Приемка станка после капитального ремонта
Обкатка и испытание машин и станков после ремонта
Обкатка. Целью обкатки является выявление возможных дефектов сборки и приработка сопрягаемых поверхностей. К обкатке приступают, убедившись, что все сборочные единицы и механизмы закреплены и обеспечена их доброкачественная смазка, а ограждающие устройства находятся на своих местах. Перед пуском станка проверяют работу механизмов вращения, проворачивая соответствующие сборочные единицы вручную и переключая рукоятки скоростей и подач. Одновременно следят, как поступает масло к трущимся поверхностям. Сначала обкатку ведут на холостом ходу и на самых малых скоростях, затем последовательно включают все рабочие скорости до максимальной, на которой станок должен работать не менее 1 ч без перерыва. Точно так же, как действие механизмов вращения, проверяют работу механизмов привода подач.
В процессе обкатки определяют температуру нагрева подшипников, которая в станках должна быть не выше 50. 60 вС, выявляют стук и шумы. Все механизмы должны работать плавно, без толчков и вибраций, а их пуск и реверсирование — осуществляться легко и не сопровождаться рывками или ударами. Все органы управления должны быть сблокированы таким образом, чтобы при включении исполнительных органов перемещения и подачи происходили строго согласованно во времени и полностью исключалась возможность самопроизвольного движения даже на самые малые расстояния каких-либо деталей механизмов или частей агрегата. Упоры, кулачки и другие детали автоматически действующих устройств должны обеспечивать надежное выключение подач, а механизмы зажима деталей и инструментов — их многократные и безотказные зажимы и разжимы. Необходимо, чтобы системы смазки и охлаждения подавали к соответствующим местам достаточное количество масла и охлаждающей жидкости.
Безотказной должна бьггь и работа электрооборудования. В рубильниках, переключателях, реостатах и других аналогичных устройствах и аппаратах не допускаются даже малейшие неисправности. Недостаточно быстрое включение или выключение электроаппаратуры, чрезмерный нагрев пускового реостата, гудение реле и другие неполадки в электрооборудовании, обнаруженные при обкатке
станка, свидетельствуют о дефектах сборки или ремонта. Их устраняют соответствующими регулировками, а в случае необходимости полностью разбирают те или иные механизмы.
Испытание. Отремонтированный и собранный станок испытывают под нагрузкой путем обработки деталей-образцов на различных скоростях в соответствии с техническими данными паспорта станка. Испытание ведут с нагружением станка до номинальной мощности привода, постепенно увеличивая сечение снимаемой стружки. Допускается кратковременная перегрузка станка не более чем на 25 % его номинальной мощности. Все механизмы станка при его испытании под нагрузкой должны работать исправно (допустимо лишь незначительное повышение шума в зубчатых передачах), устройства, предохраняющие станок от перегрузок, — действовать надежно, пластинчатая фрикционная муфта — включаться легко и плавно (при максимальной перегрузке станка, т.е. более 25 %, она не должна буксовать).
На чистоту и точность обработки станок проверяют после его испытания под нагрузкой. Перед новым испытанием нужно прогреть шпиндель, подшипники, гидросистему и другие основные элементы станка обкаткой его на холостом ходу. Испытание на чистоту (получение требуемой шероховатости) обработанной поверхности производится точением образца при определенных режимах резания (на обработанных поверхностях не должно быть следов дробления). Для испытания на точность обработки станок необходимо установить на фундаменте или стенде и тщательно выверить с помощью клиньев, башмаков или других средств. Его также надо привести в то же положение, при котором он был выверен на стадии сборки после окончания ремонта. Приемка станка после капитального ремонта производится в соответствии с нормами, установленными ГОСТ 18097 — 72.
Проверка станка на жесткость (ГОСТ 7035 — 75) производится в целях определения качества сборки передней и задней бабок, а также суппорта. Жесткость станка уменьшается из-за неровностей соприкасающихся поверхностей, а также из-за деформации подшипников, клиньев, планок, болтов и других вспомогательных деталей вследствие их плохой пригонки. Показателем жесткости является степень деформации испытываемых сборочных единиц относительно станины под действием определенной внешней силы. Проверяют жесткость динамометром и индикатором, применяя при необходимости оправки и упоры. Воздействуя с определенной силой через динамометр на шпиндель или суппорт, выявляют отклонение вследствие деформации по индикатору, установленному с противоположной стороны шпинделя или суппорта.
В процессе испытания станка на мощность, которое производится после испытаний на холостом ходу, под нагрузкой и на жесткость, определяют КПД станка при максимально допу-
стимой для него нагрузке. Во время испытания обрабатывают болванку или производственную деталь, предварительно выбрав сечение стружки и режимы резания в соответствии с паспортными данными станка. Продолжительность пробной обработки с использованием полной мощности станка — не более 30 мин. Допускается перегрузка мощности электродвигателя на 10. 15 %.
Геометрическую точность станка контролируют после его испытания на холостом ходу и под нагрузкой в соответствии с ГОСТ 18097 — 72. В процессе этого испытания проверяют:
прямолинейность, взаимопараллельность и перекос направляющих станины;
взаимоперпендикулярность верхних и нижних направляющих каретки суппорта;
параллельность осей шпинделя (см. рис. 21), пиноли задней бабки, ходовых винта и вала направляющим станины;
совмещение центров шпинделя и пиноли;
совмещение осей ходовых винта и вала в коробке подач, фартуке и кронштейне (см. рис. 22).
Контрольные вопросы
1. Расскажите об основных факторах, влияющих на продолжительность работы оборудования.
2. Какие свойства смазочных материалов характеризуют их качество?
3. По каким признакам подбирают смазочные материалы для смазывания оборудования?
4. Какие способы и средства применяют для смазывания станков и механизмов?
5. Какие смазочные системы вы знаете?
6. В какой последовательности выполняют работы при разборке оборудования перед ремонтом?
7. Какие способы применяют для очистки деталей?
8. В каких машинах промывают детали?
9. В чем заключается дефектовка деталей?
10. Какова последовательность сборки механизмов и машин при ремонте?
11. Как обкатывают и испытывают машины после ремонта?
Источник
ПРИЕМКА ОБОРУДОВАНИЯ ПОСЛЕ РЕМОНТА
По окончании ремонта производится поузловая и общая приемка оборудования и окончательная оценка качества выполненного ремонта.
Поузловая приемка производится по мере готовности отремонтированных узлов. При сдаче отремонтированного узла должны быть оформлены следующие документы: ведомость объема работ по узлу с указанием фактически выполненных работ, график работ с отметкой выполненных работ, формуляры, сертификаты и другие данные о качестве материалов, использованных при ремонте, чертежи по реконструктивным работам, если таковые производились. Затем выполняется тщательный осмотр отремонтированного оборудования. Все вращающиеся механизмы (питатели топлива, мельницы, вентиляторы, дымососы и др.) должны опробоваться на холостом ходу и под нагрузкой. После поузловой приемки составляется акт, в котором указывается объем выполненных работ, обнаруженные недостатки, результаты опробования, предварительная оценка качества работ.
По окончании капитального ремонта производится предварительная приемка оборудования комиссией под председательством главного инженера предприятия (главного энергетика или главного механика) с участием начальника цеха, а при централизованном ремонте в комиссии должен также участвовать руководитель работ от подрядчика. При предварительной приемке комиссии предъявляются следующие документы: ведомость объема работ с отметкой о выполненных работах, графики ремонта, акты сдачи отдельных узлов, заполненные формуляры, сертификаты на материалы, копии удостоверений сварщиков и испытания образцов (при производстве ответственных сварочных работ), чертежи и схемы работ по реконструкции оборудования. Затем производится осмотр оборудования и устанавливаются сроки устранения выявленных при приемке недостатков, после устранения которых, производится пуск оборудования и приемка его под нагрузкой.
Все пусковые работы после ремонта (опробование вспомогательного оборудования, заполнение котла водой и его растопка, пуск трубопроводов, включение теплоиспользующих аппаратов и т. д.) выполняет вахтенный персонал в соответствии с письменным распоряжением начальника цеха (или участка) либо его заместителя. Результаты ремонта заносятся в технический паспорт оборудования.
Приемку оборудования под нагрузкой производят в течение 24 часов, после окончания которой, начинается подконтрольная эксплуатация отремонтированного оборудования. Окончательная оценка качества отремонтированного оборудования и выполненных ремонтных работ производится через 30 календарных дней с момента включения оборудования под нагрузку. В этот период времени должна быть закончена проверка работы оборудования на всех режимах, проведены испытания и наладка всех систем.
Оценка качества отремонтированного оборудования характеризует его техническое состояние после ремонта и соответствие требованиям нормативно-технических документов (НТД).
К нормативно-техническим документам относятся стандарты, технические условия (ТУ), руководства по ремонту, конструкторская документация, правила технической эксплуатации (ПТЭ), нормативные и эксплуатационные технико-экономические характеристики.
Приемочная комиссия, принимая оборудование из ремонта, дает оценку качества: «соответствует требованиям НТД»; «соответствует требованиям НТД с определенными ограничениями».
Оценка «соответствует требованиям НТД с определенными ограничениями» устанавливается, если часть требований к отремонтированному оборудованию не выполнена, но оборудование может работать и приемочная комиссия считает возможным принять его во временную эксплуатацию. В этом случае составляется план мероприятии по устранению выявленных недостатков и определяются сроки его выполнения.
Если в период подконтрольной эксплуатации оборудования выявлены дефекты, которые могут привести к аварийным последствиям, или работа оборудования на каких-либо режимах характеризуется отклонением от допустимых параметров, оно должно быть выведено из эксплуатации с оценкой «не соответствует требованиям НТД». Это оборудование подлежит повторному ремонту, который должен быть выполнен в кратчайший срок. После устранения несоответствий требованиям НТД производится повторная приемка и устанавливается новая оценка качества.
Специализированные организации, проводившие ремонт, должны гарантировать исправность отремонтированного оборудования и его работоспособность в течение определенных сроков, установленных в НТД на ремонт при соблюдении правил эксплуатации. При отсутствии в НТД гарантийных сроков на ремонт послеремонтный гарантийный срок устанавливается не менее 12 месяцев с момента включения оборудования под нагрузку.
Вопросы для самоконтроля
1. Что такое система планово-предупредительного ремонта теплотехнического оборудования?
2. Какие виды ремонта теплотехнического оборудования вы знаете?
3. Какие документы должны содержаться в проекте организации работ по капитальному ремонту оборудования?
4. Какую информацию указывают в технологических картах, составляемых на ремонтные работы?
5. Как производится приемка оборудования после ремонта?
6. Что такое качество отремонтированного оборудования и качество ремонтных работ?
Источник
Приемка станка после капитального ремонта
Цель работы.
1. Изучить режим и технологию испытания станков после ремонта.
Задание.
1. Изучить оборудование и приборы по испытанию станков.
2. Ознакомиться с порядком испытания станков после ремонта.
3. Изучить руководство и ГОСТы по испытанию станков.
4. Провести испытание станков (по всем этапам).
Оснащение рабочего места. Токарно-винторезный станок
Рекламные предложения на основе ваших интересов:
(в хорошем состоянии); приспособление для определения зазора и жесткости узла шпинделя токарного станка; приспособление для проверки суммарной жесткости токарно-винторезного станка; индикатор часового типа с державками; микрометры; ГОСТы на испытание станков: 7599—55, 2789—59 и 42—56.
Содержание и порядок выполнения работы. Перед испытанием проводят внешний осмотр и опробование отдельных узлов отремонтированного станка в работе для определения комплектности, правильности сборки и регулировки. Затем станок испытывают на холостом ходу и под нагрузкой; проверяют его мощность и жесткость, а также геометрическую точность станка и обработанной на станке детали (согласно ГОСТу на соответствующий станок).
Испытание отремонтированных станков на холостом ходу и в работе под нагрузкой (ГОСТ 7599—55) может проводиться на месте его установки или на площадке, где происходил ремонт. Перед испытанием станок должен быть установлен в строго горизонтальном положении, что проверяют по уровню с ценой деления 0,02 мм на 1000 мм длины. Перед пуском станка еще раз проверяют работу его меха, низмов при вращении вручную и переключении рукояток скоростей и подач, а также поступление масла к трущемся поверхностям.
Испытание на холостом ходу начинается с малых частот вращения шпинделя и до максимальных, при последовательном включении всех рабочих скоростей. При самой большой частоте вращения шпинделя станок должен работать не менее 1 ч без перерыва.
Испытание под нагрузкой и в работе проводят путем обработки на станке деталей (образцов) на различных режимах в соответствии с данными технического паспорта ртанка. Испытание ведут, постепенно нагружая станок до номинальной мощности привода путем увеличения сечения снимаемой стружки.
Все механизмы станка во время испытания под нагрузкой должны работать исправно, без рывков, шума, вибрации, стука и просачивания масла и охлаждающей жидкости. Неравномерность движения отдельных узлов и возникновение вибраций недопустимы.
Уэлы, предохраняющие станок от перегрузки, должны действовать надежно. Фрикционная муфта должна включаться легко и плавно. При перегрузке станка на 25% она не должна самовключаться или буксовать. Результаты испытания станка заносят в акт сдачи из ремонта (по ГОСТ 2789—59).
Испытание станка на точность, т. е. соответствие его нормам точности, установленным действующими ГОСТами, проводится после проверки его под нагрузкой. Измеряют геометрическую точность самого станка и точность изделий, обрабатываемых на станке. Из капитального и среднего ремонта станок принимают по нормам точности, установленным стандартами для приемки новых станков: токарных — ГОСТ 42—56, револьверных — ГОСТ 17—59.
Перед испытанием на точность выверяют положение станка согласно ГОСТ 8—53. Требуемую точность и чистоту обработанной поверхности проверяют точением образца при определенных режимах резания согласно паспорту станка. На обработанных поверхностях не должно быть следов дробления и вибрации, рисок, задиров, граненности, овальности и конусности. Результаты испытания на точность заносят в акт сдачи станка из ремонта.
Испытание металлорежущих станков на жесткость проводят согласно действующим ГОСТам не только при изготовлении, но и после капитального или среднего ремонта. Жесткость станка выражается величиной нагрузки, приложенной к его частям, несущим инструмент, а также к обрабатываемой детали, и вызывающей определенные изменения в их взаимном расположении.
Зазоры и жесткость шпиндельных узлов токарного станка определяют при помощи приспособления (рис. 183), которое представляет собой справку 4 с двумя подвижными стаканами 5 и 6, между которыми помещена динамометрическая пружина. На стакане 6 имеется шкала, по которой устанавливают величину нагружения поочередно в двух взаимно перпендикулярных направлениях. Приспособление устанавливают на шпиндель станка посредством переходника 1.
Для определения осевых зазоров и осевой жесткости приспособление располагают вдоль оси шпинделя. Чтобы проверить радиальные зазоры и жесткость узла, приспособление устанавливают перпендикулярно оси шпинделя следующим образом. Вынимают штырь и переустанавливают оправку со стаканами, помещая ее хвостовик в отверстие переходника. Приспособление нагружают при помощи поперечной подачи суппорта через вилку, закрепленную в резцедержателе. Величину смещения шпинделя определяют по индикатору.
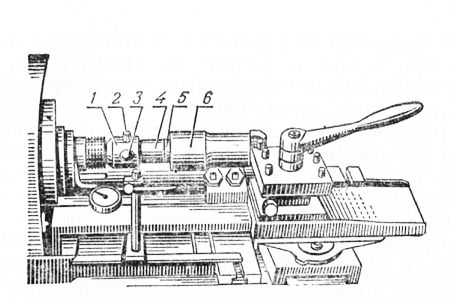
Рис. 1. Проверка зазоров и жесткости узла шпинделя токарного станка в осевом направлении:
1 — переходник; 2 — штырь; 3 — отверстие; 4 — оправка; б — стакан; 5 — наружный стакан.
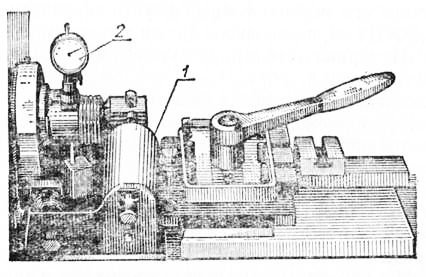
Рис. 2. Проверка зазоров и жесткости узла шпинделя токарного станка в радиальном направлении: 1 — вилка; 2 — индикатор.
Радиальные зазоры в сочленении шпиндель — подшипник определяют следующим образом. Движением суппорта нагружают шпиндель в поперечном направлении с одной стороны, затем нагрузку снимают и замечают положение стрелки индикатора. Далее нагружение осуществляют с противоположной стороны в поперечном направлении и замечают положение стрелки индикатора после снятия нагрузки. Обнаруженная при этом разность показаний стрелки индикатора будет соответствовать величине зазора. Для определения величины радиальных зазоров рекомендуется прикладывать усилие, равное удвоенной массе шпинделя.
Осевые зазоры определяют при нагружении шпинделя усилием, равным или несколько большим, чем масса самого шпинделя. Увеличенные зазоры устраняют соответствующей регулировкой.
Затем проверяют жесткость узла шпинделя в тех же направлениях, что и зазоры. Цель этой проверки — выявление дефектов, связанных с посадкой подшипников, упорных колец или шарикоподшипников, а также контроль надежности крепления этих деталей на шпинделе. Величину на-гружения шпинделя при проверке узла на жесткость устанавливают по результатам измерения жесткости шпинделей ряда работающих новых однотипных станков. При этом выявляют узел шпинделя с наивысшей жесткостью, которая принимается за эталон.
После капитального ремонта станки с помощью специальных приспособлений проверяют также на суммарную жесткость системы станок — деталь — инструмент (по ГОСТ 7895—56). На токарных станках определяют суммарную жесткость системы шпиндельный узел — деталь — инструмент и суммарную жесткость системы .шпиндельный узел —деталь — инструмент — узел задней бабки.
Приспособление для проверки суммарной жесткости токарных станков состоит из кронштейна, зажимаемого в резцедержателе суппорта станка; нагружающего устройства, закрепленного на кронштейне; динамометра камертонного типа, насаженного на стержень винта нагружающего устройства; индикатора динамометра, фиксирующего величину нагрузки; оправки с коническим хвостовиком, которая при измерении жесткости системы закрепляется в шпинделе станка, и индикатора, показывающего суммарную величину упругого сжатия системы под нагрузкой.
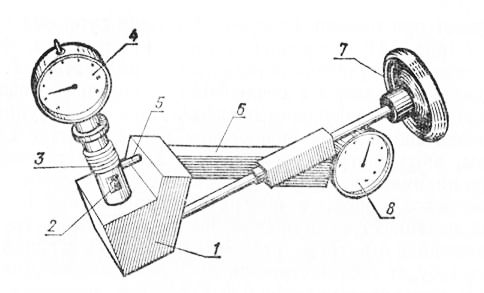
Рис. 3. Приспособление для проверки суммарной жесткости токарно-винторезного станка:
1 — нагружающее устройство; 2 — кнопка; 3 — динамометр; 4,8 — индикаторы; 5 — стержень; 6 — кронштейн; 7 — маховичок.
При вращении маховичка через червячное колесо выдвигается винт, который нагружает динамометр. Усилие от динамометра передается на оправку через кнопку. Индикатор, корпус которого укреплен на кронштейне, своим штифтом через стержень упирается в цилиндрический поясок и регистрирует изменение относительного расположения резцедержателя и оправки шпинделя. Нагрузка на оправку подается под углом 60° к горизонту, чем имитируются реальные условия нагружения при обработке деталей и определяются изменения взаимного расположения узлов станка.
Величина нагрузки, взаимное расположение узлов станка и деталей приспособления и допускаемые величины упругих отжатий системы, включающей оправку шпиндельного узла, станину и узел суппорта, четко определены ГОСТом на жесткость станков. При нахождении жесткости системы с задней бабкой оправка с коническим хвостовиком крепится в пиноли задней бабки и работа выполняется так же, как было указано выше.
Для определения жесткости системы делают три нагружения подряд и записывают величины упругих перемещений. За величину отжатия принимается средняя величина из трех измерений.
Отчет о работе.
Представляют данные испытаний, занесенные в соответствующие формы согласно ГОСТам.
Источник