Реферат: Приспособления, примняемые при ремонте оборудования
| Название: Приспособления, примняемые при ремонте оборудования Раздел: Промышленность, производство Тип: реферат Добавлен 10:25:01 08 июля 2008 Похожие работы Просмотров: 789 Комментариев: 14 Оценило: 3 человек Средний балл: 5 Оценка: неизвестно Скачать |

 |
Рис. 8.2. Схема шлифования торцом круга:
При шлифовании поверхности торцом чашечного шлифовального круга при наклоне последнего на 1—3° (рис. 8.2, а) вдоль направляющих возрастает производительность обработки. В этом случае улучшается отвод стружки, обеспечивается меньший нагрев поверхности и достигается необходимая прямолинейность. Однако при этом шероховатость поверхности немного превышает норму, а поверхность в поперечном сечении оказывается несколько вогнутой, поэтому данным производительным способом пользуются при черновой стадии обработки, т. е. при предварительном шлифовании. На обработанной поверхности образуются неперекрещивающиеся штрихи.
Чистовое шлифование осуществляют, когда ось шпинделя строго перпендикулярна обрабатываемой направляющей. Однако в этих условиях ухудшается отвод стружки и повышается нагрев обрабатываемой поверхности. В связи с этим снижают глубину резания до 0,01 мм и осуществляют охлаждение подводом СОЖ или подачей сжатого воздуха. Точность установки шпинделя определяют по узору на обрабатываемой поверхности, образующемуся в результате перекрещивания штрихов (рис. 8.2, б).
Рассмотренным приспособлением обрабатывают направляющие разных типоразмеров (см. рис. 8.3, б — ж). Для их обработки пользуются сменными переходными фланцами 22 (см. рис. 8.1), а разворот головки на заданный угол в соответствии с формой направляющей осуществляют суппортом станка с закрепленным приспособлением (как видно на рисунке, в ряде случаев приходится переустанавливать или заменять шлифовальный круг). Шлифование производят с подачей стола 8—10 м/мин и скоростью резания 35-40 м/с. Черновую обработку осуществляют при глубине резания 0,03 мм, а чистовую — до 0,01 мм. На обработку шлифованием станины токарного станка с направляющей длиной 3 м при износе 0,5 мм затрачиваете 2-3 ч и обеспечиваются заданные точность и шероховатость поверхности. Направляющие с износом более 0,5 мм восстанавливают фрезерованием этим же приспособлением. Для этого вместо шлифовального круга устанавливают торцовую фрезу с резцами из твёрдых сплавов. Обработку ведут со скоростью резания 5-6 м/с, подачей стола 2-3 мм на один оборот шпинделя и глубиной резания 0,1—0,2 мм.
Приспособление для ремонта направляющих кареток суппортов:
предназначено для установки кареток токарно-винторезных станков разных типов и размеров при обработке их поперечных направляющих чистовым строганием, шлифованием или скоростным чистовым финишным фрезерованием. Двухступенчатое основание 7 приспособления (рис. 8.5) — облегченной конструкции с пазами и ребрами жесткости. В трех пазах нижней его ступени, изготовленной из серого чугуна, установлены три домкрата, состоящие из подвижных опор с винтами // и регулировочными гайками 10. В среднем пазу также подвижно установлено зажимное устрой-
 189
189
Рис. 8.6. Приспособление для ремонта рабочих поверхностей шаботов молотов:
I —- направляющие, 2, 12 — планки, 3 — опоры, 4 — салазки, 5 — коробка подач, 6 — электродвигатель, 7, 14 — винты, 8 — траверса, 9 — маховик,. 10 — фрезерная головка,
II — реечное зацепление, 13 ^- кронштейны
ство, которое состоит из болта, ввинченного в подвижную гайку, и упорного винта с подпятником и клеммой. На нижней ступени основания неподвижно закреплена верхняя ступень, представляющая собой каленую опорную площадку с тремя Т-образными пазами 5, в каждом из которых подвижно размещены гайки с винтами. При использовании приспособление устанавливают на столе станка и размещают на нем подлежащую обработке каретку, поверхность 6 которой (для крепления фартука) базируется на верхнюю опорную площадку и закрепляется на ней винтами и гайками через отверстия 8 каретки, предназначенные для крепления фартука и совпадающие с одним или двумя пазами опорной площадки. Под поверхность 12 подводят подвижные домкраты и регулируют их гайками 10 так, чтобы обеспечить легкий подпор для исключения деформации каретки при закреплении ее зажимным устройством 14. С помощью индикатора (на рисунке не показан) выверяют поверхность 13 закрепленной каретки — она должна быть расположена параллельно движению стола в поперечном направлении (допускается отклонение до 0,03 мм на всей длине). Эту выверку можно осуществить по контрольной оправке, которую устанавливают в отверстие 5 каретки. После этого приспособление закрепляют на столе станка с помощью зажимного устройства и винтов с гайками.
Поперечные направляющие типа «ласточкин хвост» предпочтительно обрабатывать скоростным фрезерованием специальной угловой фрезой 15 с режущими пластинками из твердого сплава (скорость резания 4—5 м/с; подача 300 мм/мин). Сначала за один или два рабочих хода обрабатывают одновременно поверхности / и 2, затем 3 и 4 (или наоборот). Достигаемая точность обработки находится в пределах 0,01—0,03 мм, а шероховатость поверхностей Ка 1,25. Поперечные направляющие после обработки оказываются взаимно параллельными, а также параллельными оси отверстия 8 и поверхности с пазами 9.
Применение рассмотренного приспособления позволяет значительно сократить трудоемкость восстановления изношенных направляющих кареток, а также исключает необходимость изготовления и применения контрольных оправок, обычно устанавливаемых в отверстие 5 для восстановления параллельности направляющих оси винта. На установку приспособления и каретки затрачивают 10—15 мин и примерно столько же — на обработку поверхностей.
Приспособление для ремонта рабочих поверхностей шаботов молотов.
При ремонте крупных шаботов на месте их эксплуатации применяют специальные механизированные приспособления, одно из которых показано на рис. 8.6. Фрезерная головка 10 приспособления перемещается по траверсе 5 электродвигателем 6 через коробку передач 5 и винт 7 с гайкой. Головку вместе с траверсой можно устанавливать под углом к вертикальной плоскости (вдоль направляющих — рельсов /) с помощью салазок 4, скользящих по сферической поверхности опор 3. Кроме того, траверса может быть повернута под углом и в горизонтальной плоскости, так как соединена с салазками 4 круглыми цапфами. Траверсу с опорами 3 перемещают по направляющим 1 вручную с помощью реечного зацепления 11. Монтаж и наладку приспособления начинают с крепления к шаботу планок 12. Для этого в шаботе выполняют резьбовые отверстия и крепят болтами планки, к которым прикрепляют кронштейны 13 с находящимися в них винтами 14, выполненными заодно с опорами. На опоры укладывают направляющие 1, положение которых выверяют винтами 14 по уровню, и закрепляют планками 2. Приспособление устанавливают на направляющие и выверяют на параллельность его перемещения поверхностям, подлежащим обработке, и по уровню.
Приспособление, работающее торцовой фрезой, дает возможность обрабатывать горизонтальные, вертикальные и наклонные поверхности шабота; для подачи фрезы служит маховик 9. Обработку поверхностей выполняют частями (полосами), соответствующими диаметру или ширине фрезы. После завершения первого рабочего хода приспособление перемещают с помощью реечного зацепления 11 и затем обрабатывают следующую полосу поверхности. Вертикальные и наклонные поверхности обрабатывают радиальными фрезами.
Контроль точности ремонтных операций
Большое значение для повышения качества технического обслуживания и ремонта имеет контроль отклонений деталей и сборочных единиц оборудования от геометрических форм, так как от точности показателей прямолинейности, плоскостности, перпендикулярности, параллельности поверхностей, перекосов направляющих, округлости и соосности отверстий цапф, осей и других зависят как точность движения рабочих органов станка совместно с заготовкой и инструментом, так и точность формы, постоянство размеров и соответствие шероховатости поверхности обработанного изделия заданной. В результате измерения направляющих определяют действительную их форму на любых стадиях ремонта или монтажа; эта операция является неотъемлемой частью технологического процесса.
Методы и средства измерения прямолинейности, используемые при ремонте, разделяют на две основные группы:
1) предназначенные для измерения линейных величин, определяющих положения конкретных площадок поверхности направляющей относительно исходной прямой линии;
2) предназначенные для измерения угловых величин (в том числе перпендикулярности), определяющих углы наклона отдельных участков направляющей, ограниченных элементарными площадками, относительно исходной прямой линии. Практически исходной прямой может служить контрольная линейка, струна, линия визирования. Точность отремонтированного станка зависит в основном от восстановления геометрической точности базовых деталей и их взаимного расположения. Проверка точности обеспечивается гидростатическими, оптическими, механическими и другими измерительными инструментами, объединенными с различными приспособлениями, расширяющими возможности их использования.
 |
Рис. 8.7. Универсальный мостик:
/, 2, 3 — подпятники, 4, 9 — корытообразные площадки, 5, 10 — колонки, 6 — стойка, 7 — барашки, 8 — зеркало
Источник
Инструмент и приспособления, применяемые при ТО и ремонте
Инструменты и приспособления хранят в стационарных стеллажах или шкафах, передвижных тележках или тележках-стеллажах, переносных ящиках.
Слесарные верстаки применяются на различных рабочих местах. Верстак состоит из рабочего стола, на котором могут быть установлены тиски и другие приспособления, выдвижных ящиков для хранения инструментов и приспособлений, защитного щита и полок.
Съёмники (рис 1.16.) применяются для монтажа-демонтажа трудноснимаемых и монтируемых сопряженных деталей.
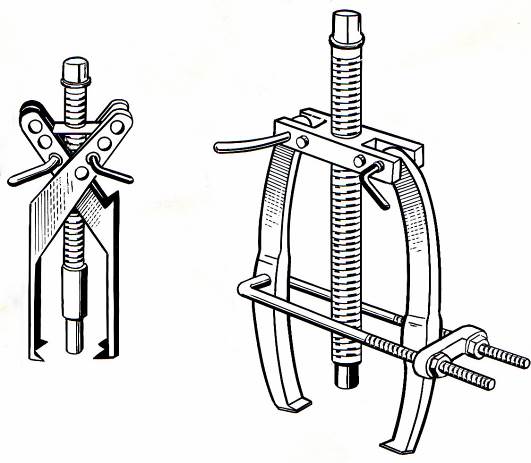
Рис. 1.16. Съемники
Для отворачивания крепежа, подвергшегося сильной коррозии, применяют приспособление (рис 1.17), состоящее из газового ключа и торцовой головки. Отворачиваемая деталь зажимается между головкой и верхней частью зева торцового ключа. Такая конструкция обеспечивает большой момент при отворачивании и надежный захват.
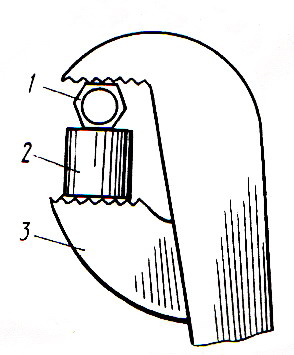
Рис. 1.17. Приспособление для отворачивания коррозионного крепежа:
1 – отворачиваемая деталь; 2 – торцовая головка; 3 – газовый ключ
Для отворачивания гайки или болта со сбитыми гранями используют следующие приспособления:
· эксцентриковый ключ (рис. 1.18.) для гаек M10…М22 и шпилек диаметром до 14 мм (при размерах ключа, указанных на рисунке), выступающих над деталью не менее чем на 16 мм. Ключ состоит из корпуса, в котором расположен эксцентриковый ролик, выполненный как одно целое с валиком. На него надета рукоятка. Чтобы отвернуть гайку, нужно надеть на нее корпус. В корпусе она будет прочно удерживаться с помощью ролика, зубья которого врежутся в тело гайки;
· цепной ключ (рис. 1.19.), состоящий из ручки и отрезка роликовой цепи, один конец которой прикреплен к концу ручки, а другой пропущен через прямоугольное отверстие ручки.
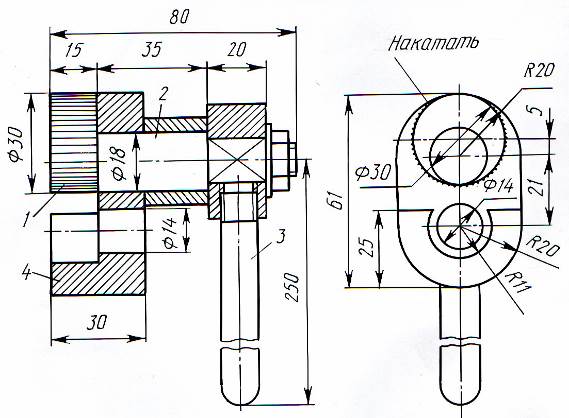
Рис. 1.18. Эксцентриковый ключ:
1 – эксцентриковый ролик; 2 – валик; 3 – рукоятка; 4 – корпус
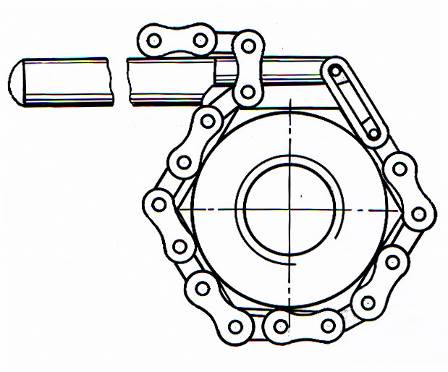
Рис. 1.19. Цепной ключ
Для тугосидящих винтов и шурупов, а также для работы в труднодоступных местах применяются специальные отвертки:
· обычная одновременно с молотком, которым постукивают по ручке отвертки рывками и в такт ударам пытаются стронуть с места винт или шуруп;
· с боковыми ребрами (рис. 1.20, а), обеспечивающими большую прочность лезвия;
· с поперечиной, приваренной к стержню вверху (рис. 1.20, б) или в средней части (рис. 1.20, в);
· с гайкой, приваренной к стержню (рис. 1.20, г);
· с лысками на стержне под гаечный ключ;
· с откидывающейся скобой, которая используется в качестве рычага;
· отвертку-наконечник, которая вставляется в торцовый ключ (рис. 1.20, д); чтобы отвертка не выпадала из ключа, делают разрез, а шестигранник отвертки разводят на 0,4 мм;
· ударная (рис. 1.20, е), состоящая из двух соединенных друг с другом подпружиненным штифтом стержней, на торцах которых нарезаны зубья с одной скошенной стороной. В нижний полый стержень вставляется отвертка, которая при ударе резко проворачивает тугосидящий винт;
· с вильчатым захватом (рис. 1.21, а), состоящая из планки 2 с загнутым разрезным концом. На стержень отвертки 7 надета пружина 3, которая одним концом упирается в планку, а вторым – в штифт 4, закрепленный на стержне отвертки. При использовании отвертки головка винта захватывается разрезным концом планки, а в прорезь головки устанавливается лезвие отвертки;
· с лезвием, выполненным в виде двух плоских пружин (рис. 1.21, б). В нерабочем положении пружины разведены в разные стороны. Для установки винта пружины сжимаются и вводятся в прорезь головки винта. Окончательно винт затягивается обычной отверткой;
· с изгибающимся стержнем для работы с винтами, установленными в углах или других труднодоступных местах; она состоит из двух шарнирно соединенных стержней (рис. 1.21, в), на которые сверху надета пружина.

Рис. 1.20. Отвертки для тугосидящих винтов:
а – с боковыми ребрами; б – с поперечиной, приваренной сверху; в – с поперечиной, приваренной в средней части; г – с гайкой, приваренной к стержню; д – отвертка-наконечник; е – ударная
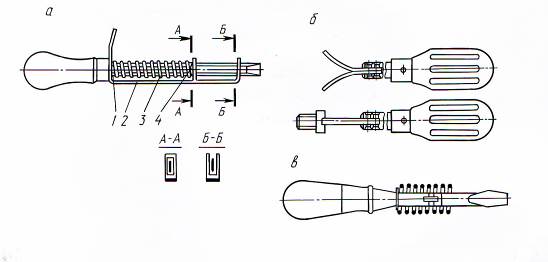
Рис. 1.21. Отвертки для работы в труднодоступных местах:
а – с вильчатым захватом; б – с плоскими пружинами; в – с изгибающимся стержнем; 1 – стержень отвертки; 2 – планка; 3 – пружина; 4 – штифт
Инструмент щипцового типа (рис. 1.22.) применяется для выполнения специфических операций при ТО и ремонте автомобилей. К такому инструменту относятся специальные пассатижи, щипцы, кусачки, зажимы, ножницы, захваты и др.
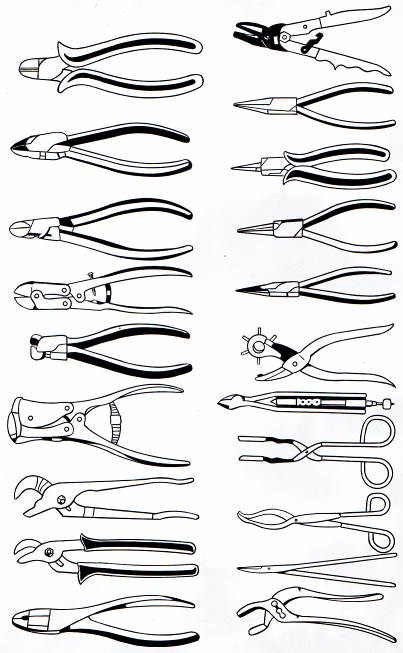
Рис. 1.22. Инструмент щипцового типа
Источник