Нормы пробега между ремонтами
ТО-2 – не более чем через 72 часа (3 суток).
ТР-1 – через 20 тыс. км. пробега.
ТР-2 – через 220 тыс. км. пробега.
СР – через 440 тыс. км. пробега.
До КРП – 2400 тыс. км. пробега.
После КРП до 3 000 тыс. км пробега
ТР-1 – через 60 суток.
ТР-2 – через 2 года.
ТР-3 – через 4 года.
КР-1 – через 8 лет.
ОБЩАЯ ХАРАКТЕРИСТИКА
Строился с 1979 по 1995 год, выпущено 2746 ед.
Фактически ВЛ80С — это ВЛ80Т, дооборудованный для работы в составе более чем двух секций при управлении из одной кабины по системе многих единиц (СМЕ). Изначально электровоз строился с возможностью работы только двух или четырёх сцепленных секций. В 1982 году были построены электровозы 550, 551, 552 которые могли работать в составе двух, трех или четырёх секций. С электровоза 697 (1983 год) все электровозы строятся с такой возможностью. Единственным ограничением является невозможность работы третьей прицепной секции в режиме реостатного торможения.
| Год постройки | Количество | Номера |
| 001-002 | ||
| 003-123 | ||
| 124-350 | ||
| 351-622 | ||
| 623-894 | ||
| 895-1165 | ||
| 1166-1483 | ||
| 1484-1787, 1791-1807 | ||
| 1788-1790, 1808-2041 | ||
| 2042-2227 | ||
| 2228-2329 | ||
| 2330-2434, 2436, 2437 | ||
| 2435, 2438-2593 | ||
| 2594-2689 | ||
| 2690-2714 | ||
| 2715-2741 | ||
| 2742-2746 |
| Номинальное напряжение, кВ | |
| Частота питающего напряжения, Гц | |
| Формула ходовой части | 2(20-20) |
| Колея, мм | |
| Передаточное отношение зубчатой передачи | 88/21 |
| Конструкционная скорость, км/ч |
Механическое оборудование
Виды рам тележки.
По принципу изготовления различают следующие виды рам тележек:
- Листовые – самые первые, изготавливались из штампованных профилей методом клепки. Недостаточно жесткие на изгиб. В Советском Союзе их применяли на ширококолейных электровозах промышленного транспорта.
- Брусковые – боковины изготавливались из стального бруса, толщиной 180 мм с окнами для букс (вырезы), которые уменьшали прочность. Поперечные балки изготавливали методом отливки с заплечиками, которые стягивались презонными болтами. Устанавливались на электровозах ВЛ19, ВЛ22, ВЛ22М, ВЛ23.
- Цельнолитые – процесс изготовление короткий, но очень сложный. В отливках возникает напряжение. В этих местах стенку делают толще или добавляют ребра жесткости. Преимущества: окалина защищает от коррозии и минимум механической обработки – только в местах, где происходит соприкосновение с другими деталями. Установлены на электровозе ВЛ-8.

- Сварная – исходный материал: прокат, листы, штамповки. Применяется самый дешевый материал – листовая сталь. У штамповки нет боковых швов в углах, а значит, нет напряжений. Сварка производится под флюсом в среде инертного газа, что является большим преимуществом. Устанавливаются на всех современных локомотивах.
Рама тележки
ü Объединяет все узлы и детали тележки.
ü Служит для передачи части веса от кузова на колесные пары.
ü Передает продольные тяговые и тормозные усилия от колесных пар на раму кузова.
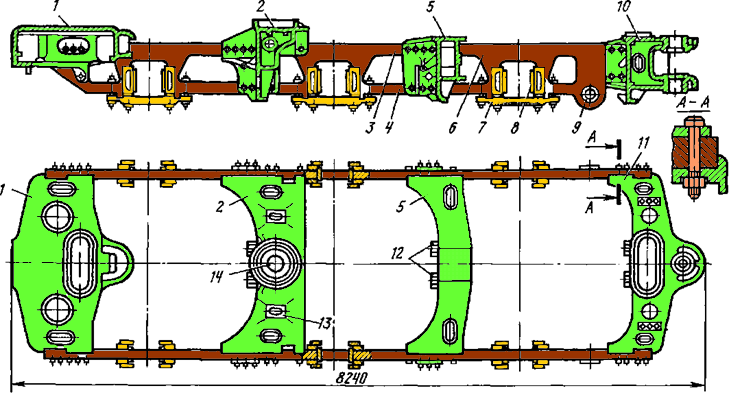
УСТРОЙСТВО: рама тележки сварная, состоит из 2-х боковин 2, соединенных по концам концевыми балками 1, а в средней части шкворневым брусом (балкой) 3.
Боковинапрямоугольной формы, имеет разное сечение по длине, состоит из двух горизонтальных и 2-ух вертикальных листов. В нижний лист боковины вварены 2-е пары буксовых кронштейнов: большой и малый 3; по обе стороны, от которых находятся кронштейны для подвески стоек рессорного подвешивания. В средней части боковин имеются круглые отверстия для приварки шкворневой балки. На внутреннем вертикальном листе боковин имеются кронштейны 7 для крепления ТРП, а на наружном листе – кронштейны 5 для установки гидрогасителей колебаний кузова. К верхнему и боковому листу приварены 2 кронштейна 6 с отверстиями для стержня люлечного подвешивания. На верхнем листе боковины приварены усиливающие накладки.
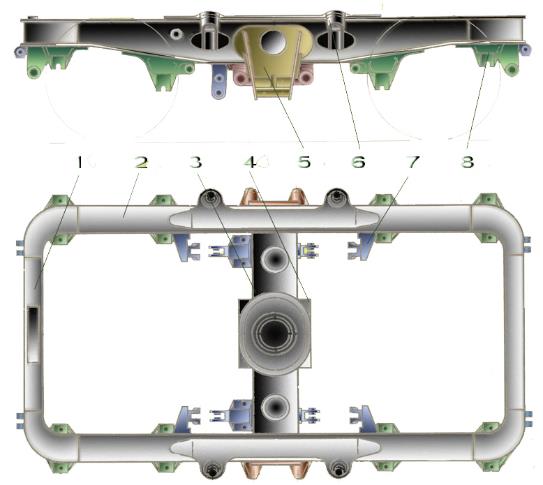 Шкворневая балка 3 литая, в средней части имеется овальное отверстие для шкворня, снизу приварена коробка для установки шаровой связи 4, с поперечных сторон у которой по 2 проушины с отверстиями для валика стойки маятника и подвески ТЭД. По обе стороны снизу у шкворневой балки приварены площадки для ТЦ и кронштейны для подвески рычагов ручного тормоза. На концах балки имеются плоские фланцы и круглые цапфы, которые вставляются в отверстия боковин и привариваются по периметру.
Шкворневая балка 3 литая, в средней части имеется овальное отверстие для шкворня, снизу приварена коробка для установки шаровой связи 4, с поперечных сторон у которой по 2 проушины с отверстиями для валика стойки маятника и подвески ТЭД. По обе стороны снизу у шкворневой балки приварены площадки для ТЦ и кронштейны для подвески рычагов ручного тормоза. На концах балки имеются плоские фланцы и круглые цапфы, которые вставляются в отверстия боковин и привариваются по периметру.
Концевые балки 1 сварные, к ним приварены кронштейны для подвески ТРП. На передней балке сверху имеется накладка под ролик противоразгрузочного устройства.
При сварке рамы нарушается структура металла и возможность образования трещин. Для восстановления структуры металла после сварки раму помещают в печь и нагревают до температуры 1 200 ˚С, а затем плавно остужают.
Колесная пара
 НАЗНАЧЕНИЕ:
НАЗНАЧЕНИЕ:
ü Служит для передачи веса электровоза на путь.
ü Направляет движение по рельсовой колее.
ü Преобразует вращательное движение в поступательное (сила тяги).
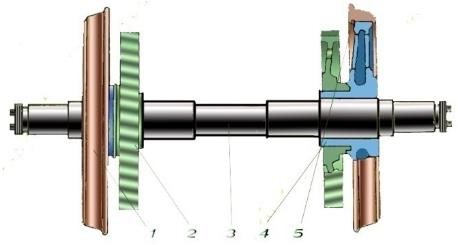
УСТРОЙСТВО: состоит из следующих элементов
- Ось 3.
 Двух колесных центров 4.
Двух колесных центров 4.- Двух зубчатых колес 2.
- Двух бандажей 1.
- Двух бандажных колец 5.
 Двух колесных центров 4.
Двух колесных центров 4.Ось кованная, после ее механической обработки образуются части: средняя, по обе стороны от которой расположены шейки под МОП, далее идут подступичные части для колесных центров, предподступичные части, шейки для буксовых подшипников и резьба для корончатых гаек. На торце есть центровое углубление, паз для стопорной планки, в котором расположены два резьбовых отверстия для болтов крепления планки. Все части оси разных диаметров имеют плавный переход (галтели). Все части оси шлифуются, а шейки под подшипники букс и подступичные части накатываются роликами для упрочнения поверхностного слоя.
 Колесный центр двухдискового исполнения, литой, имеет удлиненную ступицу, обод, а между ними двухдисковая часть с овальными отверстиями и перегородками. В ступице имеется центровое и радиальное отверстие закрытое заглушкой для подачи смазки под давлением при распрессовке. Посадочные поверхности ступицы и обода обтачиваются.
Колесный центр двухдискового исполнения, литой, имеет удлиненную ступицу, обод, а между ними двухдисковая часть с овальными отверстиями и перегородками. В ступице имеется центровое и радиальное отверстие закрытое заглушкой для подачи смазки под давлением при распрессовке. Посадочные поверхности ступицы и обода обтачиваются.
 Зубчатое колесо литое, имеет удлиненную ступицу и зубчатый венец, на котором 88 косых зубьев. Между венцом и ступицей находится дисковая часть с круглыми отверстиями. На удлиненной ступице снаружи расточено кольцо шириной 4 мм, высотой 10 мм, которое образует лабиринтное уплотнение с кожухом зубчатой передачи. На ступицах имеются внутренние отверстия для подачи смазки при распрессовке.
Зубчатое колесо литое, имеет удлиненную ступицу и зубчатый венец, на котором 88 косых зубьев. Между венцом и ступицей находится дисковая часть с круглыми отверстиями. На удлиненной ступице снаружи расточено кольцо шириной 4 мм, высотой 10 мм, которое образует лабиринтное уплотнение с кожухом зубчатой передачи. На ступицах имеются внутренние отверстия для подачи смазки при распрессовке.
Бандаж литой, в поперечном сечении имеет:
- Внутреннюю поверхность, на которой находится бурт и паз для бандажного кольца.
- Внутреннюю вертикальную грань.
- Поверхность катания, на которой два уклона – 1/7 и 1/20. Обеспечивают самоцентрирование колесной пары на прямом участке пути и плавное набегание на рамный рельс в пошерстном направлении, а также уменьшают проскальзывание бандажа в кривых участках пути, который катится по внутреннему рельсу.
- Наружная вертикальная грань.
- Между поверхностью катания и наружной гранью фаска 5х45˚. Обеспечивает плавное набегание на рамный рельс и замедляет процесс уширения бандажа при выдавливании металла с поверхности катания, а значит, отодвигает срок обточки.
Ширина бандажа 140 мм, круг катания находится на расстоянии 70 мм от внутренней грани. Толщина нового бандажа по кругу катания – 90 мм. Между поверхностью катания и внутренней гранью находится гребень, его высота 30 мм, на нем имеется уклон, который обеспечивает плавное набегание бандажа на остряк стрелки при противошерстном движении.
Бандажное кольцо может быть целое или составное, то есть сварное, но не более, чем из 3-х частей.
Дата добавления: 2015-12-22 ; просмотров: 3661 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Законодательная база Российской Федерации

Бесплатная горячая линия юридической помощи
Бесплатная консультация
Навигация
Федеральное законодательство
Действия

- Главная
- РАСПОРЯЖЕНИЕ Минтранса РФ от 30.03.2001 N АН-25-р (ред. от 08.06.2007) «ОБ УТВЕРЖДЕНИИ НОРМАТИВНО-ТЕХНИЧЕСКИХ ДОКУМЕНТОВ» (вместе с «ТЕХНОЛОГИЕЙ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ И РЕМОНТА ПОДВИЖНОГО СОСТАВА ПРОМЫШЛЕННОГО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА»)
| Наименование документ | РАСПОРЯЖЕНИЕ Минтранса РФ от 30.03.2001 N АН-25-р (ред. от 08.06.2007) «ОБ УТВЕРЖДЕНИИ НОРМАТИВНО-ТЕХНИЧЕСКИХ ДОКУМЕНТОВ» (вместе с «ТЕХНОЛОГИЕЙ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ И РЕМОНТА ПОДВИЖНОГО СОСТАВА ПРОМЫШЛЕННОГО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА») |
| Вид документа | инструкция, распоряжение |
| Принявший орган | минтранс рф |
| Номер документа | АН-25-Р |
| Дата принятия | 01.01.1970 |
| Дата редакции | 08.06.2007 |
| Дата регистрации в Минюсте | 01.01.1970 |
| Статус | действует |
| Публикация |
|
| Навигатор | Примечания |

2.4. Межремонтные сроки работы локомотивов
Принимаемая на промышленном транспорте номенклатура ремонтов и технических обслуживаний не отличается от принятой на железных дорогах общей сети. Однако периодичность, и нормы простоя, и затраты труда различны. Единой системы ремонтов, которая бы четко определяла все нормы по ремонту локомотивов, пока нет. Это вызвано тем, что условия работы локомотивов на промышленном транспорте, состояние ремонтного хозяйства различны в системах разных министерств и ведомств. Для электровозов и тяговых агрегатов установленные средние нормы межремонтных периодов представлены в таблице 2.4.
Межремонтные периоды технического обслуживания и ремонта электровозов и тяговых агрегатов
| Тип ЭПС | Межремонтные периоды для | |||||||
| ТО-1, ч | ТО-2, сут. | ТО-3, сут. | ТР-1, мес. | ТР-2, год | ТР-3, год | КР-1, год | КР-2, год | |
| Электровозы 26E2M, TL21, EL2, IVКП, Д100М, Д94 | Ежесменно | При каждой экипировке, но не реже одного раза в 10 дней | 30 | 5 — 3 | 1,25 —— 1 | 2,5 —— 2 | 7,5 —— 6 | 15 —- 12 |
| Тяговые агрегаты ОПЭ1, ОПЭ2А, ОПЭ1Б, ПЭ3Т, ПЭ2МО, ПЭ2, EL10, EL20 | То же | То же | 30 | 3 | 1 | 2 | 6 | 12 |
Примечание. В числителе приведены данные для электровозов, работающих на металлургических предприятиях, в знаменателе — на открытых горных разработках. Примерные сроки работы тепловозов между осмотрами и ремонтами на промышленном транспорте приведены в табл. 2.5. Они выведены на основе анализа межремонтных сроков, применяемых в ряде отраслей промышленности с учетом межремонтных сроков, действующих в системе МПС. Приведенные межремонтные сроки рекомендуются как исходные при установлении средних межремонтных сроков по отрасли промышленности или производственным объединениям. Промышленным же предприятиям должны быть предоставлены права корректировки этих сроков ремонта в зависимости от местных условий эксплуатации тепловозов.
Межремонтные сроки работы тепловозов
| Тепловозы | ТО-2 | ТО-3 | ТР-1 | ТР-2 | ТР-3 | Средний ремонт | Капитальный ремонт |
| ТГМ6А, ТЭМ7, ТЭМ12, ТЭ3, ТЭМ2, ТЭ2 поездные (в карьерах на шахтах, заводах) | При каждой экипировке | 20 суток (3 — 4 тыс. км) | 3 месяца (14 — 18 тыс. км) | 1 год (50 — 75 тыс. км) | 2 года (100 — 150 тыс. км) | 6 лет (300 — 450 тыс. км) | 12 лет (600 — 900 тыс. км) |
| ТГМ6А, ТЭМ1, ТЭМ2, ТЭ1, ТЭМ12, ТГМ4, ТГМ4А внепоездные (маневровые, вывозные и на хозяйственной работе) | То же | 30 суток | 4 месяца | 12 — 16 суток | 2 — 3 года | 6 лет | 12 лет |
| ТГМ3 в/н, ТГМ1, ТГМ23, ТГМ23Б, ТГК2, ТГК | -«- | 20 -«- | 2 -«- | 8 месяцев | 16 месяцев | 5 лет | 10 лет |
| ТУ2, ТУ3 поездные | -«- | 20 суток (3 — 4 тыс. км) | 2 месяца (8 — 12 тыс. км) | 8 месяцев (70 — 100 тыс. км) | 16 месяцев (200 — 300 тыс. км) | 3, 4, 5 лет (200 — 300 тыс. км) | 10 лет (400 — 600 тыс. км) |
| ТУ7, ТУ5, ТУ4 поездные | -«- | 15 суток (2 — 3 тыс. км) | 2 месяца (8 — 12 тыс. км) | 6 месяцев (25 — 35 тыс. км) | 1 год (50 — 70 тыс. км) | 4 — 5 лет (200 — 300 тыс. км) | 8 — 10 лет (400 — 600 тыс. км) |
| То же внепоездные, а также ТУ6А и МД54-4 | -«- | 20 суток | 3 месяца | 6 месяцев | 1 год | 4 года | 8 лет |
Примечания: 1. Для тепловозов ТЭМ2 в связи с увеличением срока гарантии для КР1 до 7,5 лет сроки между КР1 и КР2 могут быть соответственно увеличены.
2. Техническое обслуживание ТО-1 выполняется ежедневно.
3. Межремонтные сроки по пробегу приведены для предприятий с относительно лучшим использованием тепловозов в эксплуатации со среднесуточным пробегом 150 — 200 км и более.
Продолжительность технических обслуживаний и ремонтов электровозов и тяговых агрегатов
| Тип ЭПС | Вид технического обслуживания и ремонта | Продолжительность ремонта и технического обслуживания, ч, при численности рабочего парка локомотивов | |||
| до 20 | 21 — 40 | 41 — 80 | более 80 | ||
| Электровозы | КР-1 | 256 | 224 | 160 | 144 |
| 26E2M, EL1, TL21, EL2, IVK ПД100М, Д94 | ТР-3 | 128 | 112 | 80 | 72 |
| ТР-2 | 80 | 64 | 48 | 40 | |
| ТР-1 | 32 | 24 | 16 | 16 | |
| ТО-3 | 6 | 5 | 4 | 4 | |
| ТО-2 | 1 | 1 | 1 | 1 | |
| КР-2 | 384 (480) | 336 (384) | 240 (288) | 216 (240) | |
| Тяговые агрегаты | КР-1 | 256 (320) | 224 (256) | 160 (288) | 144 (160) |
| ТР-3 | 128 (160) | 112 (128) | 80 (96) | 72 (80) | |
| ПЭ2М, ОПЭ2 (ОПЭ1, ОПЭ1А, ОПЭ1Б, ОПЭ3Т, EL10, EL20) | ТР-2 | 80 (88) | 64 (72) | 48 (56) | 40 (48) |
| ТР-1 | 32 (40) | 24 (32) | 16 (24) | 16 | |
| ТО-3 | 8 | 8 | 8 | 8 | |
| ТО-2 | 1 — 1,5 | 1 — 1,5 | 1 — 1,5 | 1 — 1,5 | |
Примечание. Продолжительность ремонтов и технических обслуживаний установлена для ремонтных баз предприятий, эксплуатирующих локомотивы, продолжительность для тяговых агрегатов с автономными источниками питания показана в скобках.
Продолжительность текущих ремонтов и технических обслуживаний тепловозов приведена в таблице
| Виды ремонта | Время простоя тепловоза в ремонте, ч | |||
| Тепловозов при их числе в депо | ||||
| До 20 | 20 — 40 | 41 — 80 | Более 80 | |
| ТР-3 при агрегатном ремонте | — | — | 112 —— 96 | 96 —- 80 |
| ТР-2 при агрегатном ремонте | — | — | 64 — 56 | 56 — 48 |
| ТР-1 | 48 — 40 | 40 — 32 | 32 — 24 | 24 — 16 |
| ТО-3 | 8 | 8 | 8 | 8 |
| ТО-2 | 1 | 1 | 1 | 1 |
Примечание. В числителе — простой в ремонте для тепловозов мощностью 1000 л.с. и более в секции и ТГМ4. В знаменателе — для тепловозов мощностью менее 1000 л.с.
Источник