Заключение. Дипломный проект на тему «Проект цеха по капитальному ремонту агрегатов» имел целью рассчитать и спроектировать цех по капитальному ремонту агрегатов в
Дипломный проект на тему «Проект цеха по капитальному ремонту агрегатов» имел целью рассчитать и спроектировать цех по капитальному ремонту агрегатов в условиях авторемонтного предприятия.
Задачами расчета и проектирования являлись: расчет годовых трудозатрат по капитальному ремонту, необходимого количества рабочих в цехе, числа постов, необходимого количества оборудования и, исходя из этого, расчет площади и габаритных размеров цеха по капитальному ремонту агрегатов.
Кроме того, выполнены расчеты по естественному освещению, по годовому расходу электроэнергии, отопления, воды, пара, сжатого воздуха, искусственной вентиляции, расходу материалов и горюче-смазочных материалов для капитального ремонта.
Один из разделов проекта посвящен описанию технологического процесса выполнения капитального ремонта агрегатов, начиная от приемки в ремонт и заканчивая выдачей заказчику.
Рассмотрены вопросы организации охраны труда, охраны природы и окружающей среды, пожарной безопасности.
Работа над дипломным проектом позволила систематизировать полученные ранее знания по организации и технологии ремонта агрегатов машин, связать теоретические знания с практикой современного производства.
Список использованных источников
1.Андрощук Г.А., Скловский А.С. Нестандартная оснастка для слесарных работ. — К.: Техника, 2005. — 104 с.
2.Дехтеринский Л.В. и др. Капитальный ремонт автомобилей: Справочник. — М.: Транспорт, 2009. -335 с.
3.Писковой И.Е. Краткий курс по ремонту автомобильной техники: Учеб. пособие / И.Е.Писковой – Пенза: Изд – во Пенз. гос. ун – та, 2007. – 106 с.
4.Савич Е.Л., Кручек А.С. Инструментальный контроль автотранспортных средствУчебное пособие. Минск: Новое знание, 2008. — 399 с.
5.Техническая эксплуатация автомобилей: метод. указания по выполнению практических работ / М.А. Компанец, С.М. Угай. – Владивосток: Изд-во ДВГТУ, 2009. – 36 с.
6.Ханников А. Автослесарь2-е издание. Минск: Изд-во: Современная школа, 2009. — 383 с.
Источник
Проект реконструкции цеха по ремонту агрегатов гидростатической трансмиссии в ОАО
Дипломный проект содержит: 22 таблиц, 2 рисунка, 74 формулы, 78 листов печатного текста и 9 листов графической части формата А1.
Целью дипломного проекта является реконструкция цеха по ремонту агрегатов гидростатической трансмиссии на ОАО «Уральском агрегатно-механическом заводе».
В первом разделе произведён анализ экономического положения предприятия в целом, и участка в частности. Во втором разделе освещены вопросы организации процесса ремонта. В третьем разделе приведён анализ конструкторской разработки и рассчитаны затраты на её производство и внедрение. В четвертом разделе составлены мероприятия по безопасности труда, рассчитаны сопротивление контуров заземления, потребное количество ламп и рассчитана приточно-вытяжная вентиляция. В пятом разделе приведена технико-экономическая оценка дипломного проекта. В приложении представлены спецификации и маршрутные карты.
Ремонт агрегатов гидроприводов ведется на предприятии по отлаженному технологическому процессу, но с нерациональным использованием площади цеха. Несмотря на это, существует возможность для более рациональной и оптимальной технологии использования площадей. Просто ввиду низкой рентабельности и неустойчивого финансового положения завод не всегда может найти средства на значительные изменения, и вынужден придерживаться установившейся схемы производства.
Целью дипломного проекта является внесение изменений в планировку цеха и состав оборудования, при которых можно было бы добиться значительного экономического эффекта, затратив на это минимально возможные средства.
Технико-экономическое обоснование дипломного проекта
Схема производственного процесса капитального ремонта ГСТ 90
Планировка участка капитального ремонта ГСТ 90
Технология восстановления распределителя МП-90
Приспособление для разборки и сборки агрегатов гидропривода. Сборочный чертеж
Сборочные чертежи Корпуса и Плиты установочной
Безопасность труда при работе с приспособлением
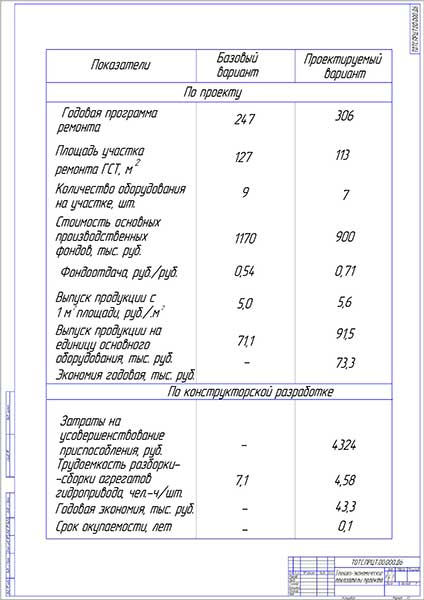
Технико-экономические показатели проекта
1 Технико-экономическое обоснование темы дипломного проекта
1.1 Краткая характеристика ОАО «Уральский агрегатно-механический завод»
1.2 Анализ производственно-хозяйственной деятельности предприятия
1.3 Выводы и предложения
2 Организация работ по ремонту гидростатической трансмиссии ГСТ 90
2.1 Характеристика объекта и схема производственного процесса
2.2 Обоснование производственной программы и расчет трудоемкости работ
2.2.1 Обоснование производственной программы
2.2.2 Выбор режима работы отделения, участков. Определение фондов времени рабочих и оборудования
2.2.3 Определение трудоемкости работ по видам работ, потребности в производственных рабочих и оборудовании
5.2 Удельные технико-экономические показатели проекта
5.3 Годовая экономия
5.4 Расчет эффективности приспособления для разборки-сборки
Приложение А «Программа на ЭВМ»
Приложение Б «Спецификации»
Приложение В «Технологическая документация»
Источник
Курсовая работа: Проект агрегатноремонтного цеха по ремонту и модернизации тракторов МТЗ
Название: Проект агрегатноремонтного цеха по ремонту и модернизации тракторов МТЗ Раздел: Промышленность, производство Тип: курсовая работа Добавлен 08:23:05 06 марта 2011 Похожие работы Просмотров: 10585 Комментариев: 13 Оценило: 4 человек Средний балл: 4.8 Оценка: неизвестно Скачать
Пояснительная записка состоит из 35 страниц машинописного текста и содержит, 8 таблиц, 12 наименований использованных литературных источников, и 3 листа графического материала формата А1.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, РАСЧЕТ, ОБОРУДОВАНИЕ, РАПТ, ФОНДЫ ВРЕМЕНИ, ТРУДОЕМКОСТЬ, КОМПОНОВКА, ПОДЪЕМНО-ТРАНСПОРТНЫЕ СРЕДСТВА, РЕМОНТ, АГРЕГАТ, ПРОИЗВОДСТВЕННАЯ ПРОГРАММА, ГЕНЕРАЛЬНЫЙ ПЛАН.
В курсовом проекте представлен проект агрегатноремонтного цеха по ремонту и модернизации тракторов МТЗ. Описан технологический процесс ремонта и модернизации коробок переменных передач, приведена структура производственной программы.
В данном курсовом проекте приведена компоновка производственного здания ремонтного предприятия, дана характеристика объекта ремонта; рассчитаны производственные и вспомогательные площади; спроектировано отделение по ремонту и модернизации коробок переменных передач; произведен расчет количества рабочих и рабочих мест, подобрано необходимое оборудование и инструмент, а также подъемно-транспортные средства; рассчитана потребность в энергоресурсах; разработаны мероприятия по обеспечению охраны труда, строительные и противопожарные требования; произведен расчет технико-экономических показателей проектируемого цеха.
1. ОБОСНОВАНИЕ АКТУАЛЬНОСТИ ТЕМЫ И РЕШАЕМЫХ ЗАДАЧ РОЕКТА
2. КОМПАНОВКА ПРОИЗВОДСТВЕННОГО ЗДАНИЯ РЕМОНТНОЙ МАСТЕРСКОЙ
2.2 Технологический процесс ремонта
2.3Производственная структура РОП
2.4 Режим работы и годовые фонды рабочего времени
2.5Обоснование трудоемкости ремонта изделия и годового объема работ РОП
2.6 Расчет производственных и вспомогательных площадей
2.7Обоснование принятого варианта компоновочного плана
2.8Разработка графика грузовых потоков
2.9Выбор подъемно-транспортных средств
3. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННОГО ОТДЕЛЕНИЯ
3.2Обоснование технологического процесса
3.3Производственная программа и годовой объем работ
3.4Расчет количества рабочих
3.5Расчет количества и подбор оборудования
3.6Расчет количества рабочих мест
3.8Расчет потребности в энергоресурсах
3.9Мероприятия по охране труда, строительные и противопожарные требования
3.10Проектирование элементов производственной эстетики
4. ПРОЕКТИРОВАНИЕ ГЕНЕРАЛЬНОГО ПЛАНА РЕМОНТНОГО ПРЕДПРИЯТИЯ
Ремонтное или обслуживающее предприятие агропромышленного комплекса — это предприятие, представляющее собой коллектив рабочих, инженерно-технического персонала, служащих и др. вооруженных средствами производства и выполняющих работы по техническому обслуживанию, восстановлению ресурса или работоспособности машин и оборудования.
С развитием производства сельскохозяйственных машин и орудий возникает необходимость в ремонте, так как в процессе эксплуатации и хранения машин и орудий неизбежны неисправности и поломки.
Колхозы, совхозы, межхозяйственные объединения и другие предприятия агропромышленного комплекса из года в год оснащаются все более сложной и высокопроизводительной техникой. Для поддержания ее в работоспособном состоянии и восстановления утраченного ресурса создана ремонтно-обслуживающая база, представляющая собой разветвленную сеть предприятий, которые имеют необходимые здания, сооружения, оборудование и инструмент, транспорт, связь, материальные запасы и трудовые ресурсы. В состав ремонтно-обслуживающей базы входят предприятия, необходимые для выполнения операций технического обслуживания, устранения возникающих неисправностей, восстановления деталей и ремонта техники.
Эффективность капитальных вложений в новое строительство, расширение, реконструкцию, и техническое перевооружение предприятий, а также себестоимость и качество технического обслуживания и ремонта техники во многом зависят от правильности распределения работ между предприятиями, от их структуры и производственной мощности, кооперирования и организации производства.
Одним из прогрессивных методов организации работы является централизованное техническое обслуживание энергонасыщенных тракторов и с/х машин в районных сервисных предприятиях или центрах межхозяйственных предприятий на имеющейся или вновь создаваемой материально-технической базе.
1. ОБОСНОВАНИЕ АКТУАЛЬНОСТИ ТЕМЫ И РЕШАЕМЫХ ЗАДАЧ ПРОЕКТА
В следствии сложившегося в республике сложного материального положения предприятий агропромышленного комплекса целесообразно производить модернизацию устаревшего МТП при капитальном ремонте, что позволит сократить расходы необходимые на покупку новой машины, а продлить срок эксплуатации и усовершенствовать машину в соответствии с требованиями научно-технического прогресса путём модернизации при ремонте.
В данном курсовом проекте решается задача проектирования отделения по ремонту и модернизации коробок переменных передач тракторов МТЗ -80/82 в агрегатноремонтном цехе. Тем самым мы можем затронуть один из интересных направлений развития технического сервиса это развития рынка подержанных машин, очень перспективного для нашей республики. Суть её заключается в том, что экономически сильные и эффективные хозяйства могли бы реализовать имеющиеся у них подержанные машины другой, средней, группе хозяйств, которые, в свою очередь, будут продавать бывшую у ник в эксплуатации технику еще менее обеспеченным хозяйствам, а в следствии того, что техника будет модернизирована при ремонте, хозяйства получат обновлённую технику.
Модернизация коробок переменных передач заключается в усовершенствовании системы смазки КПП. В настоящее время в коробках переменных передач тракторов МТЗ – 80/82 используется смазка трущихся поверхностей (шестерёнчатого зацепления, синхронизаторов, подшипников) осуществляется путём использования энергии вращающихся деталей коробки. Масло разбрызгивается на трущиеся поверхности путём перевода его во взвешенное состояние вращающимися деталями коробки. Но данный способ снижает КПД коробки, необходимо большое количество масла на обеспечение работы системы смазки. При холостом ходе доля гидравлических потерь (потерь на перемешивание масла) составляет 80% общих потерь передачи, а при рабочем ходе (передачи момента), более 17%.
При рабочем режиме момент потерь при смазке окунанием превышает момент потерь при смазке поливанием на 20%. Как видно из этого, потери колеблются в широком диапазоне. Работает модернизированная система следующим образом: масло от гидроаккумулятора и воздух от воздушного баллона через дроссель-распределитель поступают в форсунки, где масло переводится во взвешенное состояние потоком воздуха и распыляется на трущиеся поверхности. Блок управления работой фиксирует включенные передачи посредством датчиков и управляет потоком масла через дроссель-распределитель. Масло в полном объёме поступает к поверхностям нуждающимся в обильной смазке (зубчатое зацепление при передаче момента, синхронизаторы при выключенном зацеплении, подшипники), а к поверхностям, где смазка нужна в меньшем объёме, дроссель-распределитель уменьшает подачу масла.
2. КОМПОНОВКА ПРОИЗВОДСТВЕННОГО ЗДАНИЯ РЕМОНТНОЙ МАСТЕРСКОЙ
2.1 Характеристика объекта ремонта
В проектируемом цехе будет производиться ремонт коробок переменных передач тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов.
В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82:
коробка передач (КП) механическая, ступенчатая с шестернями по-
стоянного зацепления, переключение переда
внутри диапазонов с помощью синхронизато-ров, переключение диапазонов зубчатыми
муфтами и синхронизаторами
задний мост с главной передачей — парой конических шес-терен с круговыми зубьями, дифференциалом, бортовыми передачами – парой цилиндрических шестерён и конечными передачами планетарного типа передний ведущий мост с планетарно-цилиндрическими конечными (ПВМ) передачами, главной передачей, с самоблоки-рующимся дифференциалом
В данных агрегатах поверхностями износа и дефектами будут являться посадочные места под подшипник, шлицы, шпоночные пазы, резьбовые соединения, в корпусных деталях так же будут присутствовать такие дефекты как трещины, обломы. Данные дефекты обуславливаются условиями работа агрегатов, частотами вращения валов и др.
2.2 Технологический процесс ремонта
На ремонт КПП может поступать как в сборе так и в разобранном состоянии, поступая из мастерской или ремонтного предприятия специализирующегося на ремонте других узлов колёсных тракторов типа МТЗ. Технологический процесс положенный в основу ремонта выбирается в зависимости от вида поступаемого объекта ремонта.
Структура технологического процесса ремонта КПП выглядит следующим образом:
1. приёмка в ремонт, наружная очистка и мойка машины;
2. техническое диагностирование;
4. мойка узлов и деталей;
5. ремонт деталей;
6. комплектовка ремонтируемых узлов и агрегатов;
7. сборка, модернизация, регулировка и обкатка отремонтированных узлов;
8. окраска отремонтируемых агрегатов и узлов.
С разборочно-моечного и контрольно-сортировочного участка годные корпусы КПП поступает в отделение по ремонту и модернизации КПП, негодные сдаются в утиль, а все остальные детали поступают для восстановления в сварочно-наплавочный участок и слесарно-механический. Корпус КПП в отделении по ремонту КПП проходит повторную дефектацию (для выявления более мелких трещин, и тд.), после чего производится его ремонт. Устранение отдельных дефектов корпуса может происходить как и в отделении (заварка трещин, восстановлени посадочных мест под подшипник установкой свёртных колец или дополнительной ремонтной детали, восстановление повреждённое резьбы путём установки спиральной вставки), так и на гальваническом участке (восстановление посадочных мест под подшипник железнением). Модернизация КПП производится деталями, произведёнными заранее. Малогабаритные отремонтированные или изготовленные детали ремонтных размеров поступают в комплектовку, а крупные — непосредственно на места сборки. Доукомплектовка узла производится за счёт отремонтированных деталей и новых запасных частей, поступающих со складов на участке комплектования и слесарной подгонки.
При ремонте, для получения пробега равного не менее 100% пробега нового изделия, необходимо проводить разборки КПП на все узлы. Диагностирование определите состояние каждого и направить соответственно на ремонт или на склад. В процессе контроля детали разделяют на годные к использованию без ремонта, требующие ремонта и негодные. Рекомендуется сортировать детали на пять групп, маркируя каждую группу соответствующей краской: годные – зелёной, годные только при сопряжении с новыми или отремонтированными до номинальных размеров деталями – жёлтой, подлежащие ремонту на данном предприятии – белой, подлежащие ремонту на специализированном предприятии – синей, негодные – красной.
Для очистки и мойки деталей, узлов и агрегатов используют следующие способы: выварку в стационарных ваннах, струйный, вибрационный, пневматический, химико – термический или электро – химический методы.
Контроль и дефектация деталей проводятся после очистки и мойки согласно техническим условиям с учётом назначения и условий работы каждой детали.
После ремонта необходимо соблюсти правило комплектовки отремонтированными деталями «родные» КПП, т.е. поставить те детали которые были сняты непосредственно с данной КПП, для лучшей работы в дальнейшем. После проведения ремонта необходимо произвести испытания КПП на специальных стендах и обкатать новые узлы, при этом его заливают всеми необходимыми смазочными материалами и производят окраску.
После установлении работоспособности КПП и соответствии всем необходимым требованиям, узел поступает на сборку трактора или на предприятие с которого он был получен.
2.3 Производственная структура ремонтного предприятия
В системе АПК страны разработана генеральная схема развития производства по восстановлению деталей в ее основу положено четыре основных звена.
Производство первого типа – это специализированные предприятия, оснащенные поточно-механизированными линиями и высокоточным технологическим специальным оборудованием. Здесь восстанавливают детали узкой номенклатуры, определяющие ресурс машин.
Производство второго типа – это цехи по восстановлению деталей /ЦВИД/ в составе ремонтных заводов по ремонту машин. Специализация ЦВИДов зависит от профиля ремонтных предприятий, где они создаются. Оснащаются ЦВИДы в основном специализированным технологическим оборудованием.
Производство третьего типа – это отделения и участки в составе ремонтных предприятий. Восстановление деталей осуществляется в основном для обеспечения ремонта техники на данном предприятии. Оснащаются эти производства универсальным технологическим оборудованием.
Производство четвертого типа – это участки и посты восстановления деталей в ремонтных мастерских РАПТ и хозяйств. Здесь восстанавливают в основном детали, не требующие точной механической обработки. Каждое ремонтно-обслуживающее предприятие включает в себя основное производство–производство товарной продукции и вспомогательное производство-производство средств необходимых для обеспечения функционирования основного производства.
При восстановлении работоспособности КПП тракторов МТЗ необходимо высокоточное технологическое специальное оборудование по ремонту деталей узкой номенклатуры, определяющих ресурс в дальнейшем. Поэтом в нашем случае используется производство первого типа.
В ремонтно-обслуживающем предприятии все операции непосредственно касающиеся восстановления работоспособности, являются составными частями основного производства. Например: мойка, окраска, наплавка и т.д. А операции по подводу электроэнергии, транспортированию ремонтного фонда, изготовлению приспособлений и т.д. относятся к вспомогательному процессу.
Производственная структура ремонтно-обслуживающего производства состоит обычно из цехов, участков и рабочих мест.
Рабочее место – производственная зона, оснащенная необходимыми орудиями и предметами труда, технологическим оборудованием и предметами труда, технологическим оборудованием и оснасткой в которой совершается трудовая деятельность работника.
Производственный участок группа рабочих мест, организованных по принципу: предметности, технологичности или предметно техничности.
Цех – это совокупность производственных участков.
При проектировании ремонтных предприятий сельского хозяйства состав предприятия устанавливается на основании примерного перечня производственных и вспомогательных цехов, отделений и участков, входящих в состав организационной структуры ремонтного предприятия.
Структура предприятия представляет собой сеть цехов и участков взаимосвязанных между собой одной цель – ремонтом деталей трансмиссии.