- Клеевые и герметизирующие составы в автомобилестроении
- Применение полимерных материалов при восстановлении деталей
- Общие сведения
- Применение эпоксидных композиций при восстановлении деталей
- Заделка трещин и пробоин
- Восстановление посадочных отверстий
- Склеивание деталей синтетическими клеями
- Применение эластомеров при восстановлении посадок
Клеевые и герметизирующие составы в автомобилестроении
Количество различных клеевых и герметизирующих составов, применяемых при сборке автомобиля среднего класса (по данным компании 3М), уже 10 лет назад перевалило за 50 кг. Сегодня вес различных видов клея в автомобиле сравним с весом его двигателя. Автомобильная промышленность становится одним из основных потребителей клеевых композиций, поглощая в развитых странах более 15% выпускаемых химической отраслью материалов.
Применение клеевых составов становится особенно эффективно, когда сталь заменяется другими материалами: алюминием, композитами, пластиками… Поэтому прогнозируется бурный рост потребления клея и герметиков, причем не только на сборочных конвейерах, но и для ремонта, поскольку ремонтная технология должна соответствовать технологии сборки автомобиля.
И вот тут намечаются серьезные «подводные камни», о существовании которых сначала даже не подозревали. Чтобы суть проблемы стала более понятна, объясним ее на примерах.
Многие производители, поставляющие узлы и агрегаты автомобиля на конвейер, гордятся тем, что на вторичный рынок они поставляют те же самые (что и на конвейер) изделия. Понятие «конвейерное качество» для них стало синонимом качества вообще… Однако это далеко не всегда так. Разработки, сделанные для конвейера, требуют «конвейерной» технологии, которую повторять в сервисе не всегда целесообразно, а часто и невозможно. Первыми это почувствовали именно химики. Пример. Клеевой состав для вклейки стекол на конвейере рассчитан на работу при комнатной температуре, которая поддерживается в помещении сборки как по соображениям комфорта, так и по технологическим требованиям. Но ответьте на вопрос, где вы видели сервис, где бы зимой поддерживалась температура 21+/–2 градуса? Таких найдется не много. Значит, нужны другой материал и другая ремонтная технология, которая позволяет в условиях сервиса получить приемлемое качество работ при приемлемых для сервиса затратах.
(Совершенно то же самое можно сказать не только и об иных продуктах автохимии, например о красках, с подобной проблемой сталкиваются в совершенно другой области, при ремонте некоторых механических узлов, однако статья не об этом.)
Поэтому у производителей автохимических препаратов наметилось два направления. Первое – продукция для конвейера. Здесь они работают по принципу: «Скажи, что тебе нужно склеить или герметизировать, какие свойства шва должны быть, какой расчетный срок службы изделия и какова желаемая стоимость шва, а фирма подберет составы и технологию». Затем, если эти составы устраивают заказчика, химики оснастят конвейер оборудованием для нанесения продуктов в соответствии с технологией. То есть важнейшей особенностью крупных игроков рынка являются не поставки отдельных продуктов, а предоставление полноценных конструктивно-технологических решений стоящей перед заказчиком задачи. В таких случаях главными становятся опыт специалистов, наработанные технологии и инфраструктура компании.
Автопроизводителю при этом совершенно необязательно знать, какова химическая природа применяемых составов. Более того, разные производители, исходя из опыта, особенностей собственного производства и других причин, могут для сходных целей предложить различные по химическому составу препараты, дающие одинаковые результаты.
Но химию процесса важно и интересно знать тем, кто разрабатывает и применяет ремонтную технологию, потому что одинаковые по назначению препараты (клеи, например) разного химического состава требуют к себе не только разного подхода, но даже прямо противоположных действий. Одни для ускорения процесса можно и порой нужно подогреть, а другие (полиуретаны, например) греть запрещено, а можно только увеличить влажность в помещении, где идет отверждение.
Все клеевые и герметизирующие составы состоят из полимерной основы с различными добавками.
 |
 |
 |
 |
Герметики предназначаются для обеспечения непроницаемости (герметизации) стыков узлов, агрегатов и кузовных деталей. Герметики-прокладки формируют прокладки между соединяемыми плоскостями агрегатов, герметики-фиксаторы используются для исключения самоотворачивания резьбовых соединений.
Клеи обеспечивают создание постоянного прочного соединения между разными материалами. Они обеспечивают целостность конструкции и даже заменяют в ряде случаев сварку. Прочность соединения определяют два основных свойства клеевого шва: адгезия – слипание с поверхностью и когезия – сцепление частиц внутри клеевого слоя. Клеи-компаунды предназначены для заливки поврежденных мест, клеи-шпатлевки обладают повышенной прочностью при отверждении (холодная сварка).
Клеи-герметики. Это не клеи и не герметики в привычном понимании. Их возможности гораздо шире. Они превосходят по своим параметрам возможности и силиконовых, и полиуретановых герметиков.
Для подготовки поверхности к склеиванию или герметизации могут использоваться вспомогательные материалы.
Герметики
В сборочных и ремонтных технологиях широко применяют силиконовые и полиуретановые герметики. Принято считать, что область применения полиуретановых герметиков – кузовные работы, а силиконовые герметики служат для уплотнения стыков двигателя с высокими температурными нагрузками, формирования различных прокладок. Как правило, это однокомпонентные системы, затвердевание которых происходит путем поликонденсации в результате контакта с атмосферной влагой.
Однако каждый вид герметиков содержит несколько подвидов препаратов. Так, понятие «полиуретановые герметики» включает в себя однокомпонентные, двухкомпонентные и гибридные составы.
Однокомпонентные полиуретаны – эластичные клеи и герметики на основе полиуретанов, которые затвердевают под воздействием атмосферной влаги до состояния прочного эластомера. Имеют плотную пастообразную консистенцию с хорошей устойчивостью к усадке. Наносят в виде валика из пистолета (ручного, пневматического, электрического). Отличаются прочностью, временем пленкообразования. Таких полиуретанов применяют как минимум три вида:
- системы, затвердевающие под действием влаги при комнатной температуре;
- системы горячего нанесения, затвердевающие под действием влаги;
- бустерные системы, в которых вводится во время нанесения (через смеситель) ускоритель затвердевания.
Полиуретановые герметики используются для остекления транспортных средств. Соединение после полимеризации сочетает эластичность и гибкость с высокой прочностью и прекрасно демпфирует вибрации, но плохо переносит природное ультрафиолетовое излучение.
Двухкомпонентные полиуретаны. Затвердевание происходит в результате смешивания двух компонентов: наполненной смолы и отвердителя, что позволяет гибко управлять процессом полимеризации. Используют для сэндвич-панелей фургонов-рефрижераторов или для склеивания дверей автомобилей.
Гибридные однокомпонентные полиуретаны. Имеют те же механические свойства, что однокомпонентные полиуретаны, но для улучшения некоторых характеристик (адгезии, например) в состав преполимера внесены добавки (сополимер).
Эпоксидные двухкомпонентные клеи с различными наполнителями применяют для соединения различных материалов. Шов обладает высокой прочностью, но плохо противостоит вибрации.
Гибридные эпоксиды сочетают технологию эпоксидов и полиуретановых смол. Затвердевают при нагревании (160–180 градусов, иногда ниже). Склеивают замасленные металлы. Используют для герметизации корпусных деталей транспортных средств (противовибрационные вставки, фланцевые швы, соединения с точечной сваркой).
Анаэробные клеи способны длительное время не менять свойств на открытом воздухе, но быстро отверждаются при отсутствии доступа воздуха в контакте с активной металлической поверхностью. Используются для фиксации и герметизации резьбы, восстановления посадочных мест подшипников, заделки трещин в корпусных деталях, заполнения дефектов литья и сварки.
Клей-расплав. В эту категорию входят как реактивные, так и нереактивные физически полимеризуемые препараты на основе полимеров (модифицированный полиэфир, полипропилен). Наносят в горячем виде и сразу же прижимают приклеиваемую деталь. Используют для соединения деталей климатических установок автомобилей, изоляционных материалов, ковровых покрытий.
Цианакриловые (цианакрилатные) клеи быстрого отверждения используются для металлов, керамики, резины, пластика. Они не вызывают коррозии, быстро сохнут, активатором отверждения служит атмосферная влага. Есть токопроводящие составы, которые можно использовать вместо пайки. Непригодны для постоянного контакта с водой.
Модифицированные акриловые клеи склеивают металлы, стекло, некоторые пластики в различных сочетаниях. Такой клей применяется для крепления кронштейна зеркала к внутренней поверхности лобового стекла. Отверждаются с помощью активаторов (двухкомпонентная композиция) либо с помощью облучения ультрафиолетовым светом (клей для ремонта автомобильных стекол).
Клеи-герметики
К этой группе препаратов в первую очередь относят MS-полимеры. Это современные препараты, способные склеивать конструкционные материалы в любых сочетаниях: «металл – металл», «металл – дерево», «металл – стекло», «металл – пластик», «дерево – пластик», «резина – …». «MS» означает modified silicone – «модифицированные силиконы» или более правильный термин – силоксаны. Управляя реакцией поликонденсации, расставляя в нужных местах связи между углеводородными радикалами и кислородными соединениями кремния, удается получить препараты с уникальными свойствами. Адгезионная и когезионная прочность шва настолько велики, что эти составы могут быть использованы при сборке металлических конструкций, при производстве автобусов (есть примеры автобусов, полностью собранных с помощью MS-полимеров), вагонов, судов, транспортных контейнеров. Эти препараты нашли широкое применение в тюнинге автомобиля. Ими приклеивают листы металла, пластика, бакулитовой фанеры, резины… Шов хорошо выдерживает знакопеременные вибрационные и температурные нагрузки. Монтажная прочность шва достигается уже через час.
MS-полимеры заменяют сварку и клепку. Конечно, сварка прочнее на равной площади шва примерно в 100 раз. Однако в транспортном машиностроении используют почти исключительно точечную сварку с очень малой площадью шва, а полимер наносят полосой, площадь которой в сотни раз выше площади точек. Кроме того, для увеличения прочности склеиваемые поверхности выполняют в виде пазового замка или дополняют сваркой там, где иначе невозможно.
Шинные герметики
Совершенно особый и в чистом виде отмирающий вид продукции. Отмирает он потому, что современные шины уже имеют герметизирующий слой, предотвращающий утечки воздуха при проколах. Однако шин без герметика выпускают еще очень много.
Большинство из имеющихся в продаже препаратов ухудшает качество шин. Происходит это по простой и понятной причине. Во время стоянки герметик стекает в самый низ шины, и после начала движения вибрации могут быть очень значительны. Правда, после какого-то пробега герметик может распределиться более равномерно.
Из этого правила есть исключения. Герметик VIPSEAL образует после затвердевания нестекающий гелевый слой. Он прекрасно герметизирует шину, при правильном нанесении не нарушает балансировки и не сильно утяжеляет шину.
С одной стороны, все прекрасно – предлагается масса возможностей. А с другой, на вторичный рынок (за некоторым исключением) поставляется «ассортимент» препаратов, разбираться в котором и выбирать нужный продукт предоставляется самому потребителю без какого-либо контроля правильности сделанного выбора и технологии применения со стороны производителя.
Неудивительно, что среди всех ремонтных технологий абсолютное первенство по отклонениям от технологических режимов и связанным с этим ошибкам держит именно автохимия.
Серьезные производители химических препаратов прекрасно видят эту проблему. Пути решения у всех различны (как это происходит на практике, планируется рассказать в следующих номерах журнала), но общим становится тот факт, что количество технических специалистов в штате российских представительств компаний год от года увеличивается. На них возлагаются обучение потребителей продукции правильному обращению с ней и контроль соблюдения технологических режимов.
Источник
Применение полимерных материалов при восстановлении деталей
Общие сведения
При ремонте машин полимерные материалы получили широкое применение. Они имеют большой диапазон положительных свойств:
- хорошие фрикционные и антифрикционные качества
- достаточная прочность
- масло-, бензо- и водостойкость
- сохранение формы детали
- способность выдерживать определенную нагрузку и температуру
- простота восстановления и изготовления деталей и др.
Обладая ценными физико-механическими свойствами, полимерные материалы позволяют снизить трудоемкость ремонта и технического обслуживания машин на 20-30% и сократить расход дефицитных материалов (черного и цветного металла, сварочных и наплавочных материалов, припоя и т. д.) на 40-50%. К недостаткам полимерных материалов можно отнести изменение их свойств в зависимости от срока службы (старение), сравнительно низкую твердость, усталостную прочность и теплостойкость.
Для использования при ремонте машин рекомендованы следующие полимерные материалы: поликапроамид (капрон), полиэтилен, полистирол, полиамид, волокнит, эпоксидные смолы, синтетические клеи, герметики, анаэробные полимерные материалы и др. Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Использование полимерных материалов не требует сложного оборудования и высокой квалификации рабочих. Оно возможно в условиях специализированных ремонтных предприятий, в мастерских хозяйств, а также в полевых условиях.
Применение эпоксидных композиций при восстановлении деталей
Эпоксидные смолы в чистом виде используют очень редко. В ремонтной практике применяют эпоксидные составы, которые являются многокомпонентными системами. Важнейшим преимуществом композиции перед полимерами является их повышенная жесткость и прочность, стабильность размеров, повышенная ударная вязкость, регулируемые фрикционные и другие свойства. Однако нельзя достигнуть всех этих свойств в одной композиции.
Кроме эпоксидной смолы, в состав композиции в зависимости от назначения могут входить пластификаторы, наполнители, отвердители, ускорители отверждения, пигменты и другие компоненты.
Пластификаторы уменьшают хрупкость и стойкость к резкому изменению температуры, но уменьшают теплопроводность. В качестве пластификатора чаще всего используют дибутилфталат.
Наполнители вводят для повышения физико-механических свойств, снижения внутренних напряжений, возникающих вследствие разницы коэффициентов линейного расширения металла и полимера. Наполнители подразделяют на связующие (стеклоткань, ткани) и порошкообразные (железный порошок, алюминиевая пудра, цемент, тальк, графит и др.).
В качестве отвердителя эпоксидных смол чаще используют полиэтиленполиамин.
Эпоксидные композиции являются универсальным ремонтным материалом. Их применяют для заделки трещин, раковин, пробоин, восстановления подвижных и неподвижных сопряжений, склеивания деталей. Состав композиции зависит от требуемых свойств и условий работы. Для закрепления втулок, колец, ввертышей при восстановлении с использованием ремонтных дополнительных деталей применяют композицию без наполнителей. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут 10 частей дибутилфталата и 12 частей полиэтиленполиамина. При заделке трещин, пробоин, восстановлении посадочных мест под подшипники в композиции вводят наполнители.
Приготовление композиции заключается в следующем. Эпоксидную смолу в таре разогревают до температуры 70-80°С, отливают необходимое количество в сосуд, добавляют пластификатор и перемешивают двухкомпонентный состав. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2-3 ч при температуре 100-120°С, и тщательно перемешивают состав. Отвердитель добавляют перед употреблением композиции.
Приготовленную композицию необходимо использовать в течение 20-25 мин.
Заделка трещин и пробоин
Эпоксидные композиции используют для заделки трещин в корпусных деталях, не проходящих через отверстия под втулки, посадочные места под подшипники, резьбовые отверстия, длиной не более 200 мм. После определения размеров трещины ее края засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60-70°, на глубину 2-3 мм (при толщине стенки более 5 мм). Если толщина стенки менее 2 мм, разделку трещины не делают. Поверхность детали зачищают до металлического блеска на расстоянии 40 мм по обе стороны от трещины и обезжиривают ацетоном. Приготовленный состав наносят на поверхность и уплотняют шпателем. Для заделки мелких трещин (до 20 мм) используют композицию без наполнителя. При восстановлении чугунных деталей с пробоинами и трещинами длиной более 20 мм применяют следующий состав. На 100 частей (по массе) смолы ЭД-16 берут 15 частей дибутилфталата, 120 частей железного порошка и 11 частей полиэтиленполиамина. Для восстановления корпусных деталей из алюминиевых сплавов вместо железного порошка в качестве наполнителя используют алюминиевую пудру (25 частей).
Трещину длиной 20-150 мм на корпусных деталях или баках заделывают эпоксидной композицией, армированной стеклотканью или технической бязью. Первая накладка из ткани должна перекрывать трещину на 20-25 мм по обе стороны, а вторая перекрывать первую на 10-15 мм. После нанесения первого слоя эпоксидной композиции накладывают первую накладку и прикатывают роликом. На поверхность накладки наносят тонкий слой композиции и накладывают вторую накладку, которую тоже прикатывают роликом. На вторую накладку снова наносят слой композиции и оставляют для отверждения.
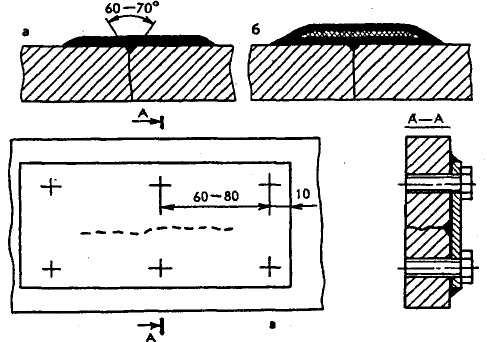
Рис. Варианты заделки трещин: а — эпоксидным составом; б — эпоксидным составом, армированным стеклотканью; в — эпоксидным составом и металлической накладкой.
Трещины на корпусных деталях длиной более 150 мм заделывают с помощью накладки.из листовой стали толщиной 1,5-2,0 мм. Зачищенные поверхности детали, накладки и винтов покрывают эпоксидной композицией.
Отверждение композиции проводят при температуре 18-20 С» в течение 72 ч. Допускается проводить отверждение при температуре 20 С» в течение 12 ч, а затем по одному из следующих режимов: при 40 С» — 48 ч; при 60 С» — 24 ч; при 80 С» — 52 ч; при 100 С» — 3 ч.
Пробоины в корпусных деталях, бачках радиаторов, топливных баках заделывают наложением заплат внахлестку с применением эпоксидных композиций. При небольших пробоинах накладку изготавливают из стеклоткани. Тонкостенные детали восстанавливают наложением накладки из листовой стали. Пробоины в корпусных деталях заделывают постановкой внахлестку металлической накладки на винтах. Стальная накладка может быть закреплена с помощью эпоксидной композиции, проникающей в дополнительные сверления.
Восстановление посадочных отверстий
Эпоксидные композиции применяют при ремонте неподвижных сопряжений деталей типа корпус — подшипник, корпус — втулка, если зазор в сопряжении не превышает 0,1 мм. Перед нанесением композиции сопрягаемые поверхности отверстия в корпусе, втулки (подшипника) зачищают и обезжиривают. После просушивания наносят композицию (без наполнителя) на подготовленные поверхности слоем толщиной не более 0,5 мм. Через 10-15 мин втулку (подшипник) запрессовывают в отверстие и проводят отверждение по одному из вышеприведенных режимов.
Склеивание деталей синтетическими клеями
Для склеивания применяют клеи ВС-ЮТ и типа БФ, 88Н и др. Клей ВС-ЮТ используют для приклеивания накладок к тормозным колодкам и дискам сцепления. Кроме того, его можно использовать для склеивания металлов, стеклотекстолитов и других материалов. Режим отверждения: давление прижатия склеиваемых поверхностей — 0,2-0,4 МПа, температура — 175-185°С, продолжительность — 1,5-2,0ч.
Клеи БФ-2, БФ-4, БФ-6 применяют для склеивания металлов, древесины и др.
Клей БФ-6 дает более эластичные соединения, поэтому его применяют для склеивания фетра, войлока, тканей и других материалов. Режим склеивания: давление — 0,5- 1,0 МПа, температура — 140-160°С, продолжительность — 1,0— 1,5 ч. Клей БФ-52Т используют для тех же целей, что и клей ВС- ЮТ.
Для склеивания резин и резины с металлом применяют клей 88Н.
Поверхности, подлежащие склеиванию, очищают от загрязнений и старых полимерных материалов. Металлические поверхности зачищают до металлического блеска и обезжиривают ацетоном или бензином. После сушки деталей наносят слой клея толщиной 0,10-0,15 мм на склеиваемые поверхности и выдерживают при комнатной температуре в течение 10-15 мин. Затем наносят второй слой клея и просушивают детали. Окончание сушки проверяют «на отлип». К слою клея прикладывают резиновый брусок, очищенный ацетоном. Если он не прилипает, склеиваемые поверхности накладывают одна на другую и сжимают специальными приспособлениями. Деталь вместе с приспособлениями помещают в специальный шкаф для термообработки (отверждения клеевого состава) и выдерживают в течение 40 мин. Для уменьшения остаточных напряжений в клеевом соединении детали охлаждают вместе со шкафом до температуры 80-100°С, а затем на воздухе до температуры 20—25°С в течение 2—3 ч и снимают с приспособлений.
По такой технологии приклеивают фрикционные накладки на тормозные колодки и диски.
Применение эластомеров при восстановлении посадок
Ремонт подшипниковых узлов часто заключается в восстановлении первоначальных натягов. Нарушению посадки способствует смятие неровностей поверхностей при запрессовке и снятии подшипников и вследствие проворачивания кольца подшипника при работе машины. Для восстановления посадочных мест под подшипники в отверстиях и на валах, а также под втулки и шестерни при износе не более 0,06 мм применяют эластомеры ГЭН-150(B) или 6Ф.
Технологический процесс включает следующие операции: приготовление раствора, зачистка и обезжиривание изношенных поверхностей, нанесение раствора на подготовленные поверхности, термическая обработка и Сборка узлов. Растворы приготовляют по следующей рецептуре: одна часть (по массе) эластомера ГЭН- 150(B) и 6,2 части ацетона; или 2 части эластомера 6Ф, 5 частей ацетона и 5 частей этилацетата.
Раствор эластомера наносят на поверхность детали в вытяжном шкафу кисточкой. Не допускается перекрытия слоев при нанесении раствора. Толщина пленки одного слоя равна 0,01 мм. Деталь с покрытием выдерживают 20 мин, а затем помещают для термообработки в сушильный шкаф. Термообработка проводится при температуре 120 С» в течение 30 мин. Каждый последующий слой до получения необходимой толщины наносят после термообработки предыдущего. Перед сборкой поверхность детали, покрытой эластомером, смазывают графитной смазкой, охватывающую деталь подогревают до температуры 120-140°С.
Источник
