Технология ремонта турбины
Турбокомпрессор является одним из наиболее прецизионных агрегатов двигателя внутреннего сгорания или дизеля.
Ремонт турбокомпрессоралюбого типа требует четкого соблюдения последовательности технологических операций, перечисленных ниже.
- Производится предварительный осмотр поступающего в ремонт (или на диагностику) турбокомпрессора на наличие внешних механических повреждений и деформаций корпусных деталей и актуатора.
- Турбокомпрессор полностью разбирается для проведения дефектовки.
- Производится дефектовка деталей и элементов ТК. Осматриваются внутренние полости корпусов на наличие повреждений, сколов, трещин, вмятин и т.д. Осматривается колесо компрессора на наличие внешних механических повреждений и деформаций. Особое внимание обращается на состояние вала с турбинным колесом. При отсутствии внешних видимых механических повреждений и деформаций, вал устанавливается в призмы для проверки радиального биения. После всего вышеперечисленного принимается решение о пригодности дальнейшей эксплуатации колеса компрессора и вала с турбинным колесом.
- Дефектовка радиальных подшипников, упорного подшипника, дистанционных втулок, уплотнительных колец, манжет и прокладок не производится — перечисленные элементы при ремонте заменяются на новые.
- Все корпусные детали и колеса (если они не подлежат замене) тщательно очищаются в пескоструйной камере. Внутренняя полость корпуса подшипников при очистке изолируется от попадания внутрь песка специальными заглушками. Вал изолируется при очистке специальной оправкой во избежание повреждений поверхностей трения и посадочных поверхностей, производится очистка только лопастей турбинного колеса. У компрессорного колеса при очистке изолируется посадочная поверхность.
- После очистки детали и элементы тщательно обдуваются сжатым воздухом, заглушки и оправки удаляются, корпус подшипников, колесо компрессора и вал с турбинным колесом промываются специальным составом в ультразвуковой ванне, после чего повторно обдуваются сжатым воздухом.
- Производится первый этап четырехступенчатого балансировочного цикла. Вал с турбинным колесом балансируется на станке для балансировки валов. Частота вращении вала до 9000 об/мин – зависит от диаметра приводной шейки вала. Это самый важный этап балансировочного цикла, от него в большей мере зависит итог всего балансировочного цикла.

- Второй этап – балансировка ротора в сборе (вал с турбинным колесом, дистанционные втулки, колесо компрессора, гайка) на том же стенде, только по другим калибровочным данным. Частота вращении ротора до 9000 об/мин.
- Производится сборка картриджа турбокомпрессора. Детали и элементы перед сборкой картриджа обдуваются сжатым воздухом, при сборке соблюдается чистота всех комплектующих. Масляные каналы радиальных подшипников, упорного подшипника, корпуса подшипников повторно проверяются на отсутствие загрязнений и посторонних предметов.
- Картридж устанавливается на стенд для балансировки картриджей турбин, часть станка, предназначенную для балансировки на низких оборотах. Подключается маслоподающая магистраль. Моторное масло в стенде прогревается до температуры 45-55 градусов. Давление масла — 5 атм. Практически, на этом этапе создаются рабочие условия эксплуатации турбокомпрессора на автомобиле. Производится третий этап балансировочного цикла. Ротор турбокомпрессора балансируется на этом этапе на частотах до 40000 об/мин. в двух плоскостях. Одновременно картридж проверяется визуально на утечку масла с компрессорной и турбинной сторон.
- Завершающий, четвертый этап балансировочного цикла производится на том же стенде, на высокооборотистой части. При проведении квалифицированной балансировки на первых трех этапах, добалансировка на завершающем этапе практически не требуется. Картридж разгоняется с положения покоя до своих максимально допустимых (паспортных) оборотов, при этом во всем диапазоне рабочих частот снимаются значения остаточного дисбаланса и отображаются в виде графика на мониторе. При необходимости, значение остаточного дисбаланса на каком-либо участке рабочего диапазоне корректируется методом удаления массы.
- После завершения балансировочного цикла картридж снимается со стенда, маслоподающий и маслосливной каналы корпуса подшипников блокируются заглушками во избежание попадания пыли и грязи внутрь.Производиться окончательная сборка турбокомпрессора.
Источник
Техническое обслуживание турбокомпрессора
В процессе эксплуатации турбокомпрессор не требует никаких регулировок. Однако соблюдение правил технического обслуживания является необходимым условием длительной бесперебойной работы турбокомпрессора. Для этого необходимо по показаниям манометра следить за наличием циркуляции масла через турбокомпрессор.
Давление масла в системе смазки турбокомпрессора не должно быть меньше давления в системе смазки двигателя более чем на 100 кПа (1 кгс/см2) при 2100 об/мин и на 50 кПа (0,5 кгс/см2) при минимальной частоте вращения холостого хода.
Периодически контролировать работу турбокомпрессора на слух сразу после остановки двигателя, регулярно проверять легкость вращения ротора турбокомпрессора. Если вращающиеся части задевают за неподвижные детали, снять турбокомпрессор с двигателя, разобрать, очистить от нагара и промыть.
Легкость вращения ротора турбокомпрессора проверяется следующим образом:
- отвернуть три гайки, снять впускной патрубок и прокладку.
- вращая ротор рукой (рис.31), проверить легкость его вращения;
- проверку проделайте несколько раз в крайних положениях ротора, выбирая его осевой и радиальный люфты последовательно в одну и другую стороны.

Для выявления отклонений от нормальной работы или для послеремонтного контроля можно проверить турбокомпрессор на двигателе по давлению наддува. Для этого выверните пробку К 1/4″ на левом впускном коллекторе и к отверстию присоедините манометр. Для получения стабильных показаний на входе в манометр установите жиклер с отверстием диаметром 0,5 мм.
При работе под полной нагрузкой при 2100 об/мин коленчатого вала избыточное давление наддува должно быть 60-80 кПа (0,6-0,8 кгс/см2). При снижении нагрузки или уменьшении оборотов давление наддува должно плавно понижаться.
Источник
Техническое обслуживание и основы ремонта турбокомпрессоров




![]()
Проверка технического состояния турбокомпрессорной установки – ревизия включает в себя вскрытие и осмотр проточной части турбокомпрессора, вспомогательного и комплектующего оборудования, трубопроводов. Первую ревизию проводят в срок, указанный в заводской инструкции, последующие – в зависимости от состояния оборудования и условий эксплуатации.
При проведении ревизии должно быть исключено попадание в проточную часть турбокомпрессора и трубопроводы посторонних предметов и грязи. Перед окончательным закрытием турбокомпрессора и трубопроводов составляют акт о выполнении этих требований. При ревизии выполняют: контроль фактических зазоров и сопоставление их с указанными в формуляре; проверку правильности центрирования осей валов привода, редуктора (при электроприводе) и турбокомпрессора; оценку состояния поверхности шеек валов и упорного диска; проверку плоскостности и биение упорного диска; проверку лабиринтных уплотнений с исправлением деформированных гребней или заменой поврежденных частей; осмотр рабочих колес турбокомпрессора для выявления износа и трещин в креплениях дисков и лопаток; проверку состояния баббитового слоя вкладышей радиальных подшипников и упорных колодок радиально-упорного подшипника (недопустимы забоины, трещины, включения посторонних частиц, отслаивание и др.); контроль состояния поверхностей зубьев зубчатых соединительных муфт; измерение натягов между опорными подушками вкладышей и расточками корпусов подшипников; оценку состояния диффузоров и диафрагм, выявление трещин и дефектов; проверку зубьев колес и шестерни редуктора (в двухкорпусных машинах – двух редукторов); проверку готовности к дальнейшей работе главного и пускового смазочных насосов; проверку герметичности состояния контактных пар и деталей торцового уплотнения.
Во время ревизии установки необходимо также провести очистку смазочного бака с заменой или сепарацией масла и обязательной проверкой его качества; очистку масляных фильтров, труб в трубных пучках охладителей газа, воздуха и масла с последующей опрессовкой трубных пучков; проверку арматуры на линиях всасывания и нагнетания турбокомпрессора с притиркой уплотнительных поверхностей, переборкой сальников и заменой прокладок фланцевых соединений; осмотр и проверку КИП согласно инструкциям заводов- изготовителей; проверку реле осевого сдвига, системы противопомпажной защиты и автоматического регулирования подачи.
Ремонт ротора включает в себя проверку состояния устранение дефектов шеек, боковой поверхности упорного диска, соединения полумуфт, а также деталей, посаженных на ротор. Наиболее тщательно проверяют места наибольшей концентрации напряжений — галтели, шпоночные пазы, отверстия, заклепочные соединения, шейки валов, периодически применяя цветную дефектоскопию. Плотность посадки на ротор колес, дисков и других деталей проверяют по звуку при обстукивании медным молотком массой 1,0.. .1,5 кг или отжатии проверяемой детали ломиком с фиксацией индикатором ослабления и подвижности ее посадки. При наличии деталей и соединений с неустранимыми дефектами ротор заменяют или передают для ремонта в мастерские, где его проводят чаще
Для упорных дисков проверяют торцовое биение, отклонений от плоскостности, наличие царапин и трещин на поверхности, для съемных дисков — плотность посадки. Биение определяют двумя индикаторами при положении ротора в собственных подшипниках или на призмах.
Плоскостность поверхности дисков (рис. ) проверяют щупом по возможному зазору между диском 2 и поверочной ли
нейкой 3, у съемных дисков — по следам краски или индикатором на поверочной плите. Допуск плоскостности 0,01. ..0,02 мм на 100 мм радиуса диска. Все нарушения устраняют обработкой на токарном станке. При проверке ротора в центрах, на призмах или подшипниках, кроме биения отдельных деталей, определяют общий прогиб вала. Биение не должно превышать О.О5мм.

Ремонт подшипников. Требования к состоянию вкладышей подшипников, порядок восстановления баббитового слоя и последующей обработки такие же, как при ремонте аналогичных деталей поршневых машин. При обработке вкладышей турбокомпрессоров предпочтительнее эллиптическая расточка (рис.), при которой улучшаются условия работы вала, особенно при наличии.
Верхний зазор радиальных подшипников проверяют по свинцовым оттискам, боковой — пластинчатым щупом, который вводят! в зазор между шейкой и вкладышем на глубину 0,10.. .0,1 5 диаметра вала. Толщина свинцовой проволоки или полос должна быть не менее удвоенного регулируемого зазора. При подгонке вкладышей по валу шабрением следует учитывать, что снятие слоя металла большей толщины ведет к искажению цилиндрической формы и перекосу осей. Для создания масляного клина вкладыши после растачивания рекомендуется устанавливать с минимальной подгонкой. Плотность посадки вкладышей в корпусах подшипников, а так же на опорных колодках проверяют по следам краски: площадь пятен контакта должна составлять не менее 80% всей площади. Посадку на колодках регулируют установкой прокладок, следя за плотностью их контакта.
Уплотнения. В зависимости от назначения и условий работы турбокомпрессоров применяют торцовые и плавающие лабиринтные уплотнения различного исполнения. В турбокомпрессорах низкого давления и воздушных ставят гребешковые лабиринтные уплотнения (рис. ). Основные причины их повреждения: осевой сдвиг, повышенная вибрация ротора, Недостаточные зазоры в уплотнениях, слабая запрессовка гребней в пазы ротора, загрязненность уплотнений. Ремонт начинают с очистки, промывки .и восстановления гребней, на которых не должно быть вмятин, обрывов, сколов. Изношенные и выкрошенные гребни заменяют, смятые и искривленные выправляют с помощью плоскогубцев, или легких ударов молотком и заостряют. При ослабленной посадке в пазах ротора во время ремонта в них вставляют новую стопорящую проволоку (pис. ) или зачеканивают (рис. ).
Радиальные зазоры в гребешковых лабиринтных уплотнениях, составляющие со стороны всасывания 0.50. 0.85 мм, постепенно уменьшаются к стороне нагнетания до 0,13.. .0,26 мм. Диаметральные зазоры соответственно равны 1,00.. .1,35 и 0,25. ..0,39 мм, ч причем наибольший диаметральный зазор во всех случаях не должен превышать сумму минимального и максимального радиальных зазоров.
Зубчатые муфты. При разборке из муфты (рис. ) удаляют отложения шлама, возможные при загрязнении и окисления масла, а также проверяют состояние зубчатого зацеплёния измеряя зазоры, определяя целостность зубьев (износ),следы выкрашивания, наличие трещин, правильность зацепления и плотность посадки зубчатых втулок-полумуфт. Зазоры проверяют. щупом, а осевой зазор наружной зубчатой муфты (коронки) — индикатором. Боковой зазор между зубьями должен составлять 0,20. 0,45 мм, зазор между вершиной зуба и впадиной – 0,50…1,50 мм, осевой зазор коронки — 4.00. 5.00 мм.
При проверке зацепления по следам краски пятна контакта должны занимать не менее 70 % поверхности и располагаться симметрично по концам зубьев. Допускаемые радиальное и торцовое биения ранее установленных н вновь посаженных зубчатых втулок — полумуфт равны соответственно 0,05 и 0,02 мм (проверяют индикатором). Посадку новых втулок — полумуфт выполняют после подогрева с натягом, равным 0,0003….0,0006 диаметра вала в месте посадки. Снимают их также после подогрева или с помощью специальных устройств. Места посадки не должны иметь задиров, заусенцев или очагов коррозии.
Источник
Ремонт турбокомпрессора.
При техническим обслуживании ТО-3 проверяют плавность вращения ротора турбокомпрессора; осматривают концы вала ротора и полости подшипников; проверяют крепление турбокомпрессора на кронштейнах, состояние дюритовых соединений и трубопровода; очищают тройник трубопровода и фильтр подвода смазки к подшипникам; проверяют свободный выбег роторов турбокомпрессоров. После остановки дизеля, работающего на нулевой позиции при температуре масла не ниже 65 °С, роторы должны вращаться не менее 1 мин. Для очистки от нагара лабиринтов без снятия турбокомпрессора с дизеля его промывают через одно техническое обслуживание ТО-3.
Для предупреждения заклинивания ротора при каждом техническом обслуживании ТО-3 производят контрольные замеры зазора «на масло» в опорно-упорном подшипнике со стороны компрессорного колеса, проверяют отсутствие пропуска масла во всасывающую полость и качество крепления прокладок колпачков подшипников.
Запрещается эксплуатация дизелей 10Д100 с давлением наддува в ресивере ниже следующих значений:
Температура окружающего воздуха, °С —40 —30 —20 —10 0 +10 +20 +30 +40
Давление наддува, 10 5 Па 1,59 1,52 1,45 1,38 1,3 1,24 1,15 1,10 1,03
При текущем ремонте ТР-1 турбокомпрессор снимают с дизеля, разбирают и очищают от нагара колесо турбины и внутренние полости корпуса. При текущих ТР-2, ТР-3 и капитальных ремонтах турбокомпрессоры снимают, полностью разбирают, очищают и ремонтируют. Для снятия турбокомпрессора отсоединяют от него выпускные и продувочные коллекторы, масляный и водяной трубопроводы и отвертывают болты крепления к кронштейнам. При разборке турбокомпрессора снимают крышки подшипников и измеряют осевой разбег ротора (рис. 8), радиальные зазоры между лопатками колеса компрессора и вставкой, между лопатками колеса турбины и кожухом соплового аппарата. Для облегчения дальнейшей разборки турбокомпрессор устанавливают на специальных подставках компрессорным колесом вверх. Для предохранения резьбовой части ротора со стороны турбины на нее навертывают предохранительный колпачок.
После разборки детали турбокомпрессора очищают от нагара и масла. Особое внимание уделяют масляным и воздушным каналам, подходящим к лабиринтным уплотнениям. Трещины в корпусе компрессора, выпускном и газоприемном корпусах заваривают при условии, что они несквозные. Раковины зашурупливают, царапины выводят шлифовкой; мелкие кольцевые риски (глубиной до 0,15 мм) на втулках корпусов от пластин лабиринтов и уплотнительных колец оставляют без исправления.
У соплового аппарата проверяют суммарную площадь выходных сечений, которая должна быть в пределах 126—129 см2. Увеличение площади сечения приводит к снижению частоты вращения и подачи турбокомпрессора, а разница в площадях сечения направляющих сопловых аппаратов двух турбокомпрессоров на одном дизеле приводит к помпажу турбокомпрессора, имеющего меньшую площадь сечения. Регулировку осуществляют подгибкой лопаток по шаблону. Коробление соплового аппарата проверяют по плите; заход щупа допускается: между плитой и наружным ободом не более 0,15 мм, а между плитой и внутренним ободом не более 0,25 мм. Коробление до 1 мм устраняют шабровкой.
После разборки масляного фильтра промывают и очищают фильтрующие элементы, при изломе и обрыве сетки элементов заменяют. Маслоподводящие трубки и шланги спрессовывают давлением 10 6 Па, при наличии течи трубки и шланги заменяют, медные патрубки отжигают.
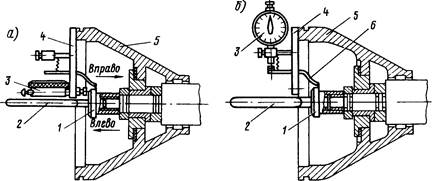
Рис. 8. Схема проверки вала ротора турбокомпрессора:
а — разбега вала; б — радиального зазора в подшипниках вала ротора, 1 — гайка, 2 — стержень, 3 — индикатор, 4 — приспособление; 5 — корпус турбокомпрессора; 6 — лапка

Рис. 9. Ротор турбокомпрессора ТК-34
Пяту ротора турбокомпрессора проверяют дефектоскопом, при наличии трещин или глубоких задиров на рабочих поверхностях — заменяют. Неглубокие задиры, забоины устраняют шлифовкой с уменьшением высоты пяты не более 1 мм против чертежной.
Ослабшее колесо компрессора на валу ротора, определяемое обстукиванием, заменяют. Новое колесо сажают на вал с натягом 0,02—0,04 мм, с предварительным нагревом в масле до температуры 80—100 °С. В лопатках турбинного и воздушного колес проверяют, нет ли трещин, забоин, следов касания и других дефектов. На роторах с «елочным» креплением лопаток негодные лопатки заменяют. Посадку новых лопаток в диск ротора производят в диаметрально противоположных местах, подбирая их одинаковой массы. Газовое колесо, имеющее трещины и отколы, заменяют вместе с ротором.
Биение ротора проверяют по индикатору в центрах станка после затяжки гайки. Допускается биение поверхностей: А и Г (рис. 9) — не более 0,02 мм; П, Т, Р — не более 0,05 мм; Я — не более 0,15 мм; Б — не более 0,1 мм; Е — не более 0,03 мм. При большем биении ротор обрабатывают на станке в пределах допускаемых размеров. Вал выправляют с нагревом. После ремонта ротора проводят динамическую балансировку. Допускается дисбаланс не более 2,5-10 -4 Н-м в каждой плоскости коррекции. Балансируют вал без уплотнительных колец. Для балансировки снимают материал с борта К не более 7 мм, а с борта Н — не более 4 мм. Трещины в кожухе ротора заваривают электродуговой сваркой с присадкой алюминия марки АЛ5. Трещины в водяной полости газоприемного и выпускного корпусов, обнаруженные при опрессовке полости давлением (2¸ 3) 10 5 Па с выдержкой 5 мин, заваривают электродуговой сваркой угольными электродами с присадкой алюминия марки АЛ9В.
Трещины в сопловом аппарате заваривают электродуговой сваркой электродами типа Э42А. Трещины в лопатках диффузора заваривают с проверкой профиля лопаток по шаблону. Перед сборкой детали турбокомпрессора промывают в осветительном керосине и продувают сжатым воздухом. Фланцы корпуса перед сборкой смазывают тонким слоем лака «Герметик», прокладывают шелковую нитку. Прокладки устанавливать не разрешается. Собирают турбокомпрессор в порядке, обратном разборке.
После сборки турбокомпрессора прокачивают масло с тем, чтобы убедиться, что оно проходит через подшипники и сливается в сливные отверстия. Водяные полости спрессовывают водой давлением 3×10 5 Па в течение 5 мин. Течь воды не допускается. Проверяют осевой разбег вала ротора, радиальный зазор на масло индикаторными приспособлениями, зазор между лопатками воздушного колеса и вставкой, а также плавность вращения ротора от руки после установки турбокомпрессора на дизель.
Перед постановкой на дизель турбокомпрессор обкатывают на стенде, где испытывают водяную полость давлением 5×10 5 Па, приводят во вращение воздухом ротор турбокомпрессора [при давлении воздуха 6×10 5 Па частота вращения ротора достигает 4000— 5000 об/мин (58—83 с -1 )] и проверяют систему смазки подшипниковых узлов давлением 4,5×10 5 Па. Испытание продолжается 2 ч. Ритм вращения ротора равномерный, не должно быть течи масла, появления капель масла в наддувочной горловине компрессора.
При снятии с дизеля, разборке, ремонте, сборке и установке турбокомпрессора выполняют общие для ремонтного производства правила техники безопасности.
Источник