка штурвалов, выход из строя привода.
Ремонт арматуры, в зависимости от характера повреждений, может проводиться как без снятия ее с трубопроводов, так и после демонтажа. Не снимая арматуру с трубопровода, можно устранить пропуски через сальник, подтянув нажимную втулку либо заменив сальниковую набивку.
Такие неисправности арматуры, как износ уплотнительных поверхностей затвора, поломка шпинделя, кольца сальника, грундбуксы, втулки крышки, трещины в корпусе и крышке арматуры требуют частичного (крышка и затвор) либо полного демонтажа арматуры и доставки ее в мастерскую.
Перед снятием арматуры, чтобы знать, с какого места она снята, делают пометки на корпусе и на стыкуемых фланцах трубопровода.
Перед разборкой фланцевых соединений затвор арматуры плотно закрывают.
Доставленную в мастерскую арматуру устанавливают шпинделем вверх на специально очищенное место. Поворачивая штурвал против часовой стрелки, открывают затвор, затем отвертывают гайку и снимают штурвал со шпинделя. Если на верхней части шпинделя есть и другие детали (приводная головка, шпонки, шарикоподшипники), их предварительно снимают. Далее, отвернув гайки со шпилек крышки, ее снимают. Поднимают крышку строго вертикально, так как даже незначительный перекос может повредить шпиндель в месте посадки клапана. Поверхности разъема корпуса тщательно очищают от старой прокладки.
Детали затвора, вынутые с крышкой, разбирают. Отвернув гайки со шпилек грундбуксы, снимают нажимную планку, грундбуксу, удаляют сальниковую набивку и кольца. Если необходимо снять тарелку, то отгибают предохранительную шайбу, отвертывают накидную гайку, которая крепит тарелкодержатель, или вывертывают шпиндель из обоймы и, осторожно придерживая верхний тарелкодержатель, вынимают тарелки и грибок (шарик) из места посадки. Все детали тщательно промывают в керосине и насухо вытирают чистыми тряпками, после чего тщательно осматривают каждую деталь. Прежде всего, проверяют целостность корпуса и крышки арматуры. Затем при помощи небольшого зеркала осматривают поверхности седла, выявляя на его поверхности задиры, царапины и другие повреждения. Также тщательно осматривают другие детали. Для обнаружения волосяных трещин применяют лупы с трехкратным, десятикратным увеличением.

Наиболее сложным при ремонте деталей арматуры является устранение дефектов на уплотнительной поверхности арматуры. Незначительные риски и царапины устраняют, обтачивая и шлифуя поверхность на станке с последующей притиркой.
Притирку производят вручную или используя различные механические приспособления. Ручная притирка уплотнительных поверхностей (седел и клапанов) трубопроводной арматуры ведется следующим образом. Обрабатываемую поверхность и поверхность притира (плиты или оправки из более мягкого металла, по которым притираются детали арматуры) перед началом работы и при смене притирочного материала тщательно промывают бензином или керосином и насухо протирают ветошью, а при необходимости обдувают воздухом. Затем на притир тонким равномерным слоем наносят притирочную пасту, разведенную керосином, или притирочный материал, смешанный с маслом. После этого начинается притирка. Притир плавно вращают по уплотнительной поверхности 6 – 7 раз попеременно вправо и влево на 90°. После этого поворачивают его на 180° и снова из нового положения поворачивают попеременно 6 – 7 раз вправо и влево на 90°. Поворачивают притир на 180° 5 – 8 раз, после чего притир вынимают, обрабатываемую поверхность промывают бензином и протирают чистой ветошью. Затем притирку повторяют вновь в том же порядке, пока поверхность не станет светло-матовой или блестящей по замкнутому кольцу.
После притирки пастой следует продолжать притирку в течение 5 – 10 мин минеральным маслом. Притирку обрабатываемой поверхности ведут под давлением, создаваемым собственным весом притирки или деталей: при грубой притирке не более 1,5 кгс/см 2 ; при средней притирке 1 кгс/см 2 ; при окончательной притирке или доводке 0,5 кгс/см 2 . Качество притирки проверяют на карандаш или «на краску».
Наиболее распространенным притирочным материалом является паста Государственного оптического института (ГОИ). Паста ГОИ выпускается трех сортов. Грубую пасту (1-й сорт) применяют для удаления следов обточки. Среднюю пасту (2-й сорт) используют после обработки детали грубой пастой для получения полузеркальной блестящей поверхности. Для окончательной доводки применяют 3-й сорт – тонкую пасту.
Глубокие (более 0,5 мм) раковины, выбоины устраняют путем наплавки нового металла на уплотнительную поверхность с последующей обточкой и притиркой. Наилучшим материалом для наплавки являются твердые сплавы: стеллит и сормайт. Технология наплавки довольно сложна, требует специального оборудования и точного соблюдения температурного режима, поэтому может проводиться только в ремонтно-механических цехах завода специально подготовленными рабочими.
Основные операции, осуществляемые при восстановлении уплотнительных поверхностей путем наплавки, следующие: очистка детали от грязи и ржавчины металлическими щетками, напильниками; выточка кольцевых канавок, разделка фасок и т.п. на толщину, равную толщине наплавляемого слоя; подогрев детали и наплавка (наплавку ведут в четыре слоя одинаковой толщины в пределах 1,5–2 мм); отпуск и охлаждение наплавленной детали; механическая обработка наплавленной поверхности.
Принимая отремонтированную деталь, необходимо убедиться в отсутствии таких дефектов, как наличие трещин слоя сплава, переходящих в основной металл, выкрашивание и отслаивание наплавленного слоя, раковин, шлаковых включений, трещин на наплавленном слое и на границе основного металла.
Ремонт корпусов, крышек и других кованых и литых деталей арматуры заключается в устранении трещин или свищей путем вырубки дефектного места с последующей заваркой и термической обработкой (отжигом). Для выявления дефектов применяют так называемую цветную дефектоскопию, заключающуюся в следующем. Детали предварительно протирают ветошью, смоченной в бензине, промывают в содовом растворе, потом в чистой воде и просушивают. После просушки поверхность деталей смазывают раствором, состоящим из 80% керосина, 15% трансформаторного масла, 5% скипидара и 15 – 20 г краски (судана-3 или жирового оранжа) на каждый литр этого раствора. По истечении 30 – 60 мин детали промывают холодной водой до полного удаления следов раствора и на мокрую поверхность наносят тонким слоем раствор в воде порошка мела. Имеющиеся на поверхности дефекты выявляются на просохшем покрытии в виде ярко выраженных пятен или полос, причем более глубокие трещины образуют более широкие полосы.
Ремонт шпинделя, проводимый в прицеховой мастерской, состоит в правке незначительного искривления шпинделя, удалении царапин и рисок, шлифовке и притирке уплотнительной поверхности.
На чугунных задвижках марки 31ч6нж обе плашки отлиты из чугуна и соединены между собой стержнем диаметром 15 мм, который при закрывании задвижек часто ломается и задвижка выходит из строя.
Для увеличения срока службы задвижек можно просверлить отверстие в стержне, соединяющем плашки, и впрессовать в него стальной палец диаметром 8 мм, после чего оба конца обварить.
Сборку отремонтированной арматуры ведут в порядке, обратном разборке: детали собирают согласно отметкам, сделанным кернером, или разборке.
Источник
34. Техника безопасности. Технология ремонта трубопроводной арматуры.
34. Техника безопасности. Технология ремонта трубопроводной арматуры. 34. Техника безопасности. Технология ремонта трубопроводной арматуры.
Основной задачей техники безопасности является обеспечение безо¬пасных условий труда без снижения его производительности. Мероприя¬тия по созданию безопасных условий труда проводятся в соответствии с Законом об охране труда Украины, Кодексом законов о труде (КЗоТ) и разработан¬ных на их основе постановлений, инструкций, норм и правил.
При ремонте трубопроводной арматуры каждый вновь поступающий на производство рабочий до начала работы обязан ознакомиться с прави¬лами техники безопасности и усвоить их. Работа слесаря по ремонту арматуры происходит часто непосредственно на трубопроводах высоких параметров, поэтому строгое соблюдение правил по технике безопас¬ности имеет первостепенное значение.
Ниже приведены основные положения, которые надлежит выполнять слесарю при ремонте трубопроводной арматуры:
1. Ремонт трубопроводной арматуры в действующих цехах электро¬станций, связанный с нарушением нормальной эксплуатации оборудования или с опасностью для работающего персонала, производится по спе¬циальным нарядам.
Наряд — это письменное поручение на конкретную работу, опреде¬ляющее ее содер-жание и необходимые меры безопасности. Он заполняет¬ся в двух экземплярах и подписыва-ется начальником цеха (или лицом, утвержденным главным инженером электростанции), в ведении кото¬рого находится оборудование, подлежащие ремонту.
Наряд выдается производителю работ (бригадиру), несущему от¬ветственность за техническое руководство работой и соблюдение работающими мер безопасности согласно су-ществующим правилам и указа¬ниям в наряде. В наряде указывают фамилии и разряды всех членов бригады, выполняющих работу. Руководство работами осуществляет ответственный руководитель (мастер, прораб). Ответственный руководитель может быть одновре¬менно и производителем работ в том случае, если ему выдается не более одного наряда.
Фамилии и должности ответственных руководителей работ утверждает главный ин-женер электростанции или ремонтного предприятия.
Допуск к работе производит начальник смены или дежурный инже¬нер после выпол-нения всех подготовительных работ и принятия мер безопасности, указанных в наряде. На-ряд подписывается начальником смены, дежурным инженером, ответственным руководите-лем и ответственным производителем работ.
2. Ответственный руководитель работ (бригадир) обязан до начала работ лично в при-сутствии дежурного инженера цеха убедиться, что подлежащая ремонту арматура отключена от работающего оборудования и в нее не может попасть рабочая среда. Со-ответствующая запорная арматура (задвижки, вентили) вблизи ремонтируемой долж-на быть заперта на цепь замками, ключи от которых должны храниться у началь¬ника смены и передаваться по дежурству с соответствующей записью в вахтенном журнале. Кроме замка должны быть вывешены плакаты с надписью “Не включать — работают люди”.
3. Рабочая площадка и арматура, подлежащая ремонту, должны быть хорошо освещены.
4. При разболчивании фланцев необходимо соблюдать осторожность, чтобы находящие-ся внутри трубопроводов пар и вода не могли причи¬нить ожоги рабочим. Дренажи на этом участке должны быть открыты.
Отворачивание гаек фланцевого соединения необходимо начинать со стороны, противоположной позиции лица, производящего работу.
Подтяжка гаек фланцевого соединения после ремонта допускается при давлении не выше 0,3—0,4 МПа.
5. После окончания ремонтных работ на трубопроводе мастер обя¬зан лично в присутствии бригадира убедиться в том, что работы окон¬чены, заглушки сняты, рабочие с ремонтируемого участка ушли, место работ убрано, и только после этого снять замки с вентилей и задвижек.
Кроме выполнения специальных правил по технике безопасности, связанных с работой энергооборудования, слесарь должен выполнять и общие правила, связанные с технологией ремонта трубопроводной арматуры. Знание технологического процесса и оборудования, правильная организация своего рабочего места создает безопасные и высоко-производительные условия труда.
Ниже приведены общие правила по технике безопасности.
1. Слесарные молотки должны иметь слегка выпуклую (не косую и не сбитую) поверхность бойков. Ручки должны быть изготовлены из твердых пород дерева (дуб, клен, кизил и др.) и обязательно расклинены для того, чтобы во время работы с них не со-скакивали молотки.
2. Чтобы избежать ударов по руке, длина зубила должна быть не менее 150 мм, режущая кромка должна представлять собой прямую или слегка выпуклую линию.
3. Применяемый при опиловке напильник не должен иметь затупленных и нагрязненных рабочих поверхностей. Не разрешается пользоваться напильником без ручек или с неисправными ручками.
4. Гаечные ключи должны соответствовать размерам гаек. Не допускается пользование прокладками, закладываемыми между гранями гайки и губками ключа.
5. При сверлении отверстий с помощью электродрели следует заземлить ее корпус и надеть резиновые перчатки.
6. При зачистке деталей на точильном станке необходимо проверить, нет ли на абразивном круге заметных трещин; установить экран или надеть очки; работа без экрана или очков не допускается.
7. Установленные на верстаках тиски должны соответствовать размерам обрабатываемых деталей.
8. При работе с пневматическим инструментом необходимо перед началом работы, прежде чем присоединить шланг к инструменту, тщательно продуть его сжатым воздухом; рабочий наконечник перед пуском сжатого воздуха нужно упереть в обрабатываемый материал; следует избегать холостого хода инструмента; шланг не должен быть длиннее 10 м; независимо от условий работы и исправности инструмента необ-ходимо один раз в месяц его разобрать, промыть и обнаруженные при осмотре поврежденные или сильно изношенные части заменить новыми.
Источник