Ремонтные и монтажные приспособления
Высококачественный ремонт и техническое обслуживание оборудования возможны только при своевременном и достаточном их обеспечении всеми необходимыми средствами, к которым относятся ремонтные инструменты, оборудование, приспособления и материалы, а также организационная оснастка.
Приспособлением называют устройство, обеспечивающее быстрое и надежное крепление обрабатываемой детали, позволяющее механизировать отдельные операции (например, сборка или разборка машины). При ремонте и монтаже используют следующие приспособления. Для удержания обрабатываемых предметов в необходимом положении применяются тиски стульевые и параллельные. Стульевые тиски (рис. 5.15, а)применяются для грубых слесарных работ, они просты и прочны в работе.

а -стульевые тиски; б — параллельные тиски; в — прижим; г — шлифовальный хомут;
д — трещоточная скоба с трещоткой;
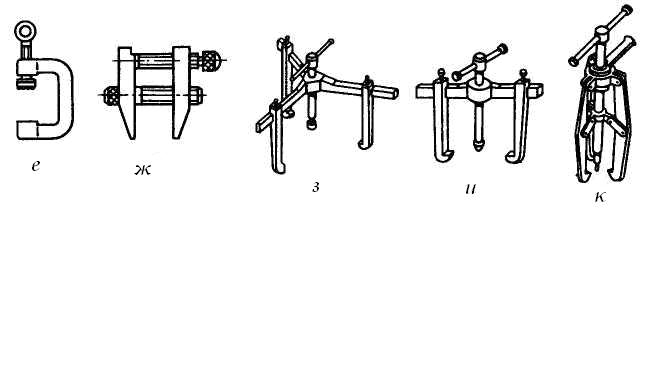
е — струбцина скобообразная; ж — струбцина
параллельная; з — съемник трехлапый; и — съемник двухлапый;
к — съемник универсальный.
Рис. 5.15. Ремонтные приспособления
Параллельные тиски (рис. 5.15, б)применяют для точных работ, выполняемых без нанесения резких ударов. Чтобы при сильном зажатии в тисках не повредить поверхности детали, употребляют вставные губки, изготовляемые из латуни, листовой меди, алюминия и других нетвердых металлов. Для закрепления цилиндрических деталей, заготовок и труб применяют прижимы (рис. 5.15, в).
К числу приспособлений для удерживания инструмента принадлежат клуппы, леркодержатели, ножовочные станки, ручные дрели, скобы трещоточные (рис. 5.15, д), резцовые хомуты, шлифовальные хомуты (рис. 5.15, г).
Струбцины (рис. 5.15, е, ж) применяются для закрепления деталей.
Двух-, трехлапные и универсальные съемники (рис. 5.15, з, и, к,)применяются для спрессовьдвания с валов шкивов, зубчатых колес, звездочек, полумуфт, подшипников качения и других деталей. Съемники бывают механического, гидравлического и пневматического действия.
Трубогибы применяются для гнутья труб в холодном и горячем состоянии. Различают ручные трубогибы (рис. 5.16) и с приводом механического или гидравлического действия.

Рис. 5.16. Приспособление для ручного гнутья труб (одноручьевой станок)
Для выемки букс вентилей, гнезд клапанов, гильз и тому подобных плотно насаженных или запрессованных деталей применяют специальное приспособление, изображенное на рис. 5.17. Через опору и укрепленную на ней гайку 2 проходит винт 1, имеющий ленточную резьбу. К винту прикреплена рейка 3 с поводками 4 и двумя зубчатыми планками 5, перемещающимися вдоль поводков. Поводки имеют внутренний 6 и наружный 7 выступы. В зависимости от диаметра букс поводки вместе с зубчатыми планками можно раздвигать или сдвигать. Для выемки буксы приспособление устанавливают на фланец вентиля, поводки опускают внутрь, раздвигают по диаметру буксы и вывинчивают винт, который тянет поводки и с ними буксу.
Прибор для проточки гнезд вентилей на месте применяется в целях устранения трудоемких операций по снятию с места, переноске в мастерскую для проточки и последующей установки на место вентилей и клапанов (рис. 5.18). На самоцентрующем трехкулачном патроне 1 креплены две металлические стойки 8 с бугелем 7, имеющим ленточную резьбу в отверстии 6. Проточку производят при помощи валика-борштанги 9, в нижней части которого укреплен резец 11, а в верхней установлена рукоятка для вращения при проточке. Поступательное и возвратное движение валика-борштанги осуществляется при помощи пустотелого винта 5 с наружной ленточной резьбой, ввернутого в центре бугеля и закрепленного на валике между заточкой 2 и стопорным кольцом 4. В центре патрона плотно насажена бронзовая втулка 10 с внутренним отверстием, равным диаметру валика-борштанги. Подача резца (опускание и поднятие валика-борштанги) производится ключом, который накладывается на квадрат 3 верхней части пустотелого винта 5.
Прибор укрепляют на корпусе вентиля при помощи кулачно-самоцентрирующего патрона. Применение этого прибора значительно сокращает расход рабочей силы и освобождает токарные станки для других работ. Протачивать гнезда вентилей на месте можно и с помощью электродрели.
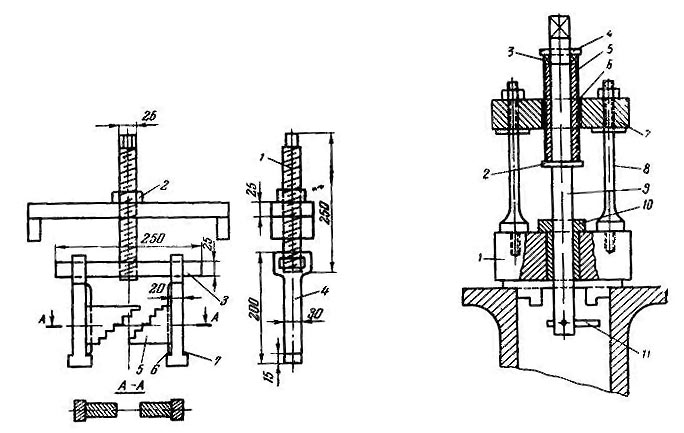
| Рис. 5.17. Приспособление для выемки букс | Рис. 5.18. Прибор для проточки гнезд вентилей |
Приспособление для вырезки прокладок (рис. 5.19) состоит из конического хвостовика 3, который закрепляют в патроне сверлильного станка, двух направляющих стержней 1 для перемещения двух пар стопорных колец 2, служащих для фиксирования двух дисковых ножей 5 (А и В) и настройки приспособления на определенные внутренний и наружный диаметры вырезаемой прокладки. Ножи в определенном положении закрепляют стопорными кольцами 2 с помощью винтов 4. Упор 6 служит для фиксирования заготовки. При вырезке прокладки приспособление опускают на заготовку прокладки и фиксируют ее упором 6. За счет вращения приспособления вокруг оси хвостовика 3 нож А вырезает наружную сторону прокладки, а нож В — внутреннюю. При разметке заготовки диаметр внутреннего отверстия вырезаемой прокладки должен быть немного больше внутреннего отверстия трубы, так как при сжатии прокладки (например, при сборке фланцевого соединения) ее внутренний диаметр уменьшается.

1 — направляющий стержень; 2 — стопорные кольца; 3 — конический хвостовик;
4 — фиксирующие винты; 5 — дисковый нож (А и В -наружный и внутренний ножи);
Рис. 5.19. Приспособление для вырезки прокладок
Ремонтные материалы
Материалы, применяемые для ремонта должны обладать высокой механической прочностью и химической стойкостью, а также обеспечивать плотность соединений после ремонта. Они должны быть недорогими, доступными для использования в условиях ремонтно-механических мастерских предприятия. Кроме того, ремонтные материалы не должны оказывать вредного действия на продукт, взаимодействовать с воздухом, водой, моющими и дезинфицирующими растворами. Материалы с сильным запахом (керосин и др.) разрешается использовать только вне помещения производственных участков.
При ремонте используют основные и вспомогательные материалы.
Основные материалы.Основные материалы применяют для изготовления деталей при ремонте оборудования. Большее распространение получили следующие материалы: сталь марок Х18Н9Т, Х17, Х25Т и др.; алюминий марок А000, Al, А2, A3; не содержащая олова бронза (алюминиевая, марганцовистая); пластмассы (полипропилен, винипласт, волокнит и др.).
Вспомогательные материалы. К вспомогательным относятся материалы, применяемые при выполнении ремонтных операций: прокладочные и набивочные материалы, химикаты для мойки деталей (сода и др.), обтирочные материалы (ветошь, марля и др.), шлифовальная шкурка, припои, электроды, смазочные масла, лаки и краски.
Прокладочные материалы. Они служат для уплотнения фланцевых соединений трубопроводов, деталей арматуры и аппаратуры. Применяют следующие прокладочные материалы:
пищевая резина — для изготовления прокладок пастеризаторов, охладителей, смотровых и осветительных окон и люков. Ее выпускают в виде листов, шнуров круглого, квадратного, прямоугольного, трапецеидального и фигурного профиля, а также колец и манжет;
бумага и картон — для устранения просачивания смазочных масел, например, в редукторах;
асбест — для изоляции паропроводов и др., т. е. в соединениях, работающих при высоких температурах. Асбест выпускают в виде листов, пучков волокон, шнуров, лент, крошки;
паронит — для прокладок во фланцевых соединениях трубопроводов, в паровых котлах и др., т. е. в оборудовании, работающем при высоких давлениях и температурах. При температуре до 185° С вместо паронита применяют клингерит (смесь асбеста с графитом, суриком, каучуком и окисью железа). Для лучшего уплотнения клиигеритовые прокладки перед установкой смазывают консистентной смазкой, белилами, жидким стеклом или свинцовым суриком. Свинцовый сурик является ядовитым веществом, поэтому работа с ним требует особой осторожности;
стальная, латунная или алюминиевая фольга — для изготовления прокладок в подшипниках скольжения;
войлок и технический фетр — для изготовления уплотнений в сальниках для защиты их от попадания воды и продукта.
Прокладочные материалы выбирают в зависимости от условий работы уплотняемого соединения: среды (вода, рассол, пар, аммиак, воздух и др.) и параметров работы (давление, температура).
Набивочные материалы. Эти материалы в основном применяют для уплотнения арматуры трубопроводов общего назначения и сальников. Выпускают набивки в виде шнуров круглого и квадратного сечения, сплетенных из хлопчатобумажной нити, льняной, пеньковой или джутовой пряжи и из асбестовой нити. Набивки могут быть сухие и пропитанные, что указывается в их марках, например: ХБС — хлопчатобумажная сухая, ХБП — хлопчатобумажная пропитанная, ПС — пеньковая сухая и т. д.
Лаки. Их используют при ремонте оборудования для пропитки изоляционных материалов, образования защитной пленки на деталях и склеивания изоляционных материалов. В зависимости от химического состава лаки делятся на масляные, битумные, асфальтовые, смоляные и кремнийорганические.
Краски. В основном применяют масляные и эмалевые краски. Масляные краски получают путем растирания сухих красок — пигментов — на маслах или олифах до густотертой пастообразной консистенции. В качестве грунта перед окраской металла и дерева используют железный и свинцовый сурик. Водостойкие покрытия металла производят свинцовыми и цинковыми белилами. Эмалевые краски состоят из смеси красителей с масляными лаками. После высыхания эмалевой краски получается твердое глянцевое покрытие, похожее на эмаль.
Для сварки применяют следующие материалы: для ацетилено-кислородной сварки и резки металлов — карбид, кислород в баллонах, ацетилен в баллонах; для прочих видов газовой сварки — аргон технический, углекислый газ и др.; для резки металлов — пропанбутан. Для электродуговой сварки электроды поступают в готовом виде.
Источник
Реферат: Приспособления, примняемые при ремонте оборудования
| Название: Приспособления, примняемые при ремонте оборудования Раздел: Промышленность, производство Тип: реферат Добавлен 10:25:01 08 июля 2008 Похожие работы Просмотров: 789 Комментариев: 14 Оценило: 3 человек Средний балл: 5 Оценка: неизвестно Скачать |

 |
Рис. 8.2. Схема шлифования торцом круга:
При шлифовании поверхности торцом чашечного шлифовального круга при наклоне последнего на 1—3° (рис. 8.2, а) вдоль направляющих возрастает производительность обработки. В этом случае улучшается отвод стружки, обеспечивается меньший нагрев поверхности и достигается необходимая прямолинейность. Однако при этом шероховатость поверхности немного превышает норму, а поверхность в поперечном сечении оказывается несколько вогнутой, поэтому данным производительным способом пользуются при черновой стадии обработки, т. е. при предварительном шлифовании. На обработанной поверхности образуются неперекрещивающиеся штрихи.
Чистовое шлифование осуществляют, когда ось шпинделя строго перпендикулярна обрабатываемой направляющей. Однако в этих условиях ухудшается отвод стружки и повышается нагрев обрабатываемой поверхности. В связи с этим снижают глубину резания до 0,01 мм и осуществляют охлаждение подводом СОЖ или подачей сжатого воздуха. Точность установки шпинделя определяют по узору на обрабатываемой поверхности, образующемуся в результате перекрещивания штрихов (рис. 8.2, б).
Рассмотренным приспособлением обрабатывают направляющие разных типоразмеров (см. рис. 8.3, б — ж). Для их обработки пользуются сменными переходными фланцами 22 (см. рис. 8.1), а разворот головки на заданный угол в соответствии с формой направляющей осуществляют суппортом станка с закрепленным приспособлением (как видно на рисунке, в ряде случаев приходится переустанавливать или заменять шлифовальный круг). Шлифование производят с подачей стола 8—10 м/мин и скоростью резания 35-40 м/с. Черновую обработку осуществляют при глубине резания 0,03 мм, а чистовую — до 0,01 мм. На обработку шлифованием станины токарного станка с направляющей длиной 3 м при износе 0,5 мм затрачиваете 2-3 ч и обеспечиваются заданные точность и шероховатость поверхности. Направляющие с износом более 0,5 мм восстанавливают фрезерованием этим же приспособлением. Для этого вместо шлифовального круга устанавливают торцовую фрезу с резцами из твёрдых сплавов. Обработку ведут со скоростью резания 5-6 м/с, подачей стола 2-3 мм на один оборот шпинделя и глубиной резания 0,1—0,2 мм.
Приспособление для ремонта направляющих кареток суппортов:
предназначено для установки кареток токарно-винторезных станков разных типов и размеров при обработке их поперечных направляющих чистовым строганием, шлифованием или скоростным чистовым финишным фрезерованием. Двухступенчатое основание 7 приспособления (рис. 8.5) — облегченной конструкции с пазами и ребрами жесткости. В трех пазах нижней его ступени, изготовленной из серого чугуна, установлены три домкрата, состоящие из подвижных опор с винтами // и регулировочными гайками 10. В среднем пазу также подвижно установлено зажимное устрой-
 189
189
Рис. 8.6. Приспособление для ремонта рабочих поверхностей шаботов молотов:
I —- направляющие, 2, 12 — планки, 3 — опоры, 4 — салазки, 5 — коробка подач, 6 — электродвигатель, 7, 14 — винты, 8 — траверса, 9 — маховик,. 10 — фрезерная головка,
II — реечное зацепление, 13 ^- кронштейны
ство, которое состоит из болта, ввинченного в подвижную гайку, и упорного винта с подпятником и клеммой. На нижней ступени основания неподвижно закреплена верхняя ступень, представляющая собой каленую опорную площадку с тремя Т-образными пазами 5, в каждом из которых подвижно размещены гайки с винтами. При использовании приспособление устанавливают на столе станка и размещают на нем подлежащую обработке каретку, поверхность 6 которой (для крепления фартука) базируется на верхнюю опорную площадку и закрепляется на ней винтами и гайками через отверстия 8 каретки, предназначенные для крепления фартука и совпадающие с одним или двумя пазами опорной площадки. Под поверхность 12 подводят подвижные домкраты и регулируют их гайками 10 так, чтобы обеспечить легкий подпор для исключения деформации каретки при закреплении ее зажимным устройством 14. С помощью индикатора (на рисунке не показан) выверяют поверхность 13 закрепленной каретки — она должна быть расположена параллельно движению стола в поперечном направлении (допускается отклонение до 0,03 мм на всей длине). Эту выверку можно осуществить по контрольной оправке, которую устанавливают в отверстие 5 каретки. После этого приспособление закрепляют на столе станка с помощью зажимного устройства и винтов с гайками.
Поперечные направляющие типа «ласточкин хвост» предпочтительно обрабатывать скоростным фрезерованием специальной угловой фрезой 15 с режущими пластинками из твердого сплава (скорость резания 4—5 м/с; подача 300 мм/мин). Сначала за один или два рабочих хода обрабатывают одновременно поверхности / и 2, затем 3 и 4 (или наоборот). Достигаемая точность обработки находится в пределах 0,01—0,03 мм, а шероховатость поверхностей Ка 1,25. Поперечные направляющие после обработки оказываются взаимно параллельными, а также параллельными оси отверстия 8 и поверхности с пазами 9.
Применение рассмотренного приспособления позволяет значительно сократить трудоемкость восстановления изношенных направляющих кареток, а также исключает необходимость изготовления и применения контрольных оправок, обычно устанавливаемых в отверстие 5 для восстановления параллельности направляющих оси винта. На установку приспособления и каретки затрачивают 10—15 мин и примерно столько же — на обработку поверхностей.
Приспособление для ремонта рабочих поверхностей шаботов молотов.
При ремонте крупных шаботов на месте их эксплуатации применяют специальные механизированные приспособления, одно из которых показано на рис. 8.6. Фрезерная головка 10 приспособления перемещается по траверсе 5 электродвигателем 6 через коробку передач 5 и винт 7 с гайкой. Головку вместе с траверсой можно устанавливать под углом к вертикальной плоскости (вдоль направляющих — рельсов /) с помощью салазок 4, скользящих по сферической поверхности опор 3. Кроме того, траверса может быть повернута под углом и в горизонтальной плоскости, так как соединена с салазками 4 круглыми цапфами. Траверсу с опорами 3 перемещают по направляющим 1 вручную с помощью реечного зацепления 11. Монтаж и наладку приспособления начинают с крепления к шаботу планок 12. Для этого в шаботе выполняют резьбовые отверстия и крепят болтами планки, к которым прикрепляют кронштейны 13 с находящимися в них винтами 14, выполненными заодно с опорами. На опоры укладывают направляющие 1, положение которых выверяют винтами 14 по уровню, и закрепляют планками 2. Приспособление устанавливают на направляющие и выверяют на параллельность его перемещения поверхностям, подлежащим обработке, и по уровню.
Приспособление, работающее торцовой фрезой, дает возможность обрабатывать горизонтальные, вертикальные и наклонные поверхности шабота; для подачи фрезы служит маховик 9. Обработку поверхностей выполняют частями (полосами), соответствующими диаметру или ширине фрезы. После завершения первого рабочего хода приспособление перемещают с помощью реечного зацепления 11 и затем обрабатывают следующую полосу поверхности. Вертикальные и наклонные поверхности обрабатывают радиальными фрезами.
Контроль точности ремонтных операций
Большое значение для повышения качества технического обслуживания и ремонта имеет контроль отклонений деталей и сборочных единиц оборудования от геометрических форм, так как от точности показателей прямолинейности, плоскостности, перпендикулярности, параллельности поверхностей, перекосов направляющих, округлости и соосности отверстий цапф, осей и других зависят как точность движения рабочих органов станка совместно с заготовкой и инструментом, так и точность формы, постоянство размеров и соответствие шероховатости поверхности обработанного изделия заданной. В результате измерения направляющих определяют действительную их форму на любых стадиях ремонта или монтажа; эта операция является неотъемлемой частью технологического процесса.
Методы и средства измерения прямолинейности, используемые при ремонте, разделяют на две основные группы:
1) предназначенные для измерения линейных величин, определяющих положения конкретных площадок поверхности направляющей относительно исходной прямой линии;
2) предназначенные для измерения угловых величин (в том числе перпендикулярности), определяющих углы наклона отдельных участков направляющей, ограниченных элементарными площадками, относительно исходной прямой линии. Практически исходной прямой может служить контрольная линейка, струна, линия визирования. Точность отремонтированного станка зависит в основном от восстановления геометрической точности базовых деталей и их взаимного расположения. Проверка точности обеспечивается гидростатическими, оптическими, механическими и другими измерительными инструментами, объединенными с различными приспособлениями, расширяющими возможности их использования.
 |
Рис. 8.7. Универсальный мостик:
/, 2, 3 — подпятники, 4, 9 — корытообразные площадки, 5, 10 — колонки, 6 — стойка, 7 — барашки, 8 — зеркало
Источник