- дипломная работа Технология ремонта цилиндропоршневой группы автомобиля с разработкой приспособления для выпрессовки поршневых пальцев
- Разработка технологического процесса ремонта цилиндропоршневой группы двигателя и приспособления для выпрессовки поршневых пальцев. Диагностика неисправностей двигателя по состоянию выхлопа. Расчет прочностных характеристик проектируемого приспособления.
- Подобные документы
- Приспособления
- Модернизация приспособления – пневматическое приспособление для притирки клапанов
- Приспособление для притирки посадочных отверстий гидрораспределителей
- Приспособление для сборки-разборки и ремонта стартера автомобиля
- Приспособление для выпресовки сальникового уплотнения рулевого механизма трактора Беларус-82
- Разработка приспособления для откручивания и закручивания шпилек
- Приспособление для правки кузовов
- Приспособление для правки кузовов
дипломная работа Технология ремонта цилиндропоршневой группы автомобиля с разработкой приспособления для выпрессовки поршневых пальцев
Разработка технологического процесса ремонта цилиндропоршневой группы двигателя и приспособления для выпрессовки поршневых пальцев. Диагностика неисправностей двигателя по состоянию выхлопа. Расчет прочностных характеристик проектируемого приспособления.
Нажав на кнопку «Скачать архив», вы скачаете нужный вам файл совершенно бесплатно.
Перед скачиванием данного файла вспомните о тех хороших рефератах, контрольных, курсовых, дипломных работах, статьях и других документах, которые лежат невостребованными в вашем компьютере. Это ваш труд, он должен участвовать в развитии общества и приносить пользу людям. Найдите эти работы и отправьте в базу знаний.
Мы и все студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будем вам очень благодарны.
Чтобы скачать архив с документом, в поле, расположенное ниже, впишите пятизначное число и нажмите кнопку «Скачать архив»
| Рубрика | Транспорт |
| Вид | дипломная работа |
| Язык | русский |
| Дата добавления | 08.07.2013 |
| Размер файла | 2,1 M |

Подобные документы
Исследование топливной системы автомобиля КамАЗ-5320, возможные неисправности. Составление схемы технологического процесса ремонтных работ, охрана труда при ремонте в АТП. Выбор приспособления для упрощения процесса опрессовки плунжерных пар ТНВД.
курсовая работа [2,4 M], добавлен 23.11.2010
Субъективные и инструментальные методы диагностирования двигателей. Описание внешних проявлений неисправностей деталей цилиндропоршневой группы. Выявление скрытых дефектов путем применения физико-химического и спектрального анализов картерного масла.
курсовая работа [813,0 K], добавлен 17.03.2011
Особенности конструкции двигателя 5EFE. Неисправности кривошипно-шатунного и газораспределительного механизма. Виды поломок системы смазки, охлаждения и питания. Диагностика и технология ремонта неисправностей двигателя 5EFE, его техническое обслуживание.
дипломная работа [4,8 M], добавлен 12.06.2014
Изучение конструкции деталей кривошипно-шатунного механизма двигателя, размеров монтажных зазоров между юбкой поршня и цилиндром, поршневых пальцев и верхней головкой шатуна, поршневым пальцем и бобышкой поршня, конструкцией поршневых колец и шатуном.
практическая работа [1,5 M], добавлен 03.06.2008
Оценка технологического состояния агрегатов тракторов и автомобилей. Разработка диагностирования газораспределительного механизма двигателя. Расчет прямых и накладных затрат, себестоимости ремонта одного двигателя. Планировка производственного корпуса.
курсовая работа [106,9 K], добавлен 05.02.2015
Характеристика автомобиля ЗИЛ-131. Ремонтный чертеж коленчатого вала двигателя и условия его работы. Схема технологического процесса устранения группы дефектов коленчатого вала двигателя автомобиля. Расчет количества основного оборудования на участке.
курсовая работа [1,2 M], добавлен 11.10.2013
Расчет размера производственной партии ремонтируемой детали и разработка технологического процесса починки. Выбор установочных баз и составление планово-технических операций. Определение прочности наиболее ответственной части деталей приспособления.
курсовая работа [133,0 K], добавлен 09.02.2011
Источник
Приспособления
Модернизация приспособления – пневматическое приспособление для притирки клапанов
Существует ещё один способ притирки клапанов. Он осуществляется с помощью пневматического приспособления. Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан – происходит притирка. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели и в разы быстрей ручной притирки – для притирки одного клапана достаточно всего нескольких минут. Главные преимущества: очень высокая скорость работы, простота и удобство использования.
Исходя из выше перечисленного, оптимальным вариантом является притирка клапанов с помощью пневматического приспособления. Модернизация данного приспособления позволит осуществлять притирку клапанов не только колебательным вращением вала, но и возвратно-поступательным движением. Тем самым будет происходить имитация работы клапана и, как следствие, затекание притирочной пасты. Это позволит произвести притирку клапанов с большей эффективностью.
После притирки необходимо проверить герметичность прилегания клапана к седлу. Плотность прилегания клапана к гнездам можно проверить следующим способами:
- проба на карандаш (нанести на фаску клапана риски карандашом и провернуть клапан в седле в ту или другую сторону);
- заливка керосина в патрубок головки цилиндров;
- проверка на герметичность по времени падения давления воздуха в камере, расположенной над клапаном.
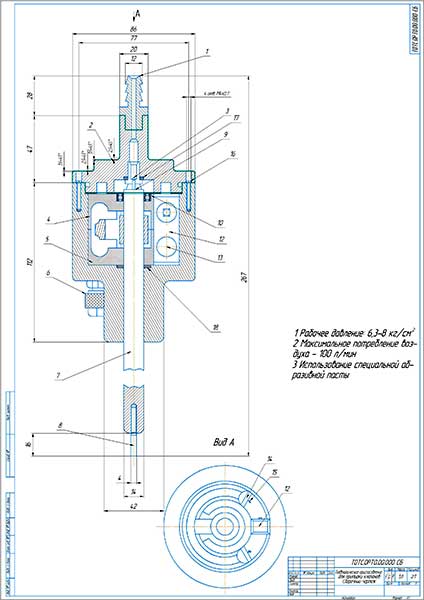
Приспособление состоит из соединительного ниппеля 1, к которому присоединяется шланг с сжатым воздухом, крышки 2, воздушного клапана 3, верхнего статора 4, нижнего статора 5, выхлопного штуцера 6, вала 7, наконечника 8, толкателя 9, упорного подшипника 10, клапанов 11 и 13, клапанной коробки 12, манжеты 14 и пружины 15.
Перед началом работы необходимо смазать подвижные части приспособления, залив через отверстие выхлопного штуцера 6 несколько капель жидкого масла.
Под тарелку притираемого клапана установить амортизирующую пружину, вставить клапан в направляющую втулку и нанести на фаску седла клапана притирочную пасту.
Установить приспособление наконечником или присосом на тарелку клапана и нажать на кнопку.
При нажатии на кнопку, вал 7 и толкатель 9 поднимаясь, открывают доступ воздуха через штуцер клапана 3 к клапанной коробке 12 и рабочей камере статора 4 и 5. Перекрывая клапаны 11 и 13 пружинами 15, сжатый воздух поступает то в одну, то в другую часть рабочей камеры статора. Тем самым осуществляется колебательное вращение и возвратно-поступательное движение вала. При прекращении нажатия доступ воздуха через клапан 3 перекрывается и колебания прекращаются.
Пневматическое приспособление для притирки клапанов Сборочный чертеж
Приспособление для притирки посадочных отверстий гидрораспределителей
Одной из простых в обслуживании и изготовлении зажимами являются основанные на механической передаче. Они имеют больший КПД (коэффициент полезного действия), меньшие габариты и имеет низкую себестоимость. Например, наиболее распространенная система, в металлорежущих станках является передача винт-гайка. К преимуществам передачи «винт-гайка» относятся простота и компактность конструкции, большой выигрыш в силе, точность перемещений. Недостатки этой передачи: большая потеря на трение и связанный с этим малый КПД. Поэтому в проектируемом стенде для зажима будем использовать передачу винт-гайка.
Стенд для притирки посадочных отверстий гидрораспределителей состоит из вертикально-сверлильного станка 1, и зажимного приспособления 11 установленного на стол 8 станка и зажат к нему при помощи болтов.
Принцип действия стенда состоит в следующем. Первоначально, необходимо установить дефектный гидрораспределитель 7 между губками 11 и 14, регулируя при этом высоту установки с помощью прокладок (на рисунке не обозначен). При этом требуется установить (примерно) распределитель 7 так, чтобы ось обрабатываемого отверстия (под золотник) соответствовало оси притирочного инструмента. Предварительное расположение гидрораспределителя дает основу для окончательного закрепления разработанного приспособления.
После предварительной настройки, корпус распределителя 7 зажимают губками 11 и 14. Для этого сначала прокручивают рукояткой 6 доведя перемещение губки до упора, но не прижимают усилием. После этого перемещая ручку 10 эксцентрикового механизма 13 прижимают корпус 7 более усиленно. Во избежание повреждения корпуса распределителя губки 11 и 14 с внутренней стороны снабжены прорезиненными подкладками. Для выполнения операции притирки притирочную пасту предварительно наносят на притир и устанавливают в конус шпинделя вертикально сверлильного станка. Включив вращение с небольшой частотой и перемещая рукояткой 2 шпиндель станка в вертикальном направлении выполняется притирка отверстия золотника. В процессе притирки (оно может быть не долгим), останавливая обработку необходимо контролировать размер отверстия заранее настроенным нутромером или калибром.
Стенд для притирки посадочных отверстий гидрораспределителей Вид общий

Приспособление для сборки-разборки и ремонта стартера автомобиля
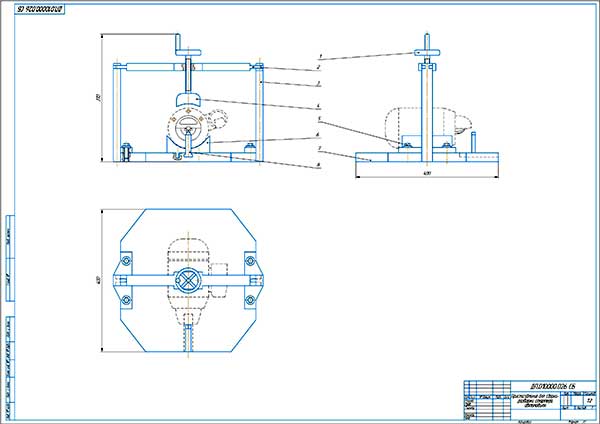
Приспособление предназначено для быстрой, удобной и безопасной разборки, сборки стартера, а также для проверки стартера в условиях полной фиксации.
Устройство приспособления: 1. Вентиль резьбовой шпильки, 2. Установочная рейка, 3. Стойки — 2 шт, 4. Прижимная призма, 5. Винт крепления — 2 шт, 6. Установочная призма, 7. Плита, 8. Фиксатор.
Робота приспособления: Снятый с автомобиля стартер устанавливается на установочную призму 6, центрируется к плите 7 и прижимной призме 4. Далее с помощью ручки 1, вкрученный в вентиль резьбовой шпильки опускаем прижимную призму 4 до упора в стартер дальше с помощью контргайки закрепляем высоту прижимной призмы 4.
Данная конструкция соответствует всем требованиям для разборки и сборки стартера. С точки зрения безопасности, конструкция соответствует требованиям по технике безопасности. Имеет простоту и надежность конструкции.
По сравнению с другими существующими конструкциями похоже типа работы, данное приспособление имеет следующие преимущества:
- Меньшее количество материалов;
- Простота изготовления;
- Простота сборки;
- Надежность закрепления стартера;
- Удобство в разборе и сборке стартера;
- Удобство в установке приспособления на верстак.
Приспособление для сборки-разборки и ремонта стартера автомобиля Сборочный чертеж
Приспособление для выпресовки сальникового уплотнения рулевого механизма трактора Беларус-82
Приспособление представленное в данном дипломном проекте предназначено для более быстрой и качественной выпресовки сальниковых уплотнений рулевого механизма трактора Беларус–82.
Приспособление состоит из:
- нажимного винта 1;
- основания 2;
- четырёх захватов 3;
- втулки 4;
- воротка 5;
- четырёх осей со шплинтами, соединяющих захваты с основанием 6,7.
Приспособление работает следующим образом: перед выпресовкой сальникового уплотнения захваты приспособления раздвигаются до нужного уровня, накручивая или откручивая втулку. Приподнимаем вал на нужную высоту и устанавливаем приспособление на вал, раздвигаем захваты при помощи втулки, упорный винт подвигается к торцу вала. После чего к воротку прикладываем необходимое усилие для выпресовки. В результате чего захваты стягивают сальниковое уплотнение.
Приспособление для выпресовки сальникового уплотнения рулевого механизма трактора Беларус-82

Разработка приспособления для откручивания и закручивания шпилек
В данной конструкторской разработке предоставлено устройство, позволяющее быстро закручивать и откручивать шпильки. При больших объемах ремонтно-монтажных работ это устройство позволит значительно экономить на закручивание и откручивание. В большинстве случаев это делается накручиванием на шпильку пары гаек, с их последующем снятием, что отнимает много времени.
В общих чертах устройство представляет собой штанговый зажим, приспособленный для захвата шпилек диаметром 12-20 мм, что позволит работать с большинством шпилек, применяемых в отечественных машинах и тракторах – шпильки крепления головок блока цилиндров, шпильки крепления автомобильных колес и др.
Основная часть устройства – корпус (1), к которому привинчивается пробка (4) с внутренней резьбой, в которую вворачивается силовой винт (5). На винт надета шайба с прорезями (6), которая приварена к силовому винту шайбой (7), при этом винт может вращаться независимо от шайбы (6). В прорези шайбы вставлены три зажимных губки (8). От прокручивания в корпусе губки фиксируются винтами, которые передвигаются в прорезях корпуса.
Работает устройство следующим образом: Вращением ручки (2) силовой винт выворачивается вверх. Вслед за ним движутся вверх, и раздвигаются зажимные губки. Затем устройство надевается на шпильку (или шпилька вставляется в отверстие корпуса), и вращением винта губки отпускаются, и скользя по конусообразной внутренней поверхности корпуса, снимаются, плавно зажимая шпильку.
После этого устройство вращается за ручки (3), и зажатая шпилька выкручивается (закручивается). Затем вращением силового винта шпильку отпускают.
Приспособление для откручивания и закручивания шпилек Сборочный чертеж
Источник
Приспособление для правки кузовов
Вмятины в панелях кузова и оперения, у которых металл после удара не растянут, чаще всего выравнивают методом выдавливания или вытягивания
Приспособление для правки кузовов
Другие дипломы по предмету
Резкое увеличение количества автомобилей в нашей стране за последнее десятилетие, а так же совершенствование их конструкции требует значительного увеличения числа сервисных станций по их обслуживанию ремонту.
Актуальность данного проекта заключается в том, что на данный момент огромное количество предприятий по ремонту автомобилей работают не соблюдая технологических процессов, ГОСТов и на несоответствующем оборудовании. В следствии этого качество ремонта значительно страдает от нехватки грамотно сконструированных приспособлений и механизмов.
Проектируемое приспособление предназначено для правки кузовов автомобилей получивших повреждения в результате аварий. Приспособление для правки кузовов выполнено на основе гидроцилиндра и имеет в комплект удлинительных штанг и насадок.
Трудоемкость ремонта значительно снижается в следствии широкого применения различного рода приспособлений, в частности проектируемого приспособления и комплекта штанг для вытяжки кузовов.
1. Анализ существующих конструкций
.1 Основные повреждения кузовов
В процессе эксплуатации элементы и узлы (сборочные единицы) кузова испытывают динамические нагрузки напряжением от изгиба в вертикальной плоскости и скручивания, нагрузки от собственной массы, массы груза и пассажиров. На кузов и его узлы воздействуют также значительные напряжения, образующиеся в результате колебаний его при движении по неровностям, толчках и ударах при наезде, а также вследствие погрешностей в балансировке вращающихся узлов, смещения центра тяжести в продольном и поперечном направлениях. Эти напряжения вызывают накопление усталости и приводят к разрушениям элементов кузова.
В кузовах автомобилей, поступающих в ремонт, встречаются:
·повреждения, появившиеся в результате нарастания изменении в состоянии кузова; к ним относится естественный износ, возникающий в процессе нормальной технической эксплуатации автомобиля, вследствие постоянного воздействия на кузов таких факторов, как коррозия, трение, упругая и пластическая деформация, и др.;
·повреждения, появление которых связано с действиями человека, конструктивными недоработками, нарушением норм обслуживания кузова и правил технической эксплуатации, а также вызвано транспортными происшествиями (авариями).
.1.1 Аварийные повреждения кузовов
Ниже приведены примеры аварийных повреждений кузовов при различных видах столкновений автомобилей. Наиболее сильные повреждения наносятся при фронтальных столкновениях передней частью кузова под углом 40-45о или сбоку между двумя транспортными средствами, движущимися навстречу. При таких столкновениях автомобиля особенно сильно разрушается передняя часть кузова, при этом действующие большие нагрузки в продольном, поперечном и вертикальном направлениях передаются всем смежным деталям каркаса и особенно его силовым элементам.
При фронтальном столкновении автомобиля передней частью кузова в районе левого переднего крыла, лонжерона и левой фары деформируются панель передка, крылья, капот, брызговики, передние лонжероны, рама ветрового окна и крыша. На рисунке это видно по линиям, указанным пунктиром. Вместе с тем невидимая деформация передается на передние, центральные и задние стойки с обеих сторон, переднюю и заднюю левые двери, левое заднее крыло и даже на заднюю панель багажника.
При ударе, нанесенном автомобилю в переднюю часть кузова под углом 40 — 45°, повреждаются передние крылья, капот, панель передка, брызговик, передние лонжероны. При ударе сбоку передней частью кузова в районе сопряжения передней панели с передней частью лонжерона и левого крыла деформируются оба передних крыла, панель передка, брызговики лонжерона, капот. Кроме того, под действием растягивающих усилий нарушается проем левой передней двери, а под воздействием сжимающих усилий деформируются проем правой двери и боковина левой передней двери. При этом на передние и центральные стойки передаются значительные силовые перегрузки, вызывающие их отклонения от первоначального положения.
При ударе сбоку передней стойкой кузова с левой стороны значительно деформируются левая передняя, стойка, рама ветрового окна, крыша, пол и лонжероны переднего пола, панель передка, капот, крылья, брызговики, передние лонжероны. При этом передняя часть кузова уводится влево; порог и верхняя часть правой боковины воспринимают растягивающие, а центральные и задние стоика — сжимающие нагрузки.
Наличие невидимых деформаций в силовых элементах кузова можно установить проведением замеров: по наличию перекосов в лицевых деталях, выступов одной детали относительно другой, недопустимых зазоров в сопряжениях проемов с дверями, капотом, крышкой багажника.
В результате аварии деформация распространяется по сопряженным элементам кузова, вызывая нарушение геометрии его проемов и базовых точек пола. Устранить такие повреждения, требующие замены большей части деталей и сложного ремонта, можно только с помощью специального оборудования, используя з ремонтных, операциях методы гидравлической и ручной правки с последующим контролем геометрии кузова.
1.1.2 Повреждения образующиеся при эксплуатации кузовов
В металлических кузовах встречаются также менее значительные повреждения, ухудшающие их внешний вид.
Вмятины появляются в результате остаточной деформации при ударе, неправильном ремонте, а также вследствие некачественной сборки частей кузова. Вмятины могут быть простыми, легко поддающимися ремонту, и сложными — с острыми загибами и складками, могут располагаться в труднодоступных для ремонта местах.
Трещины относятся к часто встречающимся повреждениям. Они могут появиться в любой детали кузова в результате перенапряжения металла (ударов, изгибов), а также вследствие непрочного соединения узлов и деталей и недостаточной прочности конструкции.
Разрывы и пробоины можно подразделить на простые, принимающие после правки металла вид нормальной трещины, и сложные, требующие при ремонте поврежденного места постановки заплат.
Обрывы в деталях кузова характеризуются величиной оторванной части панели или оперения. Большие обрывы часто устраняют постановкой новых вставок сложного профиля, а иногда производят полную замену детали. Растянутые поверхности металла различают по месту их нахождения: на поверхности панели в виде бугра и в отбортовках деталей (растянуты борта и кромки). Коррозия по своему внешнему проявлению может встречаться в виде равномерной, когда металл разрушается равномерно по всей поверхности, и местной, когда металл разрушается на отдельных участках; эта форма коррозии обнаруживается по темным пятнам или глубоким черным точкам на металле и более опасна, так как металл может в короткий срок разрушиться с образованием сквозных отверстий.
Нарушение сварных соединений встречается в узлах деталей, которые соединены точечной сваркой, и в сплошных сварных швах кузова.
Нарушение клепаных швов является результатом ослабления или среза заклепок, а также износа отверстий под болты и заклепки.
Прогибы, перекосы и скручивания обычно появляются в результате аварийной нагрузки. Перекосы бывают межузловые и в плоскости одного узла или детали (перекос в проеме кузова для двери, перекос в самой двери, прогиб в порогах пола). Износы отверстий и стержне и возникают в результате трения качения (оси и отверстия в петлях дверей) или ослабления крепления узла заклепками или болтами; износы поверхностей из-за систематической нагрузки, прилагаемой к поверхности, например при перевозке сыпучих абразивных грузов в кузовах автомобилей самосвалов.
В кузовах грузовых автомобилей с деревянными платформами наиболее часто встречаются механические повреждения (трещины, сколы, обломы, расшатанные соединения, поломка шипов, износ отверстий под болты и шурупы, расклейка склеенных соединении, прогибы брусков) и пороки (гниль, заражение грибком, солнечные и воздушные трещины) древесины. Конструктивные недоработки узлов кузова часто приводят не только к появлению повреждений, но осложняют их ремонт, а иногда и выполнение ремонтных операций вплоть до необходимости замены поврежденного узла новым. Конструктивные недоработки в кузове, осложняющие его ремонт, имеют место главным образом потому, что на автомобильных заводах недостаточно полно учитывают требования автотранспортных и авторемонтных предприятии к конструкции кузова.
1.2 Обзор конструкций
Приспособления для правки кузовов грузовых автомобилей делятся на два типа, универсальные и специальные. К специальным относятся автономные стенды стапели для правки, которые используются для правки кузовов определенных типоразмеров кузовов.
Универсальные приспособления применяются для правки кузовов всех типов автомобилей, к ним относятся различные приспособления, чаще всего ручные. Проектируемое мною приспособление для правки кузовов выполнено на основе гидроцилиндра и служит для вытяжки кузовов. По типу такие приспособления бывают с гидравлическим и винтовым приводом, рассмотрим их достоинства и недостатки в таблице 1.1. Сравнение вариантов приспособления для правки кузовов с винтовым и гидравлическим приводом
Наименование конструкцииТехническая характеристикаДостоинстваНедостаткиУправлениеРабочее усилие, кНСтоимость, тыс. руб.Приспособление для правки кузовов с винтовым приводом РучноеДо 123…5Простота устройства и обслуживания, низкая цена, малый весТребует значительных физических усилий при работе, низкая производительностьПриспособление для правки кузовов с гидравлическим приводомРучноеДо 206…8Высокое рабочее усилие, высокая производительность, точность позиционированияТребует специального обслуживания и знаний при эксплуатации, более высокая цена
Источник
