§ 43. Основные принципы организации ремонта автомобиля
Основные производственные процессы станции техобслуживания целесообразно рассмотреть на примере крупной СТОА, осуществляющей гарантийный ремонт, техническое обслуживание на гарантийном и послегарантийном периодах эксплуатации, текущий и капитальный ремонты агрегатов, а также предпродажную подготовку и продажу автомобилей.
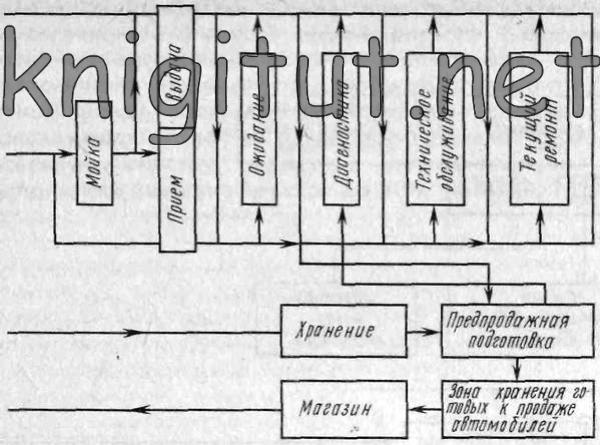
Рис. 128. Функциональная схема станций технического обслуживания автомобилей
В основу организации ремонтного производства положена единая для всех станций функциональная схема (рис. 128).
Автомобили, пребывающие на станцию для ремонта, проходят мойку и поступают на участок приемки для определения технического состояния, необходимого объема и стоимости работ.
С точки зрения организации производственного процесса на станции данный участок является основным. Рациональная организация работ на нем позволяет определить необходимый объем работ на СТОА, быстро оформить наряд-заказ и направить автомобиль на соответствующий производственный участок. Это дает возможность исключить потери времени на выявление неисправностей на рабочих постах и тем самым повысить эффективность работы СТОА.
После приемки автомобиль перегоняют сначала на участок текущего ремонта, где проводятся необходимые ремонтные работы. Затем автомобиль поступает на участок технического обслуживания, а потом на участок выдачи. Перед выдачей автомобиля владельцу проводится проверка объема и качества выполненных работ.
При капитальном ремонте автомобиля или агрегата на специализированных авторемонтных предприятиях применяется только агрегатный (обезличенный) метод ремонта. При этом авторемонтные предприятия специализируются по ремонту определенных моделей автомобилей или их агрегатов.
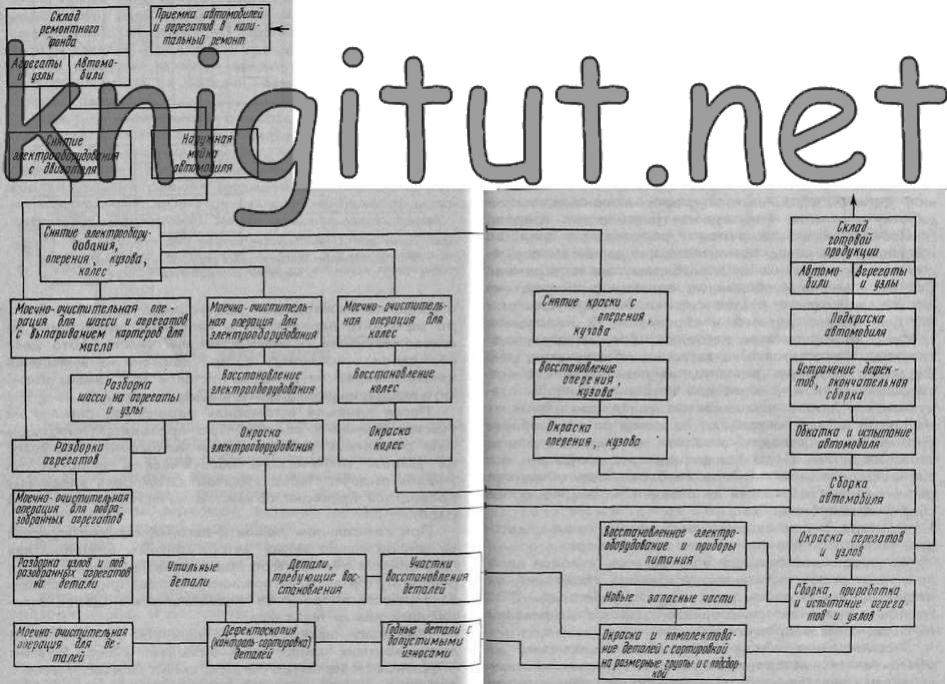
Рис. 129. Схема технологического процесса авторемонтного производства
Поскольку программа большинства действующих авторемонтных предприятий включает в себя ремонт отдельных (товарных) агрегатов, схема технологического процесса авторемонтного производства (рис. 129) содержит два технологических маршрута: по автомобилям и по агрегатам. Схема дает представление о технологическом процессе авторемонтного и специализированного агрегатно-ремонтного предприятия.
Автомобили или агрегаты, требующие ремонта (ремонтный фонд), поступают на ремонтное предприятие из эксплуатации, где их разбирают. Детали проходят тщательную очистку, мойку и дефектоскопию. На предприятиях концентрируется до 70% деталей, годных или подлежащих восстановлению, которые составляют материальную основу авторемонтного производства. На нем осуществляется восстановление экономически целесообразной номенклатуры деталей с применением поточных методов и всех существующих способов восстановления, а также окраска деталей, сборка и испытание транспортных средств и их агрегатов. Восстановленные детали, отремонтированные агрегаты и транспортные средства составляют товарную продукцию авторемонтного предприятия.
Совокупность ремонтных операций, выполняемых в определенной последовательности, представляет собой технологический процесс, который состоит из трех основных частей: разборочные, моечно-очистительные операции и дефектоскопия; операции по восстановлению деталей; сборочные операции, включающие приработку агрегатов и испытание транспортных средств.
После приемки в ремонт транспортное средство направляют на склад ремонтного фонда, затем осуществляют наружную мойку и разбирают его на агрегаты. Снятые агрегаты и сборочные единицы разбирают на детали и подвергают чистке и мойке. Затем осуществляют дефектацию деталей и сортируют их на годные, требующие ремонта и негодные. Годные поступают на склад комплектовки, а затем на сборку агрегатов. Детали, требующие ремонта, направляют в соответствующие цехи и участки для восстановления. Восстановленные детали поступают на склад комплектации. Негодные детали направляют на склад по переработке промышленных отходов, а взамен их берут на складе запасные детали. Подобрав для агрегата все детали, его собирают и испытывают, при необходимости устраняют дефекты и после окраски направляют на общую линию сборки автомобиля.
Одновременно осуществляют ремонт кузова, который также поступает на общую линию сборки.
Автомобиль, собранный из агрегатов, узлов и деталей, подвергают испытанию, устраняют обнаруженные дефекты, после чего предъявляют работнику ОТК. Годное и принятое транспортное средство направляют на склад готовой продукции.
Рассмотренная общая схема ремонта основана на обезличенном методе в соответствии с техническими условиями капитального ремонта. Процесс, при котором происходит как бы вторичное изготовление изделия из восстановленных и новых деталей, осуществляется непрерывно. Рассмотрим его более подробно на примере авторемонтного предприятия.
Источник
Принцип организации ремонта автомобилей и их составных частей.
Особенности технологии текущего ремонта автомобилей и их составных частей.
Организация ремонта.
Текущий ремонт выполняется на автотранспортных предприятиях, станциях технического обслуживания или базах централизованного технического обслуживания и ремонта преимущественно агрегатным методом. Для замены неисправных агрегатов и узлов на исправные на автотранспортных предприятиях, в объединениях и транспортных управлениях создается оборотный фонд в соответствии c нормативами.
Для автобусов, автомобилей-такси, автомобилей скорой медицинской помощи, пожарных машин, автомобилей, перевозящих опасные грузы, и для других видов подвижного состава, к которым предъявляются повышенные требования безопасности движения, рекомендуется проводить текущий ремонт не только по потребности, но и как регламентированный планово-предупредительный ремонт по предупреждению отказов в сроки, обусловленные Положением o техническом обслуживании и ремонте подвижного состава автомобильного транспорта.
Для обеспечения технически исправного состояния кузова, кабины, рамы подвижного состава и установленного на них оборудования после половины установленного пробега до капитального ремонта проводится регламентированный текущий ремонт, который включает работы по проверке их технического состояния и устранение выявленных неисправностей. При этом производятся углубленный осмотр и диагностирование, выполнение необходимых работ c восстановлением или заменой деталей и сборочных единиц, достигших предельного состояния, герметизация сварных швов и уплотнений, устранение вмятин и трещин, удаление последствий коррозии, нанесение профилактического противокоррозионного покрытия и при необходимости окраска. B умеренно холодных, холодных и очень холодных климатических районах регламентированный текущий ремонт кузовов, кабин и рам автомобилей нужно проводить ежегодно перед наступлением холодов.
Часть операций текущего (планово-предупредительного) ремонта малой трудоемкости может выполняться совместно c техническим обслуживанием в порядке сопутствующего ремонта.
Выявление потребности в текущем ремонте автомобилей производится, как правило, во время выполнения операций технического обслуживания подвижного состава, в процессе осмотра и диагностирования автомобиля.
Рис. 3. Схема технологического процесса СТО
| Мойка агрегата | ||
| Разборка агрегата | ||
| Дефектовка деталей | ||
| Негодные детали | Годные детали | Детали, требующие ремонта |
| Утиль | Ремонт деталей | |
| Новые детали | Сборка узлов | |
| Регулировка, испытания | ||
| Склад оборотных деталей |
Рис. 4. Схема технологического процесса ремонта агрегатов
в цехе (участке)
Источник
Общие принципы организации ремонта.
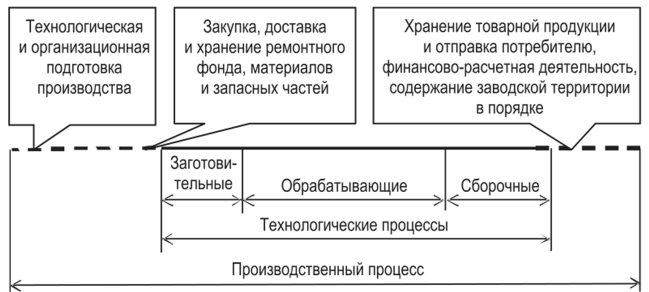
Производственный процесс ремонта автомобилей включает совокупность работ, необходимых для получения отремонтированного автомобиля. Производственный процесс содержит
v подготовительные процессы к ремонту автомобилей и их частей;
v технологические процессы непосредственного воздействия рабочих и средств ремонта на ремонтируемые автомобили по устранению неисправностей и восстановлению ресурса (разборка, очистка, восстановление деталей, сборка, обкатка, испытания и др.);
v вспомогательные процессы, обеспечивающие работу предприятия (обслуживание и ремонт оборудования, изготовление технологической оснастки, ремонт зданий и сооружений, подачу электрической и тепловой энергии, сжатого воздуха, горючих, окислительных и горючих газов и др.);
v обслуживающие процессы (исследование рынка и реклама, доставка ремонтного фонда и сбыт отремонтированных изделий, материально-техническое снабжение, хранение ремонтного фонда, материалов и товарной продукции, финансоворасчетная деятельность, содержание в порядке заводской территории и др.).
Производственным процессом называют все действия людей и орудий производства, требуемые на данном предприятии для производства или ремонта изделий. В него входят не только процессы непосредственно связанные с трансформацией исходных материалов для получения автомобилей и их составных частей (основные процессы), но и вспомогательные, такие как изготовление инструмента и приспособлений, ремонт оборудования, а так же обслуживающие процессы (внутризаводская транспортировка материалов и деталей, складские операции, контроль и др.), обеспечивающие возможность изготовления деталей.
Технологический процесс — часть производственного процесса, включающая действия по изменению и дальнейшему установлению состояния предмета производства. На авторемонтном предприятии используется большое количество технологических процессов: разборка, мойка, обработка давлением, механическая обработка резанием, термическая обработка, сборка, окраска и др.
Операция- составная единица технологического процесса В свою очередь технологическая операция включает ряд элементов.
Технологическим переходом называется законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения (оборудование, оснастка, и приспособления) при постоянном технологическом режиме и установке. Наряду с технологическим переходом существует вспомогательный переход, как законченная часть технологической операции состоящая из действий человека и/или оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода (например закрепление заготовки, смена инструмента).
Установ — часть технологической операции, выполняемая при неизменно закрепленной заготовкой или сборочной единицей.
Позицией называется фиксированное положение, зажимаемое неизменно закреплённой заготовкой или сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определённой части операции. Перемещение инструмента относительно заготовки сопровождается изменением формы, размеров, качества поверхности и свойств заготовки. Вспомогательный ход — заключительная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки необходимо для подготовки рабочего хода. К элементам технологической операции относится приём как законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединённых одним целевым назначением (например, установка заготовки в приспособление, включение оборудования
Источник
Основы организации капитального ремонта автомобилей
Полезная информация на тему: «основы организации капитального ремонта автомобилей». Мы постарались описать основные нюансы и порядок произведения необходимых действий.

2.1. Порядок направления и приемки автомобилей и их составных частей в ремонт
Капитальный ремонт автомобилей и их составных частей производится на специализированных ремонтных предприятиях, как правило, обезличенным методом, предусматривающим полную разборку объекта ремонта, дефектацию, восстановление или замену составных частей, сборку, регулировку, испытание.

Направление автомобилей и их составных частей в КР производится на основании результатов анализа их технического состояния с применением средств контроля (диагностирования) и с учетом пробега, выполненного с начала эксплуатации или после КР, норм пробега до капитального ремонтя гуммяпнпи гтпимости
израсходованных запасных частей с начала эксплуатации и других затрат на текущие ремонты.
Автобусы и легковые автомобили направляются в КР при необходимости капитального ремонта кузова. Грузовые автомобили направляются в КР при необходимости капитального ремонта рамы, кабины, а также не менее трех других агрегатов в любом их сочетании. Агрегат направляется в КР, если:
базовая и основные детали (табл. 2.1) требуют ремонта с полной разборкой агрегата;
работоспособность агрегата не может быть восстановлена или ее восстановление путем проведения текущего ремонта экономически нецелесообразно.
Поступающие в ремонт автомобили и их составные части называют ремонтным фондом. Приемка ремонтного фонда осуществляется представителем ремонтного предприятия, который проверяет его комплектность и соответствие техническим требованиям.
2.2. Типы авторемонтных предприятий

По масштабу производства АРП делятся на две группы: ремонтные заводы и ремонтные мастерские. По основному назначению с учетом специализации АРП могут быть разделены на виды, каждый из которых определяется номенклатурой товарной продукции. Нормами технологического проектирования АРП, используемыми при разработке вариантов реконструкции, технического перевооружения и нового строительства, предусмотрены предприятия, осуществляющие ремонт:
силовых агрегатов грузовых автомобилей и автобусов (двигателя со сцеплением и коробкой передач или гидромеханической передачей);
прочих основных агрегатов грузовых автомобилей и автобусов (мостов, рулевого управления, раздаточной коробки);
силовых и прочих агрегатов легковых автомобилей, в том числе передней и задней подвесок в сборе;
автобусов на базе получаемых по кооперации агрегатов. В нормах технологического проектирования не предусмотрены предприятия по ремонту полнокомплектных грузовых и легковых автомобилей и комплектов их агрегатов. В свое время эти типы предприятий в связи с отказом от ремонта полнокомплектных автомобилей были признаны неперспективными, однако практика авторемонтного производства в современных экономических условиях показывает, что подобные предприятия имеют такое же право на существование, как и перечисленные выше.Базовые и основные детали агрегатов автомобиля
Двигатель с картером сцепления в сборе
Головка цилиндров, коленчатый вал, маховик, распределительный вал, картер сцепления
Картер коробки передач
Крышка картера верхняя, удлинитель коробки передач, первичный, вторичный и промежуточный валы
Корпус двойного фрикциона, первичный, вторичный и промежуточный валы, турбинное и насосное колеса, реактор
Труба (трубы) карданного вала
Фланец-вилка, вилка скользящая
Картер заднего моста
Кожух полуоси, картер редуктора, стакан подшипников, чашки дифференциала, ступица колеса, тормозной барабан или диск, водило колесного редуктора
Балка передней оси или поперечина при независимой подвеске
Поворотная цапфа, ступица колеса, шкворень, тормозной барабан или диск
Картер рулевого механизма, картер золотника гидроусилителя, корпус насоса гидроусилителя
Вал сошки, червяк, рейка-пор- шень, винт шариковой гайки, крышка корпуса насоса гидроусилителя, статор и ротор насоса гидроусилителя
Кабина грузового и кузов легкового автомобилей
Каркас кабины или кузова
Дверь, крыло, облицовка радиатора, капот, крышка багажника
Кожух пола, шпангоуты
Поперечины, кронштейны рессор
Предприятия по централизованному восстановлению деталей и по ремонту отдельных сборочных единиц оказались нежизнеспособными из-за трудностей их стабильного обеспечения ремонтным фондом. Практика показала, что при достижении достаточно больших производственных программ предприятий по ремонту агрегатов на них эффективно восстановление отдельных деталей и сборочных единиц.
Тип производства — классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Различают единичное, серийное, массовое производство. Одной из основных характеристик типа производства является коэффициент закрепления операций, количественно представляющий собой отношение числа всех различных операций, выполняемых в течение месяца, к числу рабочих мест.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, что характерно для ремонтных мастерских, где автомобили и агрегаты ремонтируются, как правило, необезличенным методом. Применяемое оборудование и инструмент имеют универсальное назначение, уровень механизации процессов низкий, квалификация рабочего персонала высокая и широкопрофильная.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелко-, средне- и крупносерийное производства. Коэффициент закрепления операций составляет для мелкосерийного производства — 20…40, для среднесерийного — 10…20, для крупносерийного — 1… 10. Для серийного производства характерно применение универсального оборудования со специальными приспособлениями и инструментом. В средне- и крупносерийном производствах широко применяется поточный метод ремонта. Уровень квалификации рабочих колеблется в широких пределах и с возрастанием серийности понижается.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства равен 1. Закрепление за каждым рабочим местом одной технологической операции позволяет применять конвейеры, широко использовать специальное оборудование, механизировать и автоматизировать трудоемкие процессы. Требования к уровню квалификации рабочих при этом существенно снижаются.
На принципах единичного производства осуществляются ремонт большегрузных автомобилей и разномарочных автобусов в авторемонтных мастерских, а также ремонт и изготовление прицепного состава на заводах и в мастерских. Серийное производство характерно для ремонта основных типов автомобилей и агрегатов на ремонтных заводах. К условиям массового производства приближается ремонт двигателей и других агрегатов и сборочных единиц на специализированных ремонтных заводах с большим установившимся объемом выпуска продукции.
Народнохозяйственное значение и эффективность капитального ремонта автомобилей. Авторемонтное производство. Перспективность авторемонтного производства и факторы которые ее обусловливают. Технико-экономическая целесообразность капитального ремонта.
на тему: Теоретическое значение
эффективности капитального ремонта автомобилей
и авторемонтное производство
ст.гр.А-51 Сидоров АНДРЕЙ
народнохозяйственное значение и эффективность капитального ремонта автомобилей
Важнейшим условием высокопроизводительной и бесперебойной работы подвижного состава автомобильного транспорта является обеспечение его современной производственно-технической базой по капитальному ремонту автомобилей, агрегатов и восстановлению изношенных деталей. Главные задачи ремонтного производства состоят в дальнейшем развитии централизованного ремонта машин и оборудования как важнейшей предпосылки внедрения прогрессивных технологических процессов, обеспечивающих повышение качества и эффективности ремонта сложной современной техники.
Перспективность авторемонтного производства обусловливается объективными постоянно действующими факторами. Современные конструктивные, технологические и экономические основы, на которых базируются конструирование, производство и эксплуатация автомобилей, предопределяют неодинаковость ресурса отдельных деталей узлов и агрегатов и делают их одновременную замену нецелесообразной.
В процессе эксплуатации автомобиля его конструктивные элементы под влиянием сил трения и окружающей среды подвергаются физическому износу. Для поддержания автомобилей в работоспособном состоянии необходимо планомерное осуществление целого комплекса мероприятий, включающих в себя техническое обслуживание, текущий и капитальный ремонт с периодической заменой и восстановлением изношенных деталей и узлов.
Особое место в совокупности мероприятий по поддержанию машин и оборудования в эксплуатационном состоянии занимает капитальный ремонт, задачей которого является восстановление утраченной потребительской стоимости средства труда в связи с износом. Капитальный ремонт автомобилей является одним из наиболее существенных элементов системы организационных и технических мероприятий, призванной обеспечить работоспособность подвижного состава автомобильного транспорта.
Равноизносостойкость конструктивных элементов современных грузовых автомобилей не превышает 45-50 %. Нормативные соотношения межремонтных пробегов агрегатов автомобилей колеблются в пределах 1:2 при работоспособности деталей от 20 до 500 тыс. км.
Технико-экономическая целесообразность капитального ремонта обеспечивается использованием натуральной потребительной стоимости годных деталей и узлов машин. При проведении капитального ремонта автомобилей в среднем 70 % общего количества деталей вообще не нуждается в восстановлении — они остаются пригодными для дальнейшей эксплуатации.
На долю деталей, подверженных интенсивному износу, приходится лишь 28-30 % веса и 26-49 % стоимости автомобиля. При этом поступающие в ремонт детали очень незначительно отличаются от новых своими размерами и формой. Почти 50 % деталей в зоне рабочих поверхностей имеют износ от 0,01 до 0,07 мм, а остальные — не более 0,4 мм.
Все основные детали автомобилей требуют больших затрат овеществленного труда, черных и цветных металлов, в том числе легированных сталей. Необходимо использовать в дальнейшем детали с допустимым износом и подлежащие восстановлению, это значительно повышает производственные возможности автомобилестроения и авторемонтного производства.
Проведение капитального ремонта автомобилей в экономически обоснованных пределах существенно улучшает использование металла в стране. Как свидетельствует технико-экономический анализ по действующим маркам автомобилей, потери металла при переплавке составляют 21 % и при прокате еще 24 % исходного веса. При механической обработке на заводах автомобильной промышленности потери в стружке достигают 38 % веса заготовки, что уменьшает исходный вес еще на 20 %. Следовательно, вес деталей, полученных из сданного в переплавку автомобиля, не превышает 35 % веса его металлоконструкций при одновременном превращении всех качественных сталей в передельный чугун.
Удельные капитальные вложения в развитие авторемонтного производства по приведенным сравнимым показателям в среднем в 4,0 — 4,5 раза ниже соответствующих показателей по автомобильной промышленности.
Восстановление автомобильных деталей и осуществляемое на авторемонтных заводах вторичное производство автомобилей обеспечивают значительную экономию материальных, трудовых и финансовых ресурсов по отношению к производству новых автомобилей, помимо сокращения потерь металла при повторной переплавке и механической обработке и связанной с этим дополнительной загрузкой производственных мощностей металлургической и автомобильной промышленности.
1. Различная долговечность элементов автомобильных конструкций;
2. Возможность восстановления утраченных эксплуатационных качеств автомобиля;
3. Большое количество находящихся в эксплуатации автомобилей;
4. Экономическая целесообразность ремонта , заключающаяся в более полном использовании ресурса деталей;
5. Возможность поддержания численности автопарка на необходимом уровне при увеличении темпов роста автопарка страны в 2-2,5 раза;
6. Рациональное использование металла, энергоресурсов, технологических материалов.
Учитывая эти технико-экономические факторы, модно определить капитальный ремонт как объективную экономическую категорию, обеспечивающую более полное использование ресурса составных частей автомобиля.
Вместе с тем, несмотря на перспективность авторемонтного производства, его современный организационно-технический уровень в стране не соответствует экономически обоснованным условиям капитального ремонта сложной автомобильной техники.
Это находит свое проявление в высокой стоимости капитального ремонта автомобилей. Пробеги капитально отремонтированных автомобилей и агрегатов значительно ниже пробегов новых машин при существенном увеличении затрат на их техническую эксплуатацию.
| Видео (кликните для воспроизведения). |
При существующей организации капитального ремонта автомобилей авторемонтное производство не обеспечивает достаточной эффективности производства и является малоэффективной сферой производственно-хозяйственной деятельности. Опережающий технический прогресс при производстве автомобилей и повышающиеся надежность и долговечность новых машин вызывают снижающуюся эффективность капитального ремонта машин. В настоящее время автомобили новых конструкций обеспечивают пробег до капитального ремонта 200-250 тыс. км, т.е. в 7-8 раз превышающий уровень долговечности автомобилей начального этапа автомобилизации народного хозяйства. Между тем пробег автомобиля после капитального ремонта превышает уровень 1933 г. лишь в 2-2,2 раза, т.е. на каждые 100 км пробега автомобиля на первом цикле эксплуатации приходится в среднем лишь 30-40 км последующего межремонтного пробега.
Технический уровень существующего авторемонтного производства существенно отстает от автомобилестроения и не в состоянии обеспечить параметры надежности и долговечности, близкие к соответствующим параметрам нового автомобиля.
Низкий уровень оснащенности авторемонтных предприятий производственно-технологическим оборудованием и наличие значительной части устаревшей техники привели к тому, что трудоемкость восстановления единицы поверхности деталей оказалась в 7-10 раз выше трудоемкости их изготовления.
Для существующей организации авторемонтного производства характерен, во-первых, дефицит ремонтных мощностей, наращивание которых отстает от потребностей возрастающего парка, во-вторых, низкие концентрация и специализация производства, ограничивающие возможности эффективного использования действующих авторемонтных мощностей, и, в-третьих, недостаточное техническое организационное влияние смежных по отношению к авторемонтному производству отраслей, и, прежде всего, автомобилестроения.
В целом авторемонтное производство характеризуется в настоящее время следующими технико-экономическими показателями:
1. Уровень восстановления потребительских качеств автомобиля 40 — 50 % (вместо 80 %, предусмотренных ГОСТ 22581-77).
2. Высокая трудоемкость ремонта, которая в 2-2,5 раза выше, чем при производстве автомобиля, а расходы по зарплате составляют: при изготовлении — 6,5 %; при ремонте — 33,6 % от полной себестоимости.
3. Себестоимость капитального ремонта хотя и не превышает 50-60 % стоимости нового автомобиля, в целом еще очень высока, и в ней на запасные части приходится 40-55 %.
4. Коэффициент использования оборудования в авторемонтном производстве очень низок и составляет 0,2-0,3.
Результатом этого является низкая производительность труда и высокая себестоимость продукции.
Одной из основных проблем авторемонтного производства является необходимость повышения качества технологических процессов на авторемонтных заводах до уровня, близкого к автомобилестроению.
Достижение такого уровня будет означать получение высокой износостойкости восстанавливаемых деталей, равной износостойкости новых. Таким образом, будет возможно обезличивание восстановленных и вновь изготавливаемых деталей не только в ремонтном производстве, но и в автомобилестроении. Это значит, что исчезнет грань между ремонтом и производством автомобилей и единственной стадией ремонта будет восстановление изношенных деталей, которые будут поступать на сборочные участки как ремонтного, так и автостроительного производства.
Основной целью курса является изучение в систематическом порядке методов проектирования. Основанных на современных научных и технических данных, изучения устройства цехов и отделений, использования средств производства для достижения наиболее высокой производительности труда и технико-экономических показателей.
Производственный процесс капитального ремонта автомобилей объединяет технологические, энергетические, транспортные, складские и другие операции, обеспечивающие выпуск продукции. Все эти операции можно разделить на две структурные группы: основные и вспомогательные (обслуживающие).
К основным операциям относятся мойка, очистка, дефектация, восстановление деталей и ремонт узлов, изготовление деталей, комплектация, сборка, окраска, приработка и испытание.
К вспомогательным — транспортные, складские, контрольные операции, обеспечение энергией, теплом, паром, водой, инструментом, содержание и ремонт оборудования и помещений.
Производственный процесс ремонта автомобиля отличается от процесса их изготовления. В авторемонтном производстве вместо заготовительных операций (штамповка, ковка, литье) осуществляют разборку и мойку ремфонда, мойку, очистку и дефектацию деталей. Эти работы составляют примерно 20 % всех трудовых затрат.
Рациональное использование потенциальных возможностей повышения эффективности ремонта машин связано прежде всего с концентрацией и специализацией ремонтного производства. Реконструкция, техническое перевооружение действующих ремонтных предприятий требуют больших капитальных затрат, что предъявляет особые требования к научной обоснованности планов ремонтного производства.
Специализация производства является формой проявления общественного разделения труда и имеет целью создание условий для интенсивного роста производительности труда за счет внедрения высокопроизводительного оборудования и передовой технологии.
Процесс специализации производства обеспечивает повышение его эффективности, если он сопровождается концентрацией этого производства в определенных масштабах. Иначе говоря, специализация выражается во все растущей концентрации производства продукции. Обладающей общностью производства.
По мере роста масштабов производства кооперация внутри предприятия вырастает в кооперацию между предприятиями. Таким образом, количественные изменения перерастают в качественные, и из состава предприятия выделяется производственное подразделение, приобретающее статус самостоятельного предприятия. В соответствии с принципом выделения различают три основные формы специализации:
а) предметная (производство готового продукта);
б) подетальная (производство части продукта — сборочной единицы, детали);
в) технологическая (выполнение отдельных технологических процессов и операций).
Предметная специализация предусматривает закрепление за заводом выпуска определенных типов (марок) машин. Она устраняет распыленность производства или ремонта однотипных машин на большом количестве заводов и дает возможность сосредоточить его на ограниченном числе специализированных заводов, имеющих специальное оборудование, высококвалифицированные кадры, конструкторские бюро и т.д.

При технологической специализации предприятия организуют и специализирует на отдельных этапах производства или ремонта машин, характеризующихся общностью применяемых технологических процессов. Примером технологической специализации могут служить сборочные заводы, литейные заводы, заводы по производству поковок и т.д.
С углублением подетальной специализации производства развивается кооперация ремонтных предприятий между собой и с предприятиями, эксплуатирующими технику. Эксплуатационные предприятия направляют на головные заводы полнокомплектные машины, а на заводы-смежники — агрегаты, заменяемые в межремонтном цикле при текущих ремонтах машин (товарные агрегаты). На заводы-смежники поступают также агрегаты, снятые с машин на головных заводах.
Преимущества подетальной и технологической специализаций ярко видны из следующего примера. Как показывают расчеты, на производственной площади 500 м2 по нормативам можно выполнять 100 капитальных ремонтов полнокомплектных автомобилей в год. Такой объем работ позволяет организовать выполнение технологических процессов на уровне мелкосерийного производства. В то же время на этой площади можно обеспечить выполнение отдельных процессов при такой концентрации: ремонт кабин- 2000 шт.; сборка двигателей — 4000 шт.; ремонт электрооборудования — 25 тыс. комплектов; ремонт рессор — 35 тыс. шт. Во всех этих случаях повышение серийности производства на тех же производственных площадях обусловливает целесообразность применения оборудования с большей производительностью и степенью механизации операций, что способствует повышению стабильности технологических процессов, уменьшению влияния субъективных факторов на параметры ремонтируемых изделий и, в конечном итоге, ведет к снижению затрат на ремонт и существенному повышению качества ремонта.

Одной из прогрессивных тенденций организации авторемонтного производства является широкое распространение агрегатного метода при текущем ремонте автомобилей. Он осуществляется путем плановой замены неработоспособных агрегатов новыми или заранее отремонтированными, взятыми из оборотного фонда. При текущем ремонте автомобилей агрегаты в зависимости от их технического состояния подвергаются текущему или капитальному ремонту. Агрегатный метод отделяет процессы индустриального ремонта агрегатов от работ по их демонтажу и монтажу в эксплуатационных условиях и тем самым обеспечивает значительное сокращение простоев автомобилей в ремонте и способствует централизации и специализации работ как по капитальному, так и по текущему ремонту агрегатов.
Подобная практика в более широких масштабах хорошо зарекомендовала себя и успешно используется при ремонте дорожных и строительных машин. Здесь агрегаты объединены в комплекты с установленной периодичностью их замены. Комплект, заменяемый с периодичностью, соответствующей периодичности капитального ремонта, включает большинство сборочных единиц машины, за исключением тех, которые не требуют для своего ремонта сложного оборудования и больших затрат времени и средств. Замена этого комплекта ведет к полному обновлению машины и по существу представляет собой капитальный ремонт, при котором агрегаты, входящие в комплект, ремонтируются в заводских условиях, а работы по их демонтажу и монтажу выполняются в эксплуатационных условиях. Имеющее место при этом некоторое повышение затрат на демонтажно-монтажные работы по сравнению с ремонтными заводами компенсируется значительным снижением потерь от простоев машин, так как они продолжительное время не выводятся из эксплуатации, а вместо изношенных агрегатов на них устанавливаются новые или заранее отремонтированные агрегаты, взятые из оборотного фонда. Причем, каждым агрегатом, имеющемся в оборотном фонде, обеспечивается работоспособность нескольких машин. Вместе с тем, специализация заводов на ремонте агрегатов позволяет повышать серийность производства и наращивать выпуск продукции на имеющихся производственных площадях.
Среди многообразия форм организации авторемонтного производства отчетливо проявляются три характерных направления:
1. Все виды ремонтных работ выполняются предприятиями, эксплуатирующими технику.
2. Ремонтные работы осуществляются организациями, которые не производят и не эксплуатируют машины.
3. Организацию выполнения ремонтных работ берут на себя крупные машиностроительные предприятия.
Последнее направление, известное под названием «фирменного» ремонта, является в настоящее время наиболее перспективным.
Производственная программа ремонтных заводов отдельных фирм достигает нередко значительной величины. Так, в Англии имеется завод по ремонту силовых агрегатов автомобилей семейства «Форд» с годовой производственной программой 80 тыс. агрегатов; завод по ремонту двигателей «Перкинс» с программой 40 тыс. двигателей; в США — завод по ремонту двигателей «Катерпиллер» с программой 20 тыс. двигателей; в России — Камский автомобильный завод с годовой производственной программой ремонта 100 тыс. двигателей и 50 тыс. комплектов агрегатов в год; на Украине — Кременчугский автомобильный завод.
Анализ конструктивных особенностей автомобиля и технологического содержания его ремонта позволяет определить следующие перспективные типы специализированных авторемонтных предприятий:
2. По ремонту автобусов на базе поставляемых по кооперации агрегатов и узлов;
3. По ремонту легковых автомобилей на базе поставляемых по кооперации агрегатов и узлов;
4. По ремонту двигателей;
5. По ремонту агрегатов (передний мост, коробка передач, задний мост, рулевое управление, редуктор заднего моста, карданные валы, подъемный механизм);
7. По ремонту электрооборудования и приборов питания (генератор, стартер, реле-регулятор, прерыватель-распределитель, спидометр, тахометр, таксометр, карбюратор, топливный насос);
8. По восстановлению основных деталей автомобиля.
Степень и характер специализации и масштабы концентрации производства зависят от конкретных организационных, производственных и транспортных условий. Рациональность размещения и специализация авторемонтного производства определяется возможностями наименьшей потери труда. Первостепенное значение придается повышению эффективности капитальных вложений, обеспечение наибольшего прироста продукции на каждый затраченный рубль капиталовложений, сокращению сроков окупаемости этих вложений.
Применительно к условиям ремонтного производства критерий эффективности составляет суммарные производственные и транспортные издержки на капитальный ремонт автомобилей и агрегатов, включая приведенные капиталовложения в производство и транспортирование объектов ремонта:
где Sк.р. — себестоимость капитального ремонта автомобилей и агрегатов;
Sтр — себестоимость перевозки объектов ремонта;
н — нормативный коэффициент эффективности капитальных вложений ( н = 0,1-0,15);
Кк.р — капиталовложения на развитие авторемонтного производства;
Ктр — капиталовложения в транспортировку ремонтного фонда.
В ремонтном производстве все затраты определяются суммой следующих элементов производственных издержек:
где Росн — общий объем основной производственной заработной платы;
Рдоп — дополнительная заработная плата производственных рабочих;
n — начисления на заработную плату по социальному страхованию;
М — стоимость основных материалов;
Z — стоимость покупных запасных частей;
Rн — цеховые и общезаводские накладные расходы.
Общие затраты, связанные с перевозкой объектов ремонта на расстояние Rc , определяются как
где Rc — расстояние перевозки объекта ремонта, км;
q — масса объекта ремонта, т;
Эт — стоимость перевозки 1 т ремфонда.
Таким образом, на концентрацию и специализацию авторемонтного производства влияют две группы факторов, действующих в противоположных направлениях.
1. Производственные факторы (себестоимость, удельные капитальные вложения) экономически стимулируют укрепление и специализацию авторемонтного производства.
2. Транспортные факторы — характеризуют уровень объема перевозок ремфонда, способствуют децентрализации ремонтных мощностей и расширению ремонтной номенклатуры.
С увеличением мощности и уменьшением ремонтируемой номенклатуры возрастает обслуживаемая автопредприятием зона и транспортные затраты по доставке объекта ремонта на авторемонтное предприятие и транспортирование отремонтированной продукции в автохозяйство.
Непосредственное влияние на средний радиус обслуживаемой ремонтной зоны авторемонтного предприятия оказывают:
1. мощность специализируемого предприятия (N);
2. плотность концентрации объектов ремонта на площади 3 км2 :
где Ас.с. — среднесписочное количество автомобилей в экономическом регионе;
Кр — коэффициент ремонта, характеризующий поступление автомобилей и агрегатов в капитальный ремонт;
F — площадь территории экономического региона, км2.
При равномерном рассредоточении ремонтного фонда можно установить зависимость средних расстояний перевозки объектов (Rcр) от мощности ремонтных предприятий (N)
где Кк — коэффициент криволинейности конфигурации дорожной сети (Кк = 1,3).
Транспортные издержки существенно влияют на общую себестоимость ремонта агрегатов и соответственно на сроки окупаемости и показатели эффективности капиталовложений.
Таким образом, можно сделать вывод, что выбор оптимальной мощности и специализации авторемонтных предприятий заключается в нахождении такого варианта, который удовлетворял бы потребность в капитальных ремонтах при минимальных производственных и транспортных затратах.
Важным условием наиболее эффективного развития авторемонтного производства является определение наиболее рациональных масштабов концентрации мощностей новых и реконструируемых авторемонтных предприятий.
В результате исследований, выполненных в Гипроавтотрансе, установлен размерный ряд типовых мощностей специализированных предприятий, значения которого выявлены с учетом минимально допустимой загрузки основного технологического оборудования:
1. АРП по капитальному ремонту полнокомплектных грузовых автомобилей и их агрегатов с карбюраторными двигателями — 3,0; 5,0; 7,0 и 10,0 тыс. капитальных ремонтов в год;
2. АРП по ремонту силовых агрегатов карбюраторных грузовых автомобилей и автобусов — 10,0; 20,0; 30,0; 40,0; 50,0; 60,0 тыс. капитальных ремонтов в год;
3. АРП по ремонту ходовых агрегатов грузовых автомобилей и автобусов с карбюраторными двигателями — 10,0; 20,0; 30,0; 40,0; 50,0; 60,0 тыс. капитальных ремонтов в год;
4. Предприятия по ремонту полнокомплектных грузовых автомобилей с дизельными двигателями — 3,0; 5,0 тыс. капитальных ремонтов в год;
5. АРП по ремонту грузовых автомобилей с карбюраторными двигателями и их агрегатов, исключая силовые, получающие силовые агрегаты по кооперации и автобусов с карбюраторными двигателями — 3,0; 5,0; 7,0; 10,0 тыс. капитальных ремонтов в год;
6. АРП по ремонту агрегатов грузовых автомобилей и автобусов с дизельными двигателями — 5,0; 10,0; 15,0 и 20,0 тыс. капитальных ремонтов в год;
7. Предприятия по ремонту автобусов на готовых агрегатах — 0,5; 1,0; 1,5 и 2,0 тыс. капитальных ремонтов в год;
8. АРП по централизованному восстановлению базовых деталей — 5,0; 10,0; 15,0 и 20,0 млн. рублей в год.
Источник
