Стратегии ТОиР. Проактивная стратегия (PM, predictive maintenance)
С целью обеспечения высоких показателей работоспособности оборудования промышленных предприятий в последнее время всё большую популярность приобретает проактивная стратегия технического обслуживания и ремонтов (ТОиР). Анализ, проведенный в работе*, позволяет определить проактивную стратегию ТОиР как наиболее эффективную и целесообразную для внедрения в современных экономических условиях.
Сущность проактивной стратегии ТОиР оборудования заключается в выполнении необходимых ремонтных воздействий, направленных на снижение скорости развития или устранение неисправностей, которые выявлены на основе сведений о фактическом техническом состоянии (ТС) оборудования.
Теоретические основы проактивной стратегии ТОиР оборудования постулируют, что изначально все виды неисправностей присутствуют в зачаточном или явном виде во всех пускаемых в эксплуатацию машинах. Различные факторы, сопровождающие эксплуатацию (проектные и непроектные нагрузки, воздействие факторов окружающей среды и близлежащего оборудования, условия эксплуатации, проведения ТОиР и прочие), в той или иной мере приводят к развитию различных видов неисправностей. Определяющее воздействие совокупности факторов вызывает ускоренное развитие одной или нескольких неисправностей, которые становятся детерминирующими по отношению к работоспособности машины. Выбирая ремонтные воздействия таким образом, чтобы уменьшить влияние определяющих факторов, можно снизить скорость развития неисправностей, поддерживая работоспособное состояние машины. Рациональный выбор и качественная реализация этих и только этих ремонтных воздействий является задачей ремонтной службы (РС).
*Примечание: Бобровицкий В. И., Сидоров А. В. Совершенствование системы ТОиР оборудования в условиях централизации ремонтной службы предприятия // Вибрация машин: измерение, снижение, защита. – Донецк: ДонНТУ, 2011. – №1 (24). – С. 23-28.
Проактивная стратегия ТОиР (рисунок 6.1) базируется на оценке ТС оборудования, которая может осуществляться следующими методами:
- мониторинг технологических параметров;
- визуальный осмотр;
- контроль температуры;
- акустическая и вибрационная диагностика;
- обследование с применением методов неразрушающего контроля (магнитного, электрического, вихретокового, радиоволнового, теплового, оптического, радиационного, ультразвукового, контроля проникающими веществами).
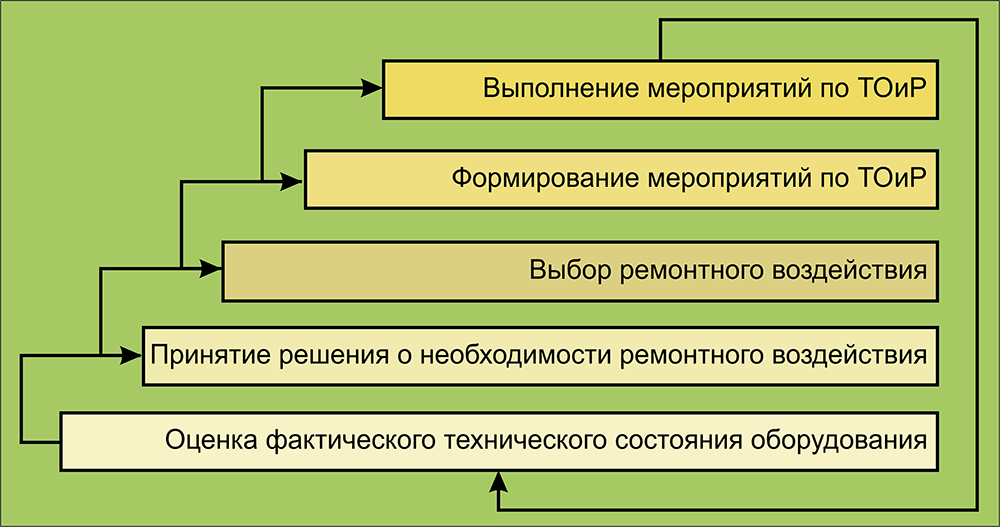
Рисунок 6.1 – Ремонтное обслуживание оборудования в рамках проактивной стратегии ТОиР
Основанием для принятия решения о необходимости выполнения ремонтного воздействия является ситуация, когда ТС одного элемента (детали, узла, механизма) оборудования приводит к ухудшению ТС смежных (пространственно и/или функционально) элементов.
Перечень возможных ремонтных воздействий:
- уход за оборудованием (уборка, очистка, противокоррозионная обработка);
- регулировка, настройка, наладка (центровка, балансировка);
- обеспечение соединений (восстановление целостности сварных швов, затяжка резьбовых соединений);
- смазывание поверхностей трения;
- замена быстроизнашивающихся деталей;
- восстановление или замена базовых деталей, в том числе корпусных.
Ремонтные воздействия осуществляются в рамках следующих групп мероприятий по ТОиР оборудования:
- Профилактическое техническое обслуживание – комплекс мероприятий, проводимых периодически, которые направлены на предупреждение или снижение скорости развития дефектов путём обеспечения проектных условий взаимодействия узлов оборудования (очистка от технологических отходов, продуктов износа, коррозии, осадков, отложений и прочие; удаление пыли, грязи, масла, шлака, окалины, просыпи сырья, мусора и прочие; доливка, дозаправка рабочих жидкостей, досыпка, замена расходных материалов; замена или восстановление сменного оборудования и другие).
- Корректирующее техническое обслуживание – комплекс мероприятий, проводимых по необходимости, которые направлены на предупреждение или снижение скорости развития дефектов путём обеспечения проектных условий взаимодействия узлов оборудования (регулировка и наладка оборудования, в том числе центровка, балансировка; восстановление соединений деталей, обеспечение целостности металлоконструкций и трубопроводов; восстановление покрытий, окраски и другие).
- Прогностическое техническое обслуживание – комплекс мероприятий, направленных на установление фактического ТС оборудования с целью прогнозирования его изменения в процессе дальнейшей эксплуатации и выявления наиболее целесообразного момента применения и требуемых видов ремонтных воздействий (измерение технических и технологических параметров, отбор проб; контроль, испытание, проверка режимов работы оборудования; контроль ТС оборудования, в том числе методами технической диагностики; дефектоскопия методами неразрушающего контроля; технический осмотр оборудования, освидетельствование, обследование, ревизия и другие).
- Текущий ремонт – комплекс мероприятий, направленных на обеспечение работоспособности оборудования путём замены или восстановления отдельных его узлов, не являющихся базовыми, кроме сменного оборудования.
- Капитальный ремонт – комплекс мероприятий, направленных на обеспечение работоспособности оборудования путём замены или восстановления базовых его узлов и деталей.
Выбор проактивной стратегии ТОиР позволяет обеспечить:
- увеличение срока службы оборудования за счёт снижения скорости развития или устранения зарождающихся неисправностей на начальной стадии их возникновения;
- исключение вторичных повреждений элементов оборудования, вызванных выходом из строя смежных (пространственно и/или функционально) элементов;
- обоснование и выполнение только необходимых ремонтных воздействий, что уменьшает затраты и нагрузку на РС, а также снижает вероятность возникновения отказов, вызванных ошибками монтажа и вмешательством в функционирование работоспособного оборудования;
- сокращение затрат на ремонтное обслуживание производства, обусловленное изменением структуры ТОиР в пользу увеличения количества недорогостоящих профилактических воздействий вместо затратных ремонтных операций (замена, восстановление);
- рациональный выбор времени, видов и объёмов ТОиР вследствие ранних сроков предупреждения возникновения неисправностей при использовании методов и средств технической диагностики и неразрушающего контроля;
- снижение вероятности аварийных отказов, обусловленных неудовлетворительным ТС оборудования;
- повышение коэффициента готовности оборудования, что обеспечивает возможность увеличения объёмов производства и снижения себестоимости продукции;
- формирование доверия к производителю со стороны потребителя за счёт своевременного выполнения договорных обязательств и улучшения качества продукции как комплексный результат повышения культуры труда.
Источник
Стратегия проактивного обслуживания для обеспечения надежной эксплуатации промышленного оборудования
Решение вопроса обеспечения надежной эксплуатации промышленного оборудования часто определяется правильно выбранной стратегией системы технического обслуживания и ремонта (стратегия ТОиР).
Если мы возьмем типовое промышленное предприятие, то основной формой ТОиР будут планово-профилактические работы (ППР), на которых содержится около 80% оборудования. При этом величина ресурса оборудования, необходимая для расчета плана ППР, чаще всего берется либо из рекомендаций паспортной документации или (реже) на основании статистики отказов.
При этом правильно настроенная система ППР изначально предполагает объем работ больше чем требуется, за счет чего достигается заданный уровень работоспособности. Работает принцип «ремонтируем работоспособное, но изношенное, зато исключаем аварийный отказ». При расчете коэффициентов общей эффективности использования оборудования ОЕЕ (Overall Equipment Effectiveness) зачастую обнаруживаются значительные убытки, связанные с излишним обслуживанием. Необходимо ввести понятие «достаточной надежности» т.к. иногда затраты на обеспечение надежности могут превышать получаемый экономический эффект.
Простой пример: рекомендованный моторесурс двигателя тяжеловоза ХХХ составляет 16 000 моточасов, после чего необходимо проводить капитальный ремонт двигателя. Однако стоимость кап.ремонта составляет 80% стоимости двигателя. Произведенный эксперимент показал, что фактически до момента пока не «стуканул» двигатель он прошел более 30 000км! Было принято решение о своевременном ТО по замене масла, а капитальный ремонт на 16 000 км пробега не проводить, так как экономический эффект от поддержания надежности ниже, чем стоимость работы на отказ!
На учебном курсе «Стратегия RCM. Обслуживание ориентированное на надежность» компании MVR подробно разбираются все формы технического обслуживания, приведенные в таблице ниже:
 Несомненно, стратегия проактивного обслуживания для обеспечения надежной эксплуатации промышленного оборудования дает максимальный результат в отношении безаварийной работы оборудования. Важно правильно рассчитать точку оптимальных затрат на обеспечение надежности, чтобы экономический эффект от мероприятий по повышению надежности был выше потенциального ущерба от аварийных отказов.
Несомненно, стратегия проактивного обслуживания для обеспечения надежной эксплуатации промышленного оборудования дает максимальный результат в отношении безаварийной работы оборудования. Важно правильно рассчитать точку оптимальных затрат на обеспечение надежности, чтобы экономический эффект от мероприятий по повышению надежности был выше потенциального ущерба от аварийных отказов.

На основе анализа коренных причин и последствий отказов строится анализ потенциальных рисков и вероятности их наступления. В случае, если эта работа включена в стратегию проактивного обслуживания, достигается максимальный эффект от надежности работы промышленного оборудования.
Источник
Проактивное техническое обслуживание оборудования.
Идея проактивного технического обслуживания оборудования (в дальнейшем ПАО) заключается в обеспечении максимально возможного межремонтного срока эксплуатации оборудования за счет применения современных технологий обнаружения и подавления источников отказов.
Основой проактивного технического обслуживания являются:
идентификация и устранение источников повторяющихся проблем, приводящих к сокращению межремонтного интервала оборудования;
устранение или значительное снижение факторов, отрицательно влияющих на межремонтный интервал или срок эксплуатации оборудования;
распознавание состояния нового и восстановленного оборудования с целью проверки отсутствия признаков дефектов, уменьшающих межремонтный интервал;
увеличение межремонтного интервала и срока эксплуатации оборудования за счет проведения монтажных, наладочных и ремонтных работ в точном соответствии с техническими условиями и регламентом.
ПАО базируется на применении нескольких, приведенных ниже, компонентов, сочетание которых дает максимальный эффект.
Анализ причин внеплановых остановов, аварий, укороченных межремонтных интервалов, включающий выявление повторяющихся проблем, возникающих при эксплуатации оборудования.
Техническое обслуживание и ремонт обычно устремлены на устранение в основном очевидных дефектов оборудования. При этом нередко частые ремонты воспринимаются как вполне нормальное явление. Анализ коренных проблем отказов направляет передовые аналитические средства и инженерную логику на идентификацию и коррекцию скрытой основной проблемы. Принятие программы анализа коренных проблем отказов часто приносит предприятию значительную экономию.
Принципиально дефекты и отказы (в т. ч. в начале срока службы), классифицируемые по причине возникновения, могут быть связаны с конструкторскими дефектами и неправильным применением, производственными дефектами (изготовления) и дефектами материала, дефектами сборки и эксплуатационными дефектами (нарушения технологии сборки, монтажа и соединения узлов, ненужное ТО, нарушения условий эксплуатации), технологическими дефектами (отклонение рабочих параметров от номинальных).
В качестве примера конструкторской ошибки при проектировании можно привести случай, связанный с недостаточным учетом влияния погодно — климатических условий при эксплуатации оборудования: непродуманная конструкция заградительной решетки воздухозабора воздушного компрессора газовой турбины пропанового центробежного компрессора обуславливала накопление и сброс частиц льда с последующим их периодическим попаданием в турбину, столкновением и ускоренным разрушением лопаток воздушного компрессора.
В качестве примера неправильного применения по вине проектировщика можно привести случай, связанный с периодическим, примерно каждые три месяца, выходом из строя подшипников качения ЭД вертикального насосного агрегата, имевшим место по окончании монтажа в продолжение гарантийной эксплуатации технологической установки. Первый выход из строя подшипника качения был воспринят как нормальное явление, однако после второго внезапного отказа провели анализ причин, в результате которого выяснилось, что опорно — упорный подшипник двигателя, в соответствии с техническими условиями завода — изготовителя, мог быть применим только при горизонтальной ориентации ротора. Издержки были компенсированы фирмой —п оставщиком.
В качестве другого примера неправильного применения по вине проектировщика можно привести случай, связанный с необходимостью проведения ремонта каждые 6. 9 месяцев винтовых компрессоров компримирования газа в газлифтной системе из —з а изменения условий эксплуатации и отклонения рабочих параметров от номинальных по ТУ (эксплуатация на пределе производительности и давления). При анализе причин частых ремонтов оказалось, что для подобной задачи данный тип компрессоров принципиально непригоден и требует замены.
В качестве примера нарушения технологии изготовления деталей (дефект материала) можно привести случай, связанный с коротким сроком службы подшипников скольжения крупных агрегатов нефтехимзавода: примерно после 4000. 6000 часов эксплуатации наблюдалось растрескивание и выкрашивание баббита вкладышей. В результате анализа установили, что причина — пережженный баббит в результате дефектной технологии изготовления вкладышей. Небольшая коррекция технологии привела к увеличению среднего срока службы вкладышей более чем в три раза.
Нередко повторяющаяся проблема с оборудованием, лежащая на поверхности, является симптомами более скрытого дефекта: на одном из предприятий подшипники редуктора крупного компрессорного агрегата после многолетней успешной эксплуатации вдруг каждые 2. 3 месяца стали внезапно выходить из строя, приводя к внеплановому останову производства. После проведения анализа персоналом завода было установлено, что причиной оказалось нарушение качества смазочного масла, повлекшее рост температуры подшипника, при этом параметры вибрации практически не превышали допустимых значений.
Безукоризненное соблюдение требований технических условий при монтаже и ремонте агрегата и исследование вибрации при выводе из ремонта могут значительно продлить последующий межремонтный интервал.
Например, две наиболее распространенные операции при завершении монтажа или ремонта агрегата (которые на вспомогательном оборудовании нередко выполняются с низким качеством или вообще игнорируются) — балансировка ротора и центровка узлов оборудования. Дополнительные затраты времени и ресурсов для достижения при проведении этих операций самых жестких норм не намного больше, чем те, которые требуются для проведения этих операций со средним качеством, но достижение уровней жестких норм часто способно увеличить даже вдвое межремонтный интервал оборудования.
В качестве примера можно привести результаты внедрения лазерного оборудования для центровки, документированные на ряде нефтетранспортных и нефтехимических предприятий, где была реализована эта программа. Эффект от точной центровки был следующим: средний срок службы подшипников и муфт возрос (на некоторых предприятиях) в 3. 8 раз, затраты на техническое обслуживание уменьшились в среднем на 5. 7%, межремонтный интервал возрос в среднем на 10. 12%, внеплановые остановы оборудования, возникшие в результате расцентровки, сократилось более, чем наполовину.
Анализ основных причин выхода подтттипников качения из строя показывает, что, по статистике, исправный подшипник выходит из строя примерно в 30% случаев из —з а нарушения технологии монтажа. Таким образом, применяя недорогое специализированное оборудование для нагрева подшипников при монтаже, можно добиться снижения выхода из строя подшипников по этой причине почти на треть.
Источник