- Применение синтетических клеев при ремонте деталей
- Применение полимерных материалов при восстановлении деталей
- Общие сведения
- Применение эпоксидных композиций при восстановлении деталей
- Заделка трещин и пробоин
- Восстановление посадочных отверстий
- Склеивание деталей синтетическими клеями
- Применение эластомеров при восстановлении посадок
Применение синтетических клеев при ремонте деталей
Ремонт деталей дорожных машин синтетическими материалами-находит все более широкое применение в ремонтном производстве. В качестве синтетических материалов используются составы на основе эпоксидной смолы, различные пластмассы и клеи. Для нанесения синтетических материалов на поверхность изношенных или: поврежденных деталей в основном могут быть использованы два способа: покрытие из раствора кистью и покрытие литьем под давлением. Нанесение покрытий из раствора кистью используют для восстановления изношенных или поврежденных поверхностей крупногабаритных, а также сложных по конфигурации деталей.
Ремонт деталей с применением пластмасс. В ремонтной практике наибольшее распространение получил капрон марок А и В. Это» твердый материал белого цвета с желтым оттенком, имеющий высокую прочность, износостойкость, масло- и бензостойкость, а также хорошие антифрикционные свойства. Поставляется он в виде гранул размером 7—8 мм. Основными недостатками капрона являются низкая теплопроводность, теплостойкость и усталостная: прочность. Максимально допустимая рабочая температура капроновых покрытий не должна превышать плюс 70—80 °С и минус: 20—30 °С.
Покрытием из капрона ремонтируют поверхности втулок валов,, вкладышей и других деталей.
Рекламные предложения на основе ваших интересов:
Ремонт изношенных поверхностей деталей с применением капрона в большинстве случаев производят литьем под давлением на специальных литьевых машинах. Сущность процесса состоит в том, что на специально подготовленную изношенную поверхность детали наносят под давлением слой капрона. Изношенную деталь устанавливают в пресс-форму (рис. 65) и в образовавшийся зазор между деталью и стенкой пресс-формы нагнетают под давлением: расплавленный капрон. Затем пресс-форму раскрывают, снимают деталь, удаляют с нее литники и облой. При необходимости капроновое покрытие механически обрабатывают до получения требуемых размеров. Для улучшения качества готовую деталь термически обрабатывают в ванне с маслом при температуре 185— 190 °С и выдерживают при этой температуре в течение 10—15 мин.
Рис. 65. Схема нанесения капрона на изношенную поверхность детали литьем под давлением:
1 — верхняя часть пресс-формы; 2 — литниковый канал; 3 — нижняя часть пресс-формы; 4 — ремонтируемая деталь; 5 — слой капрона
При нанесении капрона его нагревают до 240—250 °С и подают под давлением 4—5 МПа (40— 50 кгс/см). Пресс-форму совместно с деталью предварительно подогревают до температуры 80—100 °С. Толщина покрытия рекомендуется от 0,5 до 5 мм. Литье под давлением проводится на термопласт-автоматах ДБ-3329, литьевых машинах ПЛ-71 и др. Этот способ технологически прост, не требует достаточно сложного оборудования и оснастки.
Капрон (в виде порошка размером 0,2—0,3 мм) можно наносить на поверхность детали напылением. Сущность этого способа состоит в том, что на подготовленную и подогретую поверхность детали наносится порошкообразный капрон. Ударяясь о разогретую деталь, частицы порошкообразного капрона плавятся, образуя пластмассовое покрытие.
Ремонт деталей с применением составов на основе эпоксидной смолы. Главный связующий компонент этих составов — эпоксидная смола марки ЭД-6 или ЭД-5. Чаще применяют смолу ЭД-6. Это лрозрачная вязкая масса светло-коричневого цвета. Для приготовления состава на основе смолы ЭД-6 на 100 частей (по массе) смолы вводят 10—15 частей дибутилфталата (пластификатор), до 160 частей наполнителя и 7—8 частей полиэтиленполиамина (отверди-тель). В качестве наполнителя используют: железный порошок (160 частей), алюминиевый порошок (25 частей), цемент марки 500 (120 частей). Эпоксидную смолу разогревают в таре до температуры 60—80 °С, добавляют пластификатор, затем наполнитель. Отвердитель вводят непосредственно перед употреблением, так как после этого состав необходимо использовать в течение 20—30 мин. Составы на основе эпоксидных смол применяются для ремонта деталей, работающих при температурах от —70 до +120 °С. Их применяют для заделки трещин и пробоин в корпусных деталях, для восстановления неподвижных посадок и резьбовых соединений. При заделке трещин определяют их границы и подготавливают поверхности. Границы трещины обычно засверливают сверлом диаметром 2—3 мм и снимают фаски под углом 60—70° на глубину 2—3 мм вдоль трещины на всей ее длине (рис. 66, а). Поверхность зачищают на расстоянии 40—50 мм по обе стороны трещины до металлического блеска и делают насечки. Затем обезжиривают ацетоном.
Рис. 66. Схема заделки трещин:
а — разделка поверхности; б —заполнение составом эпоксидной смолы; в — прокатывание: накладки роликом;
1 — слой состава; 2 — накладка; 3 — ролик
Заплату вырезают из стеклоткани такого размера, чтобы она перекрывала трещину на 20—25 мм. Состав на основе эпоксидных смол готовят непосредственно перед его применением и наносят кистью или шпателем на поверхности толщиной около 0,1— 0,2 мм (рис. 66, б). После этого накладывают заплату и прокатывают роликом (рис. 66, в). Составы отвердевают при температуре 18—20 °С в течение 24 ч. При повышении температуры время на отвердевание сокращается: при 60 °С до 4—5 ч, при 80 °С до 2—Зч, а при 100 °С до 1—2 ч.
Ремонт деталей с применением клеев. В ремонтной практике наибольшее применение получили клеи ВС-10Т, ВС-350 и № 88Н.
Клей ВС-10Т — прозрачная однородная жидкость темно-красного цвета. Им можно склеивать между собой и в любом сочетании различные металлы и неметаллические материалы (сталь, чугун, алюминий, медь, стеклотекстолит, асбоцементные материалы и др.), работающие при температуре 200 °С в течение 200 ч и при температуре 300 °С в течение 5 ч. Клеевой шов устойчив против воды, нефтепродуктов, холода. Температура отвердевания клея 180 °С. Давление при сжатии склеиваемых деталей равно 0,2—0,5 МПа (2— 5 кгс/см2). Время выдержки для склеивания — 2 ч.
Клей ВС-350 — многокомпонентный жидкий раствор, применяется для склеивания деталей из стали, меди, дюралюминия и теплостойких пластмасс. Диапазон рабочих температур клея —от —60 °С до +100 °С, продолжительность работы при повышенных температурах при 200 °С —500 ч, при 300 °С— 10 ч. Клей устойчив к действию топлива, масел, органических растворителей, вибрации. Температура отвердевания клея равна 200 °С, давление при сжатии склеиваемых деталей 0,1—0,3 МПа (1,0—3,0 кгс/см2), время выдержки для склеивания — 2 ч.
Клей № 88Н применяют для соединения холодным способом вулканизированных резин и тканей с металлами, деревом и другими материалами. Клеевое соединение не разрушается от воздействия воды, холода, слабых растворов кислот (5—10%-ных) и может выдержать температуру не более 60—70 °С. Стойкость клея по отношению к маслам, жидким топливам и растворителям неудовлетворительная.
Синтетические клеи используют для восстановления неподвижных соединений, наклейки фрикционных накладок (вместо клепки), заделки трещин.
Приклеивание фрикционных накладок по сравнению с клепкой в 3 раза снижает трудоемкость ремонта, дает возможность полнее использовать фрикционные накладки, экономит значительное количество цветного металла.
Технологический процесс склеивания состоит из подготовки деталей, соединения их, сжатия, выдержки при заданной температуре (склеивания) и последующей обработки (при необходимости).
Для приклеивания фрикционных накладок к стальным дискам муфты сцепления сначала удаляют старые накладки. Поверхность диска очищают от грязи и ржавчины стальной щеткой, наждачной шкуркой или на шлифовальном круге. Затем обезжиривают поверхность диска ацетоном или бензином. Фрикционные накладки со стороны, обращенной к стальному диску, также обезжиривают ацетоном или бензином. На поверхность дисков и фрикционных накладок широкой кистью наносят первый тонкий слой клея ВС-ЮТ и дают ему подсохнуть на воздухе в течение 10—20 мин. На первый слой наносят второй. После этого фрикционные накладки устанавливают на диск и плотно прижимают к нему, обеспечивая давление сжатия 0,2—0,3 МПа (2—3 кгс/см2). Накладки к диску прижимают в специальном приспособлении . Диски с прижатыми накладками помещают в сушильный шкаф, где их выдерживают при температуре 180 °С в течение 45—60 мин, а затем медленно охлаждают. Полностью остывшие диски освобождают от прижимов и удаляют с них наплывы клея, проверяют диски на коробление, торцовое биение и на суммарную толщину с накладками.
Способ ремонта деталей с применением синтетических материалов прост и надежен, имеет низкую себестоимость. В большинстве случаев не требует сложного оборудования.
К недостаткам ремонта деталей с применением синтетических материалов следует отнести низкую теплопроводность и теплостойкость, низкую твердость и возможность изменения физико-механических свойств с изменением времени и температуры самих синтетических материалов.
Организация рабочих мест. Участок ремонта деталей синтетическими материалами является изолированным производственным помещением. В состав его входят непосредственно помещение, где выполняется технологический процесс, и бытовые помещения (гар-дероб для одежды, душевая кабина, помещение для переодевания, гардероб для спецодежды, туалет, умывальник с холодной и горячей водой).
При использовании эпоксидных паст в небольших количествах разрешается работа с ними в общем помещении на постах, оборудованных приточно-вытяжной вентиляцией. Оборудование и инвентарь на участке следует располагать согласно действующим нормам.
Если для отвердения синтетических материалов используются нагревательные устройства, то для них необходимо выделять отдельное помещение, так как некоторые вещества, используемые в процессе склеивания и нанесения паст, являются взрыво-огнеопас-ными (ацетон, бензин и т. п.).
Для обдува деталей к рабочим местам должна быть подведена магистраль сжатого воздуха. Детали, подлежащие ремонту, необходимо хранить на стеллажах. Для хранения- инструмента около каждого рабочего места устанавливают инструментальные шкафы.
Источник
Применение полимерных материалов при восстановлении деталей
Общие сведения
При ремонте машин полимерные материалы получили широкое применение. Они имеют большой диапазон положительных свойств:
- хорошие фрикционные и антифрикционные качества
- достаточная прочность
- масло-, бензо- и водостойкость
- сохранение формы детали
- способность выдерживать определенную нагрузку и температуру
- простота восстановления и изготовления деталей и др.
Обладая ценными физико-механическими свойствами, полимерные материалы позволяют снизить трудоемкость ремонта и технического обслуживания машин на 20-30% и сократить расход дефицитных материалов (черного и цветного металла, сварочных и наплавочных материалов, припоя и т. д.) на 40-50%. К недостаткам полимерных материалов можно отнести изменение их свойств в зависимости от срока службы (старение), сравнительно низкую твердость, усталостную прочность и теплостойкость.
Для использования при ремонте машин рекомендованы следующие полимерные материалы: поликапроамид (капрон), полиэтилен, полистирол, полиамид, волокнит, эпоксидные смолы, синтетические клеи, герметики, анаэробные полимерные материалы и др. Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Использование полимерных материалов не требует сложного оборудования и высокой квалификации рабочих. Оно возможно в условиях специализированных ремонтных предприятий, в мастерских хозяйств, а также в полевых условиях.
Применение эпоксидных композиций при восстановлении деталей
Эпоксидные смолы в чистом виде используют очень редко. В ремонтной практике применяют эпоксидные составы, которые являются многокомпонентными системами. Важнейшим преимуществом композиции перед полимерами является их повышенная жесткость и прочность, стабильность размеров, повышенная ударная вязкость, регулируемые фрикционные и другие свойства. Однако нельзя достигнуть всех этих свойств в одной композиции.
Кроме эпоксидной смолы, в состав композиции в зависимости от назначения могут входить пластификаторы, наполнители, отвердители, ускорители отверждения, пигменты и другие компоненты.
Пластификаторы уменьшают хрупкость и стойкость к резкому изменению температуры, но уменьшают теплопроводность. В качестве пластификатора чаще всего используют дибутилфталат.
Наполнители вводят для повышения физико-механических свойств, снижения внутренних напряжений, возникающих вследствие разницы коэффициентов линейного расширения металла и полимера. Наполнители подразделяют на связующие (стеклоткань, ткани) и порошкообразные (железный порошок, алюминиевая пудра, цемент, тальк, графит и др.).
В качестве отвердителя эпоксидных смол чаще используют полиэтиленполиамин.
Эпоксидные композиции являются универсальным ремонтным материалом. Их применяют для заделки трещин, раковин, пробоин, восстановления подвижных и неподвижных сопряжений, склеивания деталей. Состав композиции зависит от требуемых свойств и условий работы. Для закрепления втулок, колец, ввертышей при восстановлении с использованием ремонтных дополнительных деталей применяют композицию без наполнителей. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут 10 частей дибутилфталата и 12 частей полиэтиленполиамина. При заделке трещин, пробоин, восстановлении посадочных мест под подшипники в композиции вводят наполнители.
Приготовление композиции заключается в следующем. Эпоксидную смолу в таре разогревают до температуры 70-80°С, отливают необходимое количество в сосуд, добавляют пластификатор и перемешивают двухкомпонентный состав. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2-3 ч при температуре 100-120°С, и тщательно перемешивают состав. Отвердитель добавляют перед употреблением композиции.
Приготовленную композицию необходимо использовать в течение 20-25 мин.
Заделка трещин и пробоин
Эпоксидные композиции используют для заделки трещин в корпусных деталях, не проходящих через отверстия под втулки, посадочные места под подшипники, резьбовые отверстия, длиной не более 200 мм. После определения размеров трещины ее края засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60-70°, на глубину 2-3 мм (при толщине стенки более 5 мм). Если толщина стенки менее 2 мм, разделку трещины не делают. Поверхность детали зачищают до металлического блеска на расстоянии 40 мм по обе стороны от трещины и обезжиривают ацетоном. Приготовленный состав наносят на поверхность и уплотняют шпателем. Для заделки мелких трещин (до 20 мм) используют композицию без наполнителя. При восстановлении чугунных деталей с пробоинами и трещинами длиной более 20 мм применяют следующий состав. На 100 частей (по массе) смолы ЭД-16 берут 15 частей дибутилфталата, 120 частей железного порошка и 11 частей полиэтиленполиамина. Для восстановления корпусных деталей из алюминиевых сплавов вместо железного порошка в качестве наполнителя используют алюминиевую пудру (25 частей).
Трещину длиной 20-150 мм на корпусных деталях или баках заделывают эпоксидной композицией, армированной стеклотканью или технической бязью. Первая накладка из ткани должна перекрывать трещину на 20-25 мм по обе стороны, а вторая перекрывать первую на 10-15 мм. После нанесения первого слоя эпоксидной композиции накладывают первую накладку и прикатывают роликом. На поверхность накладки наносят тонкий слой композиции и накладывают вторую накладку, которую тоже прикатывают роликом. На вторую накладку снова наносят слой композиции и оставляют для отверждения.
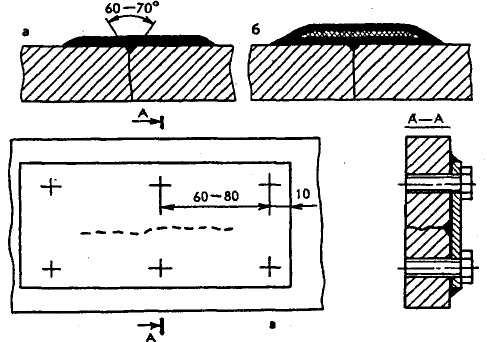
Рис. Варианты заделки трещин: а — эпоксидным составом; б — эпоксидным составом, армированным стеклотканью; в — эпоксидным составом и металлической накладкой.
Трещины на корпусных деталях длиной более 150 мм заделывают с помощью накладки.из листовой стали толщиной 1,5-2,0 мм. Зачищенные поверхности детали, накладки и винтов покрывают эпоксидной композицией.
Отверждение композиции проводят при температуре 18-20 С» в течение 72 ч. Допускается проводить отверждение при температуре 20 С» в течение 12 ч, а затем по одному из следующих режимов: при 40 С» — 48 ч; при 60 С» — 24 ч; при 80 С» — 52 ч; при 100 С» — 3 ч.
Пробоины в корпусных деталях, бачках радиаторов, топливных баках заделывают наложением заплат внахлестку с применением эпоксидных композиций. При небольших пробоинах накладку изготавливают из стеклоткани. Тонкостенные детали восстанавливают наложением накладки из листовой стали. Пробоины в корпусных деталях заделывают постановкой внахлестку металлической накладки на винтах. Стальная накладка может быть закреплена с помощью эпоксидной композиции, проникающей в дополнительные сверления.
Восстановление посадочных отверстий
Эпоксидные композиции применяют при ремонте неподвижных сопряжений деталей типа корпус — подшипник, корпус — втулка, если зазор в сопряжении не превышает 0,1 мм. Перед нанесением композиции сопрягаемые поверхности отверстия в корпусе, втулки (подшипника) зачищают и обезжиривают. После просушивания наносят композицию (без наполнителя) на подготовленные поверхности слоем толщиной не более 0,5 мм. Через 10-15 мин втулку (подшипник) запрессовывают в отверстие и проводят отверждение по одному из вышеприведенных режимов.
Склеивание деталей синтетическими клеями
Для склеивания применяют клеи ВС-ЮТ и типа БФ, 88Н и др. Клей ВС-ЮТ используют для приклеивания накладок к тормозным колодкам и дискам сцепления. Кроме того, его можно использовать для склеивания металлов, стеклотекстолитов и других материалов. Режим отверждения: давление прижатия склеиваемых поверхностей — 0,2-0,4 МПа, температура — 175-185°С, продолжительность — 1,5-2,0ч.
Клеи БФ-2, БФ-4, БФ-6 применяют для склеивания металлов, древесины и др.
Клей БФ-6 дает более эластичные соединения, поэтому его применяют для склеивания фетра, войлока, тканей и других материалов. Режим склеивания: давление — 0,5- 1,0 МПа, температура — 140-160°С, продолжительность — 1,0— 1,5 ч. Клей БФ-52Т используют для тех же целей, что и клей ВС- ЮТ.
Для склеивания резин и резины с металлом применяют клей 88Н.
Поверхности, подлежащие склеиванию, очищают от загрязнений и старых полимерных материалов. Металлические поверхности зачищают до металлического блеска и обезжиривают ацетоном или бензином. После сушки деталей наносят слой клея толщиной 0,10-0,15 мм на склеиваемые поверхности и выдерживают при комнатной температуре в течение 10-15 мин. Затем наносят второй слой клея и просушивают детали. Окончание сушки проверяют «на отлип». К слою клея прикладывают резиновый брусок, очищенный ацетоном. Если он не прилипает, склеиваемые поверхности накладывают одна на другую и сжимают специальными приспособлениями. Деталь вместе с приспособлениями помещают в специальный шкаф для термообработки (отверждения клеевого состава) и выдерживают в течение 40 мин. Для уменьшения остаточных напряжений в клеевом соединении детали охлаждают вместе со шкафом до температуры 80-100°С, а затем на воздухе до температуры 20—25°С в течение 2—3 ч и снимают с приспособлений.
По такой технологии приклеивают фрикционные накладки на тормозные колодки и диски.
Применение эластомеров при восстановлении посадок
Ремонт подшипниковых узлов часто заключается в восстановлении первоначальных натягов. Нарушению посадки способствует смятие неровностей поверхностей при запрессовке и снятии подшипников и вследствие проворачивания кольца подшипника при работе машины. Для восстановления посадочных мест под подшипники в отверстиях и на валах, а также под втулки и шестерни при износе не более 0,06 мм применяют эластомеры ГЭН-150(B) или 6Ф.
Технологический процесс включает следующие операции: приготовление раствора, зачистка и обезжиривание изношенных поверхностей, нанесение раствора на подготовленные поверхности, термическая обработка и Сборка узлов. Растворы приготовляют по следующей рецептуре: одна часть (по массе) эластомера ГЭН- 150(B) и 6,2 части ацетона; или 2 части эластомера 6Ф, 5 частей ацетона и 5 частей этилацетата.
Раствор эластомера наносят на поверхность детали в вытяжном шкафу кисточкой. Не допускается перекрытия слоев при нанесении раствора. Толщина пленки одного слоя равна 0,01 мм. Деталь с покрытием выдерживают 20 мин, а затем помещают для термообработки в сушильный шкаф. Термообработка проводится при температуре 120 С» в течение 30 мин. Каждый последующий слой до получения необходимой толщины наносят после термообработки предыдущего. Перед сборкой поверхность детали, покрытой эластомером, смазывают графитной смазкой, охватывающую деталь подогревают до температуры 120-140°С.
Источник