Приработку деталей после ремонта наиболее целесообразно осуществлять
По методу групповой взаимозаменяемости осуществляется комплектование деталей соединений .
1. Гильза цилиндра — поршень,
2. Валик водяного насоса — шарикоподшипник,
3. Тарелка клапана — седло клапана двигателя,
4. Шейка коленчатого вала — вкладыш подшипника
Комплекс работ по подбору деталей, обеспечивающих сборку изделий в соответствии с техническими требованиями, называется .
При проверке технического состояния автомобиля выявляются
1. Вероятные причины неисправностей
2. Места возникновения неисправностей
3. Качественное значение агрегатов и узлов
4. Количественные значения параметров
5. Количественные значения параметров, качественное значение агрегатов и узлов, места возникновения неисправностей, вероятные причины неисправностей
Для уменьшения внутреннего и увеличения наружного диаметра полых деталей, а так же увеличения наружного диаметра сплошных деталей за счет уменьшения их
длины применяют:
Как правильно подобрать гильзы для установки в блок?
1. Все гильзы должны быть одной размерной группы и одного ремонтного размера
2. Все гильзы должны быть одного ремонтного размера
3. Все гильзы должны быть одной размерной группы
10.Состояние машины, при котором она не соответствует хотя бы одному из требований нормативно-технической документации это:
1.Неисправность 2.Отказ 3.Безотказность 4.Работоспособность
11. Технологический процесс, разработанный на комплекс дефектов определенного сочетания, возникающих на деталях данного наименования это:
1. Подефектная технология;
2. Маршрутная технология;
3. Групповая технология;
4. Гибкая технология;
5. Комплексная технология.
Продолжите предложение: Технологическая оснастка — это средства технологического оснащения авторемонтного предприятия, которые .
1. … дополняют основное технологическое оборудование
2. … определяют основной ремонтный фонд предприятия
3. … являются необязательными при выполнении ремонтных работ
При ремонте автомобиля наибольшим ресурсом будет обладать соединение деталей, в котором .
1. Обе детали соединения имеют допустимый размер без обезличивания,
2. Обе детали соединения имеют допустимый размер с их обезличиванием,
3. Одна из деталей соединения имеет допустимый размер, вторая — новая из запасных частей,
4. Ресурс соединения будет одинаков во всех случаях
Сушка лакокрасочного покрытия, осуществляемая горячим воздухом, называется .
При сборке двигателя необходимо контролировать динамометрическим ключом усилие затяжки
1. Крышек шатунов
2. Крышек коренных подшипников
3. Корпуса муфты сцепления
4. Головки блока поддона картера
16. На сколько размерных групп следует разбивать поршни и цилиндры двигателя, чтобы обеспечить зазоры в соединении в пределах -0.02 0.06 мм. Диаметр поршня d=100-0.04мм, диаметр
цилиндра D=100+0.06.
Основные виды износа
1. Коррозия металла
2. Износ внутренних и внешних поверхностей
3. Эрозионный и кавитационный
4. Шпоночный, конусный
5. Механический, коррозионно- механический
Восстановление новой резьбы меньшего диаметра, изношенных основных резьб или резьб на валах .
1. Восстановление меньшим размером
2. Восстановление сверления резьбы на другое место
3. Восстановление деталей
4. Восстановление сваркой наплавкой
5. Восстановление большим размером
19. При сборке двигателя поршень подбирают по размерам:
1. В любом сечении по высоте поршня в плоскости, параллельной оси пальца;
2. В любом сечении по высоте поршня в плоскости, перпендикулярной оси пальца;
3. Днища поршня в плоскости, проходящей под углом 45о к оси поршневого пальца;
4. Сечения, проходящего на определенном расстоянии от днища поршня в плоскости, перпендикулярной оси поршневого пальца.
Приработку деталей после ремонта наиболее целесообразно осуществлять
1 Со смазкой большой вязкости
2. Со смазкой малой вязкости при ограниченной смазке
3. При обильной смазке
21. Неплоскостность поверхности головки блока определяют:
1. Индикаторной головкой;
2. Линейкой и щупом;
22. К основным особенностям сварки алюминиевых деталей относятся:
1. На поверхности жидкого металла образуется оксидная пленка, физические свойства которой отличаются от свойств металла;
2. При нагреве до 400-450 С 0 металл очень сильно теряет прочность;
3. Металл не имеет площадки текучести при переходе из твердого состояния в жидкое;
4. При обычных скоростях охлаждения (на воздухе) образуются твердые закалочные структуры, которые трудно обрабатываются. при переходе из жидкого состояния в твердое образуется пористость.
Источник
Сущность и назначение приработки
Дефекты ремонта и сборки, качество регулировки механизмов могут быть выявлены только во время работы. Поэтому целесообразно проверять качество ремонта основных агрегатов и узлов до их установки на автомобиль. Такой заключительной проверочной операцией является обкатка и испытания машин. Обкатка должна производиться в соответствии с требованиями ГОСТ.
Обкатка как заключительный этап в технологическом процессе позволяет определить качество ремонта машины и ее составных частей. Своевременное устранение погрешностей ремонта во время обкатки гарантирует уменьшение отказов в период эксплуатации.
После отделочных операций трущиеся поверхности имеют микронеровности в виде выступов и впадин. В период обкатки происходит интенсивное разрушение шероховатостей трущихся поверхностей что и приводит к увеличению площади контакта и, следовательно, снижению удельных нагрузок и температуры.
Состояние поверхностного слоя во время приработки определяют процессы, возникающие при взаимодействии двух и более поверхностей друг с другом или с окружающей средой. При обкатке трущиеся поверхности деталей формируются в результате разнообразных технологических воздействий. Поверхности приобретают необходимую шероховатость. В процессе обкатки возникает ряд явлении, влияющих на физико-механические свойства поверхностного слоя детали.
Физическая сущность процесса обкатки состоит в том, что в зоне контакта происходит оплавление, смятие и срезание неровностей. Это приводит к увеличению опорной поверхности и, следовательно, снижению удельного давления, что позволяет в дальнейшем без разрушения масляной плёнки воспринимать эксплуатационные нагрузки.
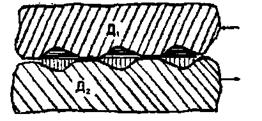
Рисунок 37 — Взаимодействие трущихся поверхностей
Кроме того, оплавление в зоне контакта с последующим быстрым охлаждением ведет к образованию закалочных структур, а смятие неровностей способствует образованию наклепа. Все это способствует повышению твердости и износостойкости поверхности трения.
Стремление достичь минимальных значений микронеровностей в процессе механической обработки не всегда дает положительные результаты. Улучшение чистоты поверхности может вызвать и повышенный износ (кулачки распредвала и тарелки толкателей).
Однако первоначальная шероховатость оказывает влияние на продолжительность приработки, чем она больше от установившейся после приработки, тем дольше время приработки.
При одинаковых условиях изнашивания (трущиеся материалы, режим работы, смазка) после приработки устанавливается примерно одинаковая оптимальная, с точки зрения износа, шероховатость, не зависящая от первоначальной, полученной при механической обработке.
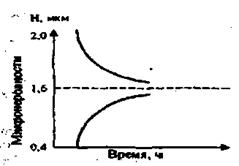
Рисунок 38 — Изменение шероховатости деталей в период приработки
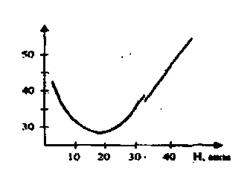
Рисунок 39 — Зависимость износа деталей от величины исходной шероховатости
Исследованиями установлено, что процесс приработки большинства сопряженных пар протекает 30 . 60 часов и его можно разбить на 3 периода.
В первый период происходит оптимизация качества поверхности трущихся пар, т. е. микрогеометрическая приработка. В процессе этого периода происходит сглаживание и срезание неровностей. Микрогеометрическая приработка производится на специальных стендах. Время для завершения этого периода для различных пар колеблется от 30 мин до 6 ч и более.
Второй период характеризуется снижением величины износа, частичным исправлением погрешностей в геометрической форме и в положении деталей относительно друг друга. Продолжительность его равна 20 . 30 ч и осуществляется он при эксплуатации машины.
Третий период характеризуется стабилизацией износа, КПД. Время завершения составляет 50-60 ч. Этот период является завершающим по подготовке деталей к восприятию максимальных эксплуатационных нагрузок.
На ремонтных предприятиях машины и агрегаты проходят первый период
приработки, остальные два в условиях эксплуатации, т. к. проводить длительную
обкатку на ремонтном предприятии экономически нецелесообразно.
 Важным критерием прирабатываемости рабочих поверхностей деталей служат механические потери на трение. Оценку прирабатываемости деталей агрегатов можно произвести после их разборки, а также по технико-экономическим параметрам. Оценка приработанности с разборкой дает полное представление о качестве приработки.
Важным критерием прирабатываемости рабочих поверхностей деталей служат механические потери на трение. Оценку прирабатываемости деталей агрегатов можно произвести после их разборки, а также по технико-экономическим параметрам. Оценка приработанности с разборкой дает полное представление о качестве приработки.
Оценку качества приработки поверхностей можно проводить по стабилизации механических потерь. Затраты на мощность можно оценить по формуле

где Р — показания весов стенда; п — частота вращения; ηм — КПД редуктора.
С течением времени затраты мощности на трение снижаются, что можно проиллюстрировать кривой, представленной на рис. 40
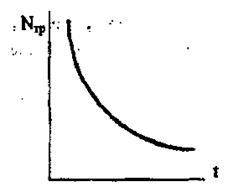
Рисунок 40 — Изменение затрат мощности на трение
Объективным показателем, помимо потери мощности на трение, является величина суммарного углового зазора шестеренчатых зацеплений, вибрация, шум, нагрев.
Величина углового зазора SΣ зависит от структурных параметров (зазор в зацеплении шестерен, шлицевых и шпоночных соединений) и может быть определена по зависимости:

где n=2 — число звеньев в цепи; К — передаточное отношение в зацеплениях; Si
зазор в i — м зацеплении; Ri, — радиус начальной окружности зубчатого колеса в i-м
Дата добавления: 2016-06-29 ; просмотров: 2684 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Сущность и назначение приработки
Дефекты ремонта и сборки, качество регулировки механизмов могут быть выявлены только во время работы. Поэтому целесообразно проверять качество ремонта основных агрегатов и узлов до их установки на автомобиль. Такой заключительной проверочной операцией является обкатка и испытания машин. Обкатка должна производиться в соответствии с требованиями ГОСТ.
Обкатка как заключительный этап в технологическом процессе позволяет определить качество ремонта машины и ее составных частей. Своевременное устранение погрешностей ремонта во время обкатки гарантирует уменьшение отказов в период эксплуатации.
После отделочных операций трущиеся поверхности имеют микронеровности в виде выступов и впадин. В период обкатки происходит интенсивное разрушение шероховатостей трущихся поверхностей что и приводит к увеличению площади контакта и, следовательно, снижению удельных нагрузок и температуры.
Состояние поверхностного слоя во время приработки определяют процессы, возникающие при взаимодействии двух и более поверхностей друг с другом или с окружающей средой. При обкатке трущиеся поверхности деталей формируются в результате разнообразных технологических воздействий. Поверхности приобретают необходимую шероховатость. В процессе обкатки возникает ряд явлении, влияющих на физико-механические свойства поверхностного слоя детали.
Физическая сущность процесса обкатки состоит в том, что в зоне контакта происходит оплавление, смятие и срезание неровностей. Это приводит к увеличению опорной поверхности и, следовательно, снижению удельного давления, что позволяет в дальнейшем без разрушения масляной плёнки воспринимать эксплуатационные нагрузки.

Рисунок 37 — Взаимодействие трущихся поверхностей
Кроме того, оплавление в зоне контакта с последующим быстрым охлаждением ведет к образованию закалочных структур, а смятие неровностей способствует образованию наклепа. Все это способствует повышению твердости и износостойкости поверхности трения.
Стремление достичь минимальных значений микронеровностей в процессе механической обработки не всегда дает положительные результаты. Улучшение чистоты поверхности может вызвать и повышенный износ (кулачки распредвала и тарелки толкателей).
Однако первоначальная шероховатость оказывает влияние на продолжительность приработки, чем она больше от установившейся после приработки, тем дольше время приработки.
При одинаковых условиях изнашивания (трущиеся материалы, режим работы, смазка) после приработки устанавливается примерно одинаковая оптимальная, с точки зрения износа, шероховатость, не зависящая от первоначальной, полученной при механической обработке.

Рисунок 38 — Изменение шероховатости деталей в период приработки

Рисунок 39 — Зависимость износа деталей от величины исходной шероховатости
Исследованиями установлено, что процесс приработки большинства сопряженных пар протекает 30 . 60 часов и его можно разбить на 3 периода.
В первый период происходит оптимизация качества поверхности трущихся пар, т. е. микрогеометрическая приработка. В процессе этого периода происходит сглаживание и срезание неровностей. Микрогеометрическая приработка производится на специальных стендах. Время для завершения этого периода для различных пар колеблется от 30 мин до 6 ч и более.
Второй период характеризуется снижением величины износа, частичным исправлением погрешностей в геометрической форме и в положении деталей относительно друг друга. Продолжительность его равна 20 . 30 ч и осуществляется он при эксплуатации машины.
Третий период характеризуется стабилизацией износа, КПД. Время завершения составляет 50-60 ч. Этот период является завершающим по подготовке деталей к восприятию максимальных эксплуатационных нагрузок.
На ремонтных предприятиях машины и агрегаты проходят первый период
приработки, остальные два в условиях эксплуатации, т. к. проводить длительную
обкатку на ремонтном предприятии экономически нецелесообразно.
 Важным критерием прирабатываемости рабочих поверхностей деталей служат механические потери на трение. Оценку прирабатываемости деталей агрегатов можно произвести после их разборки, а также по технико-экономическим параметрам. Оценка приработанности с разборкой дает полное представление о качестве приработки.
Важным критерием прирабатываемости рабочих поверхностей деталей служат механические потери на трение. Оценку прирабатываемости деталей агрегатов можно произвести после их разборки, а также по технико-экономическим параметрам. Оценка приработанности с разборкой дает полное представление о качестве приработки.
Оценку качества приработки поверхностей можно проводить по стабилизации механических потерь. Затраты на мощность можно оценить по формуле

где Р — показания весов стенда; п — частота вращения; ηм — КПД редуктора.
С течением времени затраты мощности на трение снижаются, что можно проиллюстрировать кривой, представленной на рис. 40

Рисунок 40 — Изменение затрат мощности на трение
Объективным показателем, помимо потери мощности на трение, является величина суммарного углового зазора шестеренчатых зацеплений, вибрация, шум, нагрев.
Величина углового зазора SΣ зависит от структурных параметров (зазор в зацеплении шестерен, шлицевых и шпоночных соединений) и может быть определена по зависимости:

где n=2 — число звеньев в цепи; К — передаточное отношение в зацеплениях; Si
зазор в i — м зацеплении; Ri, — радиус начальной окружности зубчатого колеса в i-м
Источник