Особенности механической обработки деталей при ремонте
К механическим видам обработки относятся главным образом такие, которые связаны с применением лезвийного инструмента (в том числе и абразивного), а к электрическим — электрохимический, электроабразивный, электроконтактный, электроэрозионный и др.
Механическая обработка при ремонте и восстановлении деталей имеет много общего с обработкой, применяемой при изготовлении новых деталей. Например, цилиндрические наружные поверхности можно получить обтачиванием, шлифованием, притиранием, полированием и деформированием, а внутренние — сверлением, развертыванием, растачиванием, притиранием, хонингованием, шлифованием, прошивкой и др. Плоские поверхности получают строганием, фрезерованием, опиливанием, шабрением, шлифованием и полированием.
Однако при ремонте и восстановлении деталей машин эти процессы имеют и некоторые особенности: у деталей приходится снимать обработкой неравномерный по толщине слой металла, так как изношенные детали обычно имеют неправильную геометрическую форму, а после наращивания — разный по толщине припуск на обработку. Кроме того, после некоторых способов наращивания (например, электроимпульсный, гальванический, некоторые виды наплавки и др.) поверхностный слой детали обычно имеет высокую твердость, что требует использования особых режимов резания и инструмента.
Большое разнообразие деталей и видов выполняемых работ при нецентрализованном и сравнительно небольшом общем объеме механической обработки приводит к необходимости использовать ограниченную номенклатуру станочного оборудования, применяя различные приспособления и инструменты.
У деталей в ряде случаев отсутствуют или повреждены базовые поверхности, относительно которых проводилась обработка деталей при их изготовлении. Поэтому требуется особый подход к выбору баз при установке деталей для обработки.
Выбор установочных баз. Установочные базы (поверхности), определяющие положение обрабатываемой детали относительно инструмента, подразделяют на основные и вспомогательные. Основные базы — это поверхности, определяющие положение детали в комплектной группе. Вспомогательные базы — специально созданные поверхности, определяющие положение детали при обработке. Эти базы могут быть в виде поверхностей центровых отверстий, специальных поверхностей, поясков у отверстий и т. д. Например, у коленчатого вала основными базами являются коренные шейки и посадочные места под маховик и шестерню, вспомогательными базами — центровые отверстия или пояски у краев отверстий.
Использование вспомогательных баз. Для установки деталей при обработке в первую очередь используют вспомогательные базы. Иногда поверхности вспомогательных баз могут быть деформированы. Поэтому перед установкой детали на станок они должны быть проверены и исправлены.
Если вспомогательные базы у деталей отсутствуют, а использовать изношенные основные поверхности не представляется возможным, приходится создавать временные вспомогательные базы. Для этого в зависимости от твердости материала и конструкции детали делают новые центровые отверстия в самой детали или в припаянных пробках из мягкой стали, либо протачивают центровые фаски у края внутренней поверхности отверстий (у валиков коромысел, поршневых пальцев, шкворней поворотных цапф) и т. д.
Использование наименее изношенных основных баз. Если у деталей вспомогательные базы отсутствуют, а создать их вновь не представляется возможным, то используют вначале наименее изношенные основные базы; затем обрабатывают одну из изношенных поверхностей и, используя ее как основную, обрабатывают остальные. Этот метод применим к таким деталям, как промежуточные (втулки, корпуса подшипников, ступицы) и базисные (корпуса коробок передач и заднего моста, блоки).
Использование вспомогательных баз сопрягаемой детали. Для этого необходимо обеспечить жесткую посадку обрабатываемой детали на сопрягаемой и использовать базу последней. Например, тормозной барабан автомобиля закрепляют на ступице колеса, которая жестко посажена на конусах оправки, установленной в центрах станка. В качестве базы для установки барабана используют внутренние поверхности наружных колец конических подшипников, впрессованных в ступицу.
Приспособления к токарным и сверлильным станкам. В ремонтных предприятиях наибольшее распространение получили токарно-винторезные и сверлильные станки. Для обработки на этих станках широкой номенклатуры деталей разнообразной формы и с различными установочными базами необходимо иметь специальные приспособления, которые должны обеспечить правильное закрепление деталей.
Приспособления для токарно-винторезных станков можно подразделить на следующие:
1) Шпиндельные приспособления закрепляют на шпинделе путем навертывания на его резьбу или вставляя в его конусные отверстия. К этому виду приспособлений относятся трех — и четырехкулачковые патроны. Трехкулачковые патроны используются главным образом при изготовлении деталей из заготовки. Они не обеспечивают точной установки. Четырехкулачковый патрон может обеспечить точность установки, но для этого требуется значительное время для выверки. Этих недостатков лишены цанговые патроны различных конструкций для крепления втулок при обработке их внутренних поверхностей, цанговые оправки для закрепления полых деталей (втулки, стаканы и корпуса подшипников и т. д.) при обработке наружных поверхностей.
2) Планшайбовые приспособления применяют для быстрой и точной установки на токарный станок деталей сложной конфигурации. С помощью этих приспособлений можно обрабатывать корпуса подшипников, ведущие диски главного фрикциона, детали водяного насоса и пр.
Центровые приспособления (в виде оправки), устанавливаемые в центры станка, используют для обработки наружных поверхностей пустотелых деталей (различные втулки, стаканы подшипников и др.).
На сверлильных станках для расточки внутренних и обточки наружных поверхностей используют резцовые оправки. Режимы резания. Обработку лезвийным инструментом деталей на ремонтные размеры перед восстановлением и обработку наращенных поверхностей ведут на режимах, применяемых в промышленности, с использованием скоростного резания, работы на больших подачах и т. д.
Обработка резанием поверхностей деталей, восстановленных наплавкой и сваркой, а также после хромирования и железнения, осложняется из-за их более высокой твердости и наличия больших неровностей и различных шлаковых включений, окислов, раковин и пор.
Рассверливание изношенных отверстий может осуществляться индивидуально, координатно или совместно в зависимости от технических требований.
Индивидуально отверстия рассверливают в том случае, когда несущественна точность их расположения относительно друг друга. У некоторых деталей оси всех отверстий как основной, так и сопрягаемой детали взаимосвязаны, смещение осей недопустимо и нельзя нарушить взаимозаменяемость. Такие отверстия рассверливают координатно с помощью кондукторов, сохраняя у них расстояния как между осями, так и от базовых поверхностей.
Например, кондукторные плиты используют для сверления отверстий в блоках двигателей под болты кожуха маховика после постановки пробок, для сверления отверстий во фланцах коленчатых валов и др.
Совместное рассверливание применяют для деталей, скрепляемых болтами и имеющих установочные штифты. При износе отверстий под штифты (в задней балке, в кожухе муфты сцепления и др.) детали совмещают штифтами, скрепляют болтами, убирают штифты и совместно рассверливают или развертывают изношенные отверстия.
Развертывание изношенных отверстий применяют как конечную операцию после рассверливания или растачивания и как самостоятельную операцию при малых величинах припуска на обработку. Развертывают отверстия под установочные штифты, болты и шпильки, отверстия на ремонтный размер в бобышках поршня и т. п.
На ремонтных предприятиях используют как нерегулируемые — для работы на станках, так и регулируемые развертки — для работы вручную.
Шлифование является наиболее распространенным способом чистовой обработки восстанавливаемых деталей, когда требуется получить точность 6, 7 и 8 квалитетов и шероховатость поверхности порядка 0,2. 0,6 мкм.
После шлифования наружные цилиндрические поверхности можно обрабатывать (полировать) абразивными и алмазными бесконечными лентами на том же станке с помощью специального приспособления.
Полирование абразивными и алмазными бесконечными лентами дает возможность получить шероховатость поверхности выше исходной, обрабатывать не только основную цилиндрическую поверхность, но и радиусы перехода у галтелей.
Притирка пастами обеспечивает шероховатость поверхности от 0,08 мкм до 0,025 мкм и точность в пределах 1. 3 мкм. Эту операцию применяют для удаления небольших износов с поверхности особо точных деталей (плунжерных пар), а также для точной подгонки одной детали к другой.
Процесс ведется притирами из перлитного чугуна с использованием паст Государственного оптического института (ГОИ), содержащих зерна окиси хрома.
Хонингование и суперфиниширование применяют для получения поверхности с малой шероховатостью. При хонинговании абразивные бруски закрепляют в головке, которая совершает вращательное и возвратно-поступательное движение. Хонингование используют для обработки внутренних поверхностей, например для обработки поверхности гильз и цилиндров, нижней головки шатуна и т. д. Шероховатость поверхности после хонингования подходящая. Наружные поверхности обрабатывают колеблющимися и одновременно движущимися вдоль вращающейся детали брусками (суперфиниширование). В процессе хонингования и суперфиниширования деталь обильно поливают охлаждающей жидкостью.
Алмазное хонингование применяют при обработке поверхностей стальных, чугунных деталей и чистовой обработке хромовых и железных покрытий. Алмазное хонингование улучшает чистоту поверхности на два класса и точность обработки в 1,5. 2 раза по сравнению с абразивным.
Перспективными операциями для получения высокого класса чистоты и упрочнения при обработке поверхностей после наращивания являются также методы поверхностного пластического деформирования раскатками (шариковыми и роликовыми) или выглаживанием с помощью приспособлений.
При выглаживании упрочняется поверхностный слой и на 2. 4 класса снижается шероховатость поверхности по сравнению с исходной. При выглаживании и упрочнении в качестве смазочно-охлаждающей жидкости используют масло. При алмазном выглаживании алмаз впаивается в оправу.
Восстановление и ремонт резьбовых поверхностей. Изношенные резьбовые поверхности на валах восстанавливают электродуговой или газовой наплавкой вручную с последующим нарезанием резьбы номинального размера. На валах с резьбой более можно применять вибродуговую наплавку по впадинам резьбы в среде пара без предварительной проточки. При ручной наплавке старую резьбу следует удалить проточкой для улучшения качества наплавленного слоя.
Изношенную резьбу в отверстиях деталей восстанавливают постановкой резьбовых спиральных вставок. Технология состоит из рассверливания резьбового отверстия на больший диаметр, нарезания резьбы в отверстии под резьбовую вставку, ввертывания спиральной вставки в отверстие детали монтажным ключом, удаления технологического поводка у вставки специальным бородком, контроля восстановленной резьбы.
Постановка резьбовых вставок увеличивает ресурс и надежность резьбовых соединений, особенно в алюминиевых и чугунных деталях.
Ремонтируют также изношенные резьбы на валах проточкой и нарезанием резьбы уменьшенного ремонтного размера, а в отверстии расточкой (или сверлением) и нарезанием резьбы увеличенного размера. При рассверливании, если допускается смещение оси отверстия, сверло направляют по старому отверстию. Если же ось нельзя смещать, то пользуются кондукторными приспособлениями. После нарезания резьчатая шпилька: ввертыша (пробки) в отверстия увеличенного размера ставят соответствующего размера болты или шпильки.
В ряде случаев, когда отверстие в сопрягаемой детали нельзя увеличить, шпильки изготовляют ступенчатыми. Если резьбу в отверстии на больший размер нарезать нельзя, устанавливают резьбовые пробки, в которых изготовляют резьбу номинального размера.
Изношенные резьбовые отверстия в стальных и алюминиевых деталях можно полностью заварить и обработать под номинальную резьбу. Для восстановления плотности резьбового соединения применяют клеи и составы на основе эпоксидных смол, вводя их в сопряжение при завертывании.
Ремонт трещин в корпусных деталях фигурными вставками. Технология постановки фигурных вставок состоит из подготовки детали под вставку, установки ее и зачистки отремонтированной поверхности.
Фигурные вставки в виде профилированной ленты из малоуглеродистой стали бывают двух видов: уплотняющие и стягивающие.
Электрические методы обработки. Для обработки высокотвердых поверхностей после наращивания (наплавка высокотвердыми электродами, порошковыми электродами, железнение, плазменное напыление, хромирование и др.) все большее распространение начинают получать электрические методы обработки.
Электрохимическая обработка — это процесс анодного растворения металла с поверхности детали. Процесс мало зависит от твердости, прочности и других механических свойств обрабатываемого металла.
Источник
Ремонтные и монтажные приспособления
Высококачественный ремонт и техническое обслуживание оборудования возможны только при своевременном и достаточном их обеспечении всеми необходимыми средствами, к которым относятся ремонтные инструменты, оборудование, приспособления и материалы, а также организационная оснастка.
Приспособлением называют устройство, обеспечивающее быстрое и надежное крепление обрабатываемой детали, позволяющее механизировать отдельные операции (например, сборка или разборка машины). При ремонте и монтаже используют следующие приспособления. Для удержания обрабатываемых предметов в необходимом положении применяются тиски стульевые и параллельные. Стульевые тиски (рис. 5.15, а)применяются для грубых слесарных работ, они просты и прочны в работе.

а -стульевые тиски; б — параллельные тиски; в — прижим; г — шлифовальный хомут;
д — трещоточная скоба с трещоткой;
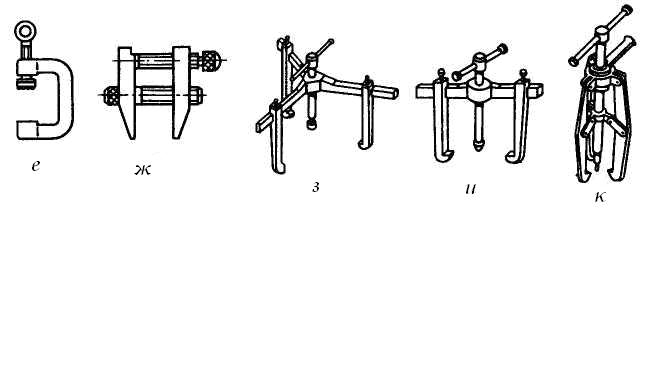
е — струбцина скобообразная; ж — струбцина
параллельная; з — съемник трехлапый; и — съемник двухлапый;
к — съемник универсальный.
Рис. 5.15. Ремонтные приспособления
Параллельные тиски (рис. 5.15, б)применяют для точных работ, выполняемых без нанесения резких ударов. Чтобы при сильном зажатии в тисках не повредить поверхности детали, употребляют вставные губки, изготовляемые из латуни, листовой меди, алюминия и других нетвердых металлов. Для закрепления цилиндрических деталей, заготовок и труб применяют прижимы (рис. 5.15, в).
К числу приспособлений для удерживания инструмента принадлежат клуппы, леркодержатели, ножовочные станки, ручные дрели, скобы трещоточные (рис. 5.15, д), резцовые хомуты, шлифовальные хомуты (рис. 5.15, г).
Струбцины (рис. 5.15, е, ж) применяются для закрепления деталей.
Двух-, трехлапные и универсальные съемники (рис. 5.15, з, и, к,)применяются для спрессовьдвания с валов шкивов, зубчатых колес, звездочек, полумуфт, подшипников качения и других деталей. Съемники бывают механического, гидравлического и пневматического действия.
Трубогибы применяются для гнутья труб в холодном и горячем состоянии. Различают ручные трубогибы (рис. 5.16) и с приводом механического или гидравлического действия.

Рис. 5.16. Приспособление для ручного гнутья труб (одноручьевой станок)
Для выемки букс вентилей, гнезд клапанов, гильз и тому подобных плотно насаженных или запрессованных деталей применяют специальное приспособление, изображенное на рис. 5.17. Через опору и укрепленную на ней гайку 2 проходит винт 1, имеющий ленточную резьбу. К винту прикреплена рейка 3 с поводками 4 и двумя зубчатыми планками 5, перемещающимися вдоль поводков. Поводки имеют внутренний 6 и наружный 7 выступы. В зависимости от диаметра букс поводки вместе с зубчатыми планками можно раздвигать или сдвигать. Для выемки буксы приспособление устанавливают на фланец вентиля, поводки опускают внутрь, раздвигают по диаметру буксы и вывинчивают винт, который тянет поводки и с ними буксу.
Прибор для проточки гнезд вентилей на месте применяется в целях устранения трудоемких операций по снятию с места, переноске в мастерскую для проточки и последующей установки на место вентилей и клапанов (рис. 5.18). На самоцентрующем трехкулачном патроне 1 креплены две металлические стойки 8 с бугелем 7, имеющим ленточную резьбу в отверстии 6. Проточку производят при помощи валика-борштанги 9, в нижней части которого укреплен резец 11, а в верхней установлена рукоятка для вращения при проточке. Поступательное и возвратное движение валика-борштанги осуществляется при помощи пустотелого винта 5 с наружной ленточной резьбой, ввернутого в центре бугеля и закрепленного на валике между заточкой 2 и стопорным кольцом 4. В центре патрона плотно насажена бронзовая втулка 10 с внутренним отверстием, равным диаметру валика-борштанги. Подача резца (опускание и поднятие валика-борштанги) производится ключом, который накладывается на квадрат 3 верхней части пустотелого винта 5.
Прибор укрепляют на корпусе вентиля при помощи кулачно-самоцентрирующего патрона. Применение этого прибора значительно сокращает расход рабочей силы и освобождает токарные станки для других работ. Протачивать гнезда вентилей на месте можно и с помощью электродрели.
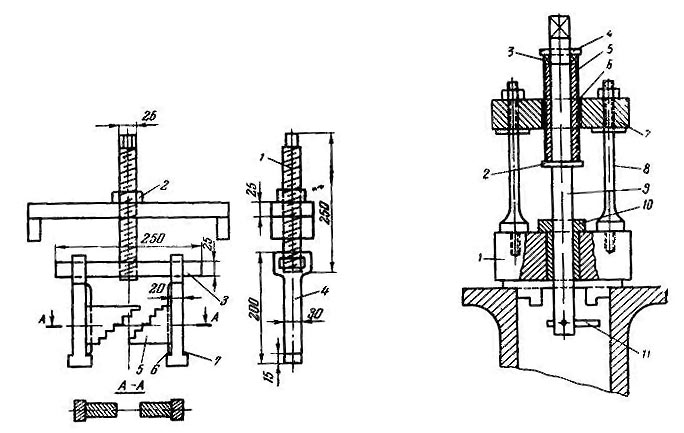
| Рис. 5.17. Приспособление для выемки букс | Рис. 5.18. Прибор для проточки гнезд вентилей |
Приспособление для вырезки прокладок (рис. 5.19) состоит из конического хвостовика 3, который закрепляют в патроне сверлильного станка, двух направляющих стержней 1 для перемещения двух пар стопорных колец 2, служащих для фиксирования двух дисковых ножей 5 (А и В) и настройки приспособления на определенные внутренний и наружный диаметры вырезаемой прокладки. Ножи в определенном положении закрепляют стопорными кольцами 2 с помощью винтов 4. Упор 6 служит для фиксирования заготовки. При вырезке прокладки приспособление опускают на заготовку прокладки и фиксируют ее упором 6. За счет вращения приспособления вокруг оси хвостовика 3 нож А вырезает наружную сторону прокладки, а нож В — внутреннюю. При разметке заготовки диаметр внутреннего отверстия вырезаемой прокладки должен быть немного больше внутреннего отверстия трубы, так как при сжатии прокладки (например, при сборке фланцевого соединения) ее внутренний диаметр уменьшается.

1 — направляющий стержень; 2 — стопорные кольца; 3 — конический хвостовик;
4 — фиксирующие винты; 5 — дисковый нож (А и В -наружный и внутренний ножи);
Рис. 5.19. Приспособление для вырезки прокладок
Ремонтные материалы
Материалы, применяемые для ремонта должны обладать высокой механической прочностью и химической стойкостью, а также обеспечивать плотность соединений после ремонта. Они должны быть недорогими, доступными для использования в условиях ремонтно-механических мастерских предприятия. Кроме того, ремонтные материалы не должны оказывать вредного действия на продукт, взаимодействовать с воздухом, водой, моющими и дезинфицирующими растворами. Материалы с сильным запахом (керосин и др.) разрешается использовать только вне помещения производственных участков.
При ремонте используют основные и вспомогательные материалы.
Основные материалы.Основные материалы применяют для изготовления деталей при ремонте оборудования. Большее распространение получили следующие материалы: сталь марок Х18Н9Т, Х17, Х25Т и др.; алюминий марок А000, Al, А2, A3; не содержащая олова бронза (алюминиевая, марганцовистая); пластмассы (полипропилен, винипласт, волокнит и др.).
Вспомогательные материалы. К вспомогательным относятся материалы, применяемые при выполнении ремонтных операций: прокладочные и набивочные материалы, химикаты для мойки деталей (сода и др.), обтирочные материалы (ветошь, марля и др.), шлифовальная шкурка, припои, электроды, смазочные масла, лаки и краски.
Прокладочные материалы. Они служат для уплотнения фланцевых соединений трубопроводов, деталей арматуры и аппаратуры. Применяют следующие прокладочные материалы:
пищевая резина — для изготовления прокладок пастеризаторов, охладителей, смотровых и осветительных окон и люков. Ее выпускают в виде листов, шнуров круглого, квадратного, прямоугольного, трапецеидального и фигурного профиля, а также колец и манжет;
бумага и картон — для устранения просачивания смазочных масел, например, в редукторах;
асбест — для изоляции паропроводов и др., т. е. в соединениях, работающих при высоких температурах. Асбест выпускают в виде листов, пучков волокон, шнуров, лент, крошки;
паронит — для прокладок во фланцевых соединениях трубопроводов, в паровых котлах и др., т. е. в оборудовании, работающем при высоких давлениях и температурах. При температуре до 185° С вместо паронита применяют клингерит (смесь асбеста с графитом, суриком, каучуком и окисью железа). Для лучшего уплотнения клиигеритовые прокладки перед установкой смазывают консистентной смазкой, белилами, жидким стеклом или свинцовым суриком. Свинцовый сурик является ядовитым веществом, поэтому работа с ним требует особой осторожности;
стальная, латунная или алюминиевая фольга — для изготовления прокладок в подшипниках скольжения;
войлок и технический фетр — для изготовления уплотнений в сальниках для защиты их от попадания воды и продукта.
Прокладочные материалы выбирают в зависимости от условий работы уплотняемого соединения: среды (вода, рассол, пар, аммиак, воздух и др.) и параметров работы (давление, температура).
Набивочные материалы. Эти материалы в основном применяют для уплотнения арматуры трубопроводов общего назначения и сальников. Выпускают набивки в виде шнуров круглого и квадратного сечения, сплетенных из хлопчатобумажной нити, льняной, пеньковой или джутовой пряжи и из асбестовой нити. Набивки могут быть сухие и пропитанные, что указывается в их марках, например: ХБС — хлопчатобумажная сухая, ХБП — хлопчатобумажная пропитанная, ПС — пеньковая сухая и т. д.
Лаки. Их используют при ремонте оборудования для пропитки изоляционных материалов, образования защитной пленки на деталях и склеивания изоляционных материалов. В зависимости от химического состава лаки делятся на масляные, битумные, асфальтовые, смоляные и кремнийорганические.
Краски. В основном применяют масляные и эмалевые краски. Масляные краски получают путем растирания сухих красок — пигментов — на маслах или олифах до густотертой пастообразной консистенции. В качестве грунта перед окраской металла и дерева используют железный и свинцовый сурик. Водостойкие покрытия металла производят свинцовыми и цинковыми белилами. Эмалевые краски состоят из смеси красителей с масляными лаками. После высыхания эмалевой краски получается твердое глянцевое покрытие, похожее на эмаль.
Для сварки применяют следующие материалы: для ацетилено-кислородной сварки и резки металлов — карбид, кислород в баллонах, ацетилен в баллонах; для прочих видов газовой сварки — аргон технический, углекислый газ и др.; для резки металлов — пропанбутан. Для электродуговой сварки электроды поступают в готовом виде.
Источник