Выбираем припой для пайки медных труб холодильников
Добрый день!
Сегодня снимали видео о том какой припой лучше для пайки МАПП газом и если до этого я был однозначного мнения, то после данных экспериментов я решил «переобуться»
Мы не затрагивали тему пайки меди со сталью или пайку нержавейки, это мы будем делать в следующий раз, так же мы не затронули пайку алюминия, так как это вообще отдельная тема, которая заслуживает более глубокого анализа и будет в этом году обязательно снята, испытаем и карандаш лако и припой филалу и т/д/ а сейчас про медь или Cu (купрум)

Вообще пайка меди это одно удовольствие, из-за того, что металл это довольно «благородный» и к нему прилипает практически любой припой, даже без флюса, но мы будем сравнивать четыре вида припоев
1) П-14 старый друг лучше новых двух, но очень уж много на этот припой мы слышим нареканий от мастеров и коллег по цеху «пузырит, не течет, травит», конечно же можно грешить на плохой припой, но я думаю что тут больше проблема в температуре, ну нужно сильно прогревать трубки
2) Харрис нулевка — после П 14 я немного обалдел, скользит как масло, флюса нет, протекает на 100% (так показалось в начале), короче не припой а сказка.
3) Харрис 2 % тут я думал что меня вообще полностью разорвет от счастья, еще лучше нулевки, просто супер, не могу передать словами, но шов очень гладкий и аккуратный получился
4) Харрис 40% с белым флюсом, было даже страшно его использовать, дорогущий, думал сейчас сам будет он паять, если 2 % так хорош, но немного я расстроился, не так он уж и текучий, да и флюс все обгадил, остается проверить как флюс ведет себя через пару лет, но зато при распиле швов именно 40% шов показался мне самым твердым

Вот такие картинки получились, всем удачи в ремонте и делитесь своими знаниями и опытом, так устроен человек, для того чтобы вошло что-то, нужно чтобы что-то вышло или начнет гнить и тухнуть
Источник
Холодильники
Каталог
Холодильники
Для пайки холодильного оборудования обычно используются серебряные и медно-фосфорные припои. Это припои марок ПМФ-7, ПМФ-9, ПМФОЦР и т.д. Основная сфера их применения — качественная и надежная пайка в холодильной промышленности.
Основная особенность припоев для холодильного оборудования заключается в том, что они обладают относительно невысокой температурой плавления, высоким уровнем текучести при пайке меди и сплавов. За счет содержание фосфора в таких припоях в процессе проведения паяльных работ не потребуется применение флюса. Швы при использовании медно-фосфорных припоев получаются высокопрочными и стойкими к коррозии.
Применение припоев такого типа в работе с холодильным оборудованием и установками обусловлено множество факторов, основным из которых является то, что множество деталей холодильного оборудования изготавливаются из металлов с высокой температурой плавления, поэтому применение низкотемпературных припоев выглядит наиболее рациональным решением с практической и экономической точки зрения. Кроме того, медно-фосфорные припои обладают высоким уровнем электропроводности.
В свою очередь, серебряные припои (припои, в которых содержание серебра составляет более 55%) обладают низкой температурой плавления. Основное преимущество таких припоев — полное заполнение зазоров и получение высокопрочных вакуумно-плотных паяных соединений, имеющих высокую прочность и пластичность. В теории такие соединения могут выдержать серьезные ударные и вибрационные нагрузки, а также могут эксплуатироваться при отрицательных и положительных температурах. Серебряные припои активно используются в производстве и монтаже холодильных установок. Как правило, это пайка соединений, например, соединение трубопровода и компрессора. Использование флюса при пайке серебряными припоями обязательно.
Источник
Припои для работы с холодильным оборудованием

Газовая горелка – незаменимый инструмент, используемый для спаивания и сварки различных деталей. Одно из главных условий работы — температура, при которой материалы плавятся, должна оставаться в пределах 1200 градусов. В холодильном оборудовании часто используются медные трубы, так как они долговечны и выдерживают наполнение различными хладагентами.
Однако при монтаже или ремонте невозможно обойтись без припоя, выбор которого зависит от условий эксплуатации трубы или детали. Так что к выбору сплава для пайки необходимо подойти со всей ответственностью.
Общие данные о припоях
Выделяют две группы материалов для пайки – мягкие и твердые, в зависимости от ориентировочной температуры плавления. У мягких она составляет ниже трехсот градусов, а у твердых – выше трехсот градусов. Так же при работе мастеру необходимо уделять внимание прочностным характеристикам материала, так как при растяжении мягкий припой имеет показатели в 11-16 МПа, в то время как твердый – до 500 МПа.
При работе с любым оборудованием имеют значение прочность и качество пайки, как показатели последующей долговечности объекта. Поэтому при работе с холодильным оборудованием необходимо отдавать предпочтение проверенным временем сплавам для пайки, один из которых – медно-фосфорный.
Этот припой отлично подходит для работы с медью, бронзой, латунью, а также комбинированными деталями из этих металлов. Чтобы предотвратить образование окисного покрытия, стоит использовать флюс, если работа ведется с латунными или бронзовыми деталями.
В случае, если работа ведется с медными изделиями, можно не использовать дополнительный флюс, так как медно-фосфорные припои – самофлюсующиеся. Из-за наличия фосфора в припое получившиеся соединения получаются достаточно хрупкими, а потому подобный припой нельзя использовать при работе с цветным металлом (например, в компрессоре холодильника), содержащим больше десяти процентов никеля.
При работе с цветными металлами, медью и сплавами с высоким содержанием меди используется серебряный припой. Исключение составляют лишь алюминиевые и магниевые сплавы, которыми иногда покрывают детали, так как для работы с ними дополнительно необходим флюс.
О чем не стоит забывать во время пайки холодильного оборудования?
- Металлические поверхности необходимо очищать и обезжиривать.
- Припой наносится на соединение и при помощи газовой горелки равномерно распределяется по поверхности.
- Не забывайте, что припой во время работы течет в направлении наиболее нагретого места.
- Использование флюса необходимо минимизировать. Исключение — медно-фосфорный припой, в работе с которым не нужен флюс вовсе.
- После окончания пайки удаляйте все остатки флюса.
- Объект работы необходимо нагревать равномерно во время всего процесса пайки.
- Необходимо избегать перегрева, а потому старайтесь выполнять пайку как можно быстрей, сохраняя при этом упор на качество.
- Тщательно проверяйте детали и зазоры, а главное — их взаимное расположение.
Если у вас возникают трудности по ремонту холодильника, вы всегда можете вызвать профессионального мастера.
Источник
2. Припои.
 Мягкие припои.
Мягкие припои.
Припои для фитингов.
Качественные мягкие припои в соответствии с DIN EN 29453, для соединения пайкой медных труб с медными, из красной бронзы и латунными фитингами в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 2, не содержат флюс, используются с соответствующей пастой РОСОЛ 3.
Стандартный припой.
Используется при проведении обычных работ по пайке белой жести, меди и латуни, а также для лужения, не подходит для пайки питьевых водопроводов и электронных систем.
Радиоприпой.
Используется при проведении любых работ по пайке при производстве электротехники и систем связи, не подходит для пайки питьевых водопроводов.
Припой для электронных схем.
Используется при пайке электротехники, электронных систем, микросхем, не подходит
для пайки питьевых водопроводов.
 Пасты для пайки фитингов РОСОЛ.
Пасты для пайки фитингов РОСОЛ.
Качественные пасты, используются с мягким припоем, в соответствии с DIN EN 29453, содержат флюс в соответствии с DIN EN 29454-1 3.1.1.C, проверены по DVGW регистрационный № Fl 028, для соединений пайкой медных труб с медными, из красной бронзы и латунными фитингами в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 7, содержание припоя 60%, остатки флюса на 100% растворимы в воде.
Твердые припои
РОТЕНБЕРГЕР РОЛОТ – специальные твердые припои, особенно подходят для капиллярно-щелевой пайки при монтаже медных труб в системах холодного и горячего водоснабжения, открытых и закрытых отопительных систем, в соответствии с DVGW, предписание GW 2, систем газоснабжения (жидкий, природный газ), а также для монтажа холодильных систем/систем кондиционирования и маслопроводов. Припои РОТЕНБЕРГЕР РОЛОТ специально предназначены для капиллярно-щелевой пайки медных трубопроводов,
смонтированных без использования фитингов. Серебросодержащие медно-фосфорные припои имеют более высокие деформационные характеристики и рекомендуются к использованию для пайки систем, подверженных высоким температурным и механическим нагрузкам
— Не пенятся
— Жаростойкие до 200° C
— При пайке соединений меди с медью не требуется флюс
— При пайке соединений с латунью, красной бронзой, меднооловянными сплавами,
медноцинковыми сплавами используется флюс LP 5
— Не наносят вред окружающей среде, не вызывают коррозию, имеют улучшенную текучесть.
Качество и прочность пайки зависит в большей степени от физических параметров соединения и операций пайки, чем от припоя. Эти параметры определяют выбор оптимального припоя для того или иного соединения.
Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. 
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах.. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей припоя, нельзя применять медно-фосфорные припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы.
В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор.
Серебряные припои.
Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, за исключением алюминия и магния, для пайки, которых необходим флюс.
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия.
В большинстве случаев пайку соединений осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15% — это медно-фосфорный припой, а сплав с содержанием серебра 45% — это серебряный припой.
3. Пайка.
3.1. Пайка двух медных труб с использованием медно-фосфорного припоя при помощи горелок Ротенбергер.
3.1.1. Уменьшающееся пламя горелки указывает на избыточное количество газообразного топлива в газовой смеси, которое превышает содержание кислорода (рис. 1).

Рис. 1. Оптимальный вид пламени горелки для пайки твердым припоем: 1 -факел пламени, насыщенный газом; 2 -факел ярко синего цвета
Незначительно уменьшающееся пламя нагревает и очищает поверхность металла для операции пайки быстрее и лучше.
Сбалансированная газовая смесь содержит равное количество кислорода и газообразного топлива, в результате чего пламя нагревает металл, не оказывая другого воздействия (рис. 2).
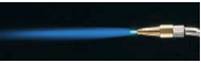

Рис. 2. Факел пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины)
Пересыщенная кислородная смесь — это газовая смесь, содержащая избыточное количество кислорода, в результате чего образуется пламя, которое окисляет поверхность металла. Признаком этого явления служит черный окисный налет на металле (рис. 3).
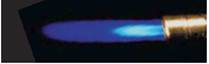

Рис. 3. Факел пламени горелки, насыщенный кислородом (бледно-голубого цвета и маленький)
3.1.2. Необходимым условием надежной пайки является чистота поверхности. Перед операцией пайки очищают соединяемые металлические поверхности от грязи без абразивными губками РОФЛАЙЗ. ( Использование абразивных материалов для зачистки строго воспрещено! ) 
Необходимо предотвратить попадание масла, краски, грязи, смазки и алюминия на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, смачиванию и соединению припоя с металлическими поверхностями.
Пайка без использования фитингов
При соединении двух труб одного диаметра в системах холодного и горячего водоснабжения, а также в отопительных установках, где температура теплоносителя не превышает 110C, можно обойтись без фитинга. С помощью специального приспособления – экспандера – окончание одной из соединяемых труб можно самостоятельно расширить для капиллярной пайки. Такая операция возможна при работе с мягкой или отожженной медью.
3.1.3. Для пайки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025-0,125 мм (рис. 4).

Рис. 4. Установка соединяемых пайкой труб
3.1.4. Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения.
Обе трубы нагревают пламенем горелки в месте соединения, равномерно распределяя теплоту (рис. 5). При этом сам припой нагревать не следует. Соединение не должно быть нагрето до температуры плавления металла, из которого изготовлены трубы. Применяют горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем (то есть усиливает образование химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок службы соединения (рис. 6).
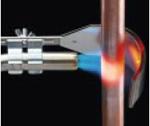

Рис. 5. Размещение горелки при пайке труб: 1 -наружная труба; 2 -горелка; 3 -зона нагрева; 4 -внутренняя труба
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 7).

Рис. 7. Распределение припоя в соединении труб:
а — внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру;
б — наружная труба разогрета до температуры пайки, а внутренняя труба имеет более низкую температуру;
в — обе трубы разогреты равномерно до температуры пайки
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 7, в).
3.1.5. Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки (рис. 8).

Рис. 8. Расположение горелки и прутка припоя при пайке соединения концов труб, нагретых до тусклого вишнево-красного цвета: 1 -горелка; 2 -внутренняя труба; 3 -пруток припоя; 4 -наружная труба
3.1.6. Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 9).

Рис. 9. Перемещение припоя в зазоре между трубами при пайке
3.2. Соединение меди с латунью с помощью твердого медно-фосфорного припоя.
3.2.1. Выполняют указанные выше операции для соединения меди с медью.
3.2.2. Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить смачивание припоя на поверхности латуни.
3.2.3. По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой. Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности соединения.
3.3. Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя.
3.3.1. Выполняют указанные выше операции для соединения меди с медью. 3.3.2. До нагрева, на соединение наносят флюс для последующего смачивания и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
3.3.3. Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем флюса, что предотвращает образование окисного покрытия на его поверхности (окиси цинка).
3.3.4. По завершении операции пайки тщательно удаляют остатки флюса.
4. Флюсы.
Флюс поглощает определенное количество окислов.
Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки флюса не удалять, то это приведет к попаданию его в соединение и со временем может вызвать коррозию и утечку.
При пайке используют минимальное количество флюса, а затем тщательно счищают его остатки после завершения данной операции.
Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение до припоя.
5. Правила пайки.
5.1. Применяют несколько уменьшающееся пламя, которое создает максимальный нагрев, и очищает соединение.
5.2. Металлические поверхности очищают и обезжиривают.
5.3. Проверяют взаимное расположение деталей и зазоры.
5.4. При пайке наносят минимальное количество флюса снаружи соединения. При пайке меди с медью при помощи медно-фосфорных припоев флюс не требуется.
5.5. Для пайки нагревают соединение равномерно до требуемой температуры.
5.6. Припой наносят на соединение. Проверяют его равномерное распределение в соединении, используя для этой цели паяльную горелку. Расплавленный припой течет в сторону более нагретого места соединения.
5.7. Остатки флюса тщательно удаляют после пайки.
5.8. Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева должен быть коротким, и следует избегать перегрева.
5.9. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым (паров кадмия из припоя и фтористых соединений из флюса).
Весь необходимый инструмент Вы можете купить у официального поставщика ROTHENBERGER — ГК «ОЛЬМАКС» .
115280, г.Москва, ул. Автозаводская, д.25
Источник