Глава 6. Методика проектирования специальных приспособлений




![]()
![]()
Конструкцию специального приспособления разрабатывают в два основных этапа: 1) проектирование приспособления; 2) конструирование приспособления. На первом этапе выбирают, обосновывают и рассчитывают отдельные элементы приспособления. Определяют техническую (с точки зрения обеспечения требуемой точности) и экономическую целесообразность возможных вариантов конструкции приспособлений. На втором этапе из выбранных элементов разрабатывают общий вид приспособления и рабочие чертежи оригинальных деталей.
Для правильного решения всех вопросов проектирования конструктор должен иметь полные исходные данные.
1. Чертежи заготовки и готовой детали с техническими требованиями. Изучая их, конструктор получает сведения: о форме, размерах и допусках на деталь, припусках, шероховатости поверхностей, материале детали, местах разъема штампов или опок и др.
2. Эскизы на предшествующую и выполняемую операцию. Они характеризуют схему базирования и закрепления детали на этих операциях, показывают, какие поверхности уже обработаны, какие еще нет, из них видна точность обработки.
3. Карты технологического процесса обработки детали, в которых указаны последовательность и содержание операций, базирование, применяемые инструменты и оборудование, режимы резания, проектная норма штучного времени с выделением времени на установку, закрепление и снятие детали.
4. Объем выпуска деталей, который необходим в тех случаях, когда неизвестна производительность операции и не оговорено вспомогательное время.
5. ГОСТы и нормали на детали и узлы станочных приспособлений, альбомы нормализованных конструкций приспособлений, паспорта или данные о размерах посадочных мест станков. Прежде чем приступить к конструированию приспособления, конструктор должен тщательно изучить исходные данные. Кроме этого, целесообразно ознакомиться со станком в цехе, выявить технологические возможности инструментального цеха, где будут изготовлять приспособление, выявить наличие на складе нормализованных заготовок, деталей и узлов приспособлений, изучить работу аналогичных приспособлений.
Если в результате глубокой проработки исходных данных конструктор создает более рациональную схему приспособления, улучшающую построение операции, то после согласования с технологом эти изменения вносят в технологический процесс.
Конструкция приспособления должна отвечать ряду требований, которые необходимо учесть как при выборе отдельных элементов, так и при разработке его общей компоновки.
1. Приспособление должно обеспечить получение заданной точности. Это достигается выбором соответствующей конструкции и точности элементов, определяющих положения детали в приспособлении и инструмента относительно приспособления; жесткостью корпуса, гарантирующей неизменность положения приспособления и отсутствие вибраций; надежностью зажимов, обеспечивающих неизменность положения детали во время обработки; точностью установки приспособления на станке.
2. Приспособление должно обеспечить заданную производительность операции. Это требование обеспечивается применением механизированных и автоматизированных зажимных механизмов и силовых приводов, автоматизацией других рабочих приемов по обслуживанию приспособления.
3. Приспособление должно быть экономически целесообразно. Расходы на проектирование, изготовление и эксплуатацию приспособления должны окупаться за счет снижения себестоимости выполняемой операции. Только в одном случае этим требованием можно пренебречь, когда применение приспособления освобождает рабочих от тяжелого физического труда. Во всех остальных случаях экономический фактор является одним из решающих.
4. Приспособление должно обладать хорошей ремонтоспособностью. Это требование обеспечивается выбором соответствующей конструкции быстроизнашивающихся деталей и способом их крепления на приспособлении.

5. Приспособление должно быть удобным в эксплуатации. Это обеспечивается за счет: удобства установки и снятия детали; удобства расположения рабочих рукояток; легкости очистки от стружки; простоты установки приспособления на станке; отсутствия мелких частей, которые могут затеряться.
6. Приспособление должно облегчать труд рабочего. Это требование становится особенно важным тогда, когда проектируется приспособление для тяжелых работ с частой повторяемостью, приводящей, к быстрому утомлению.
7. Приспособление должно обеспечивать безопасность работы, что достигается применением зажимных механизмов с самотормозящимися звеньями, а также специальных блокировочных устройств, обеспечивающих отключение станка при внезапном раскреплении заготовки.
Кроме перечисленных общих требований, в зависимости от назначения проектируемого приспособления, к нему может быть предъявлен ряд дополнительных требований, которые конструктор должен обеспечить при разработке конструкции.
Последовательность разработки приспособления:
1) исходя из схемы базирования обрабатываемой детали, точности и шероховатости базовых поверхностей определяют тип и размер установочных элементов, их число, взаимное расположение и рассчитывают составляющие погрешности установки;
2) исходя из заданной производительности операции определяют тип приспособления (одно- или многоместное, одно- или многопозиционное);
3) по заданным режимам резания (силам резания) и выбранной схеме установки составляют схема действия сил на деталь, выбирают точку приложения и направление силы зажима и рассчитывают ее величины. Рассчитывается погрешность закрепления;
4) по силе зажима, числу мест ее приложения выбирают тип зажимного механизма, рассчитывают его основные конструктивно-размерные параметры и величину необходимой исходной силы привода;
5) по силе тяги и регламентированному времени на закрепление и открепление детали выбирают тип силового привода и рассчитывают его размеры, по нормалям и ГOCTaм выбирают их стандартные размеры;
6) устанавливают тип и размеры элементов для определения положения и направления режущего инструмента;
7) выбирают необходимые вспомогательные устройства, определяют их конструкцию, размеры, расположение;
8) разрабатывают общий вид приспособления и определяют точность его исполнительных размеров;
9) рассчитывают на прочность и износоустойчивость нагруженные и движущиеся элементы приспособления;
10) рассчитывают экономическую целесообразность разработанной конструкции приспособления.
Общий вид приспособления разрабатывают методом последовательного вычерчивания отдельных его элементов в определенном порядке /1/.
1. Выполняют чертеж обрабатываемой детали в трех (реже в двух) проекциях на значительном расстоянии друг от друга с тем, чтобы поместились проекции приспособления. Деталь вычерчивают, условными линиями на той стадии обработки, на которой она поступает на данную операцию. Штриховой линией указывают те поверхности, которые должны быть получены в результате обработки их на данной операции.
2. Наносят на чертеж элементы приспособления для направления инструмента. Кондукторные втулки вычерчивают на нужном расстоянии от детали и сразу же определяют необходимую толщину корпуса или кондукторной плиты в месте установки втулок.
3. Вычерчивают установочные элементы приспособления так, что бы базовые поверхности детали с ними соприкасались.
4. Вычерчивают зажимные механизмы и приводы.
5. Наносят вспомогательные устройства и детали.
6. Конструктивно оформляют корпус приспособления с учетом удобного размещения элементов.
7. Оформляют чертеж приспособления. Проставляют размеры и допуски, составляют спецификацию деталей с указанием материала, термообработки, ГОСТов и нормалей. Указывают технические требования к сборке приспособления.
На рис. 6.1-6.4 показан пример разработки общего вида кондуктора для сверления радиального отверстия в кольце.
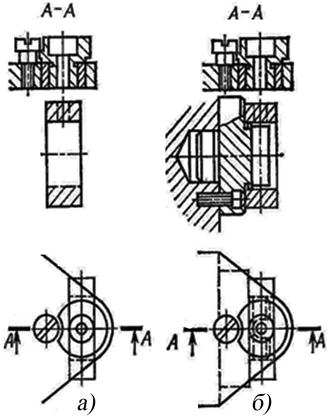 | Рис. 6.1. Конструирование элементов для направления инструмента (а) и установочных элементов (б) |
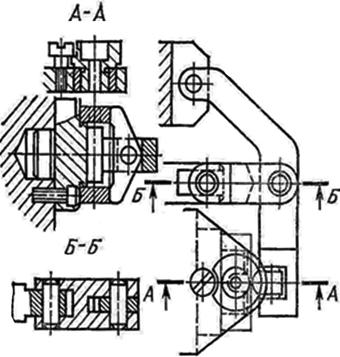 | Рис. 6.2. Разработка зажимного механизма. |
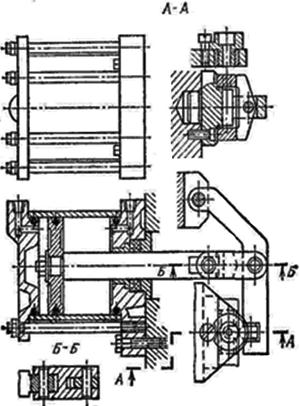 | Рис. 6.3. Проектирование силового привода |
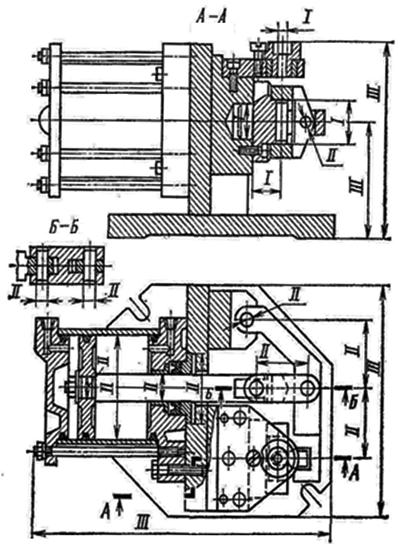 | Рис. 6.4. Проектирование корпуса приспособления |
На общем виде приспособления проставляют три группы размеров.
I. Размеры, точность которых влияет на погрешность получаемых размеров детали. Состав этой группы определяют из анализа технологических размерных цепей по каждому выдерживаемому на операции показателю точности, в которых размеры приспособления являются составляющими звеньями. Точность этих размеров назначают из расчета технологических размерных цепей. На рис. 6.4 эти размеры обозначены I.
II. Размеры сопряжений и монтажные размеры, точность которых не влияет на погрешность обработки, но определяет расположение и условия работы отдельных механизмов приспособления. Точность этих размеров назначают исходя из необходимости обеспечить нормальную работу механизмов приспособления. На рис. 6.4 эти размеры обозначены II.
III. Габаритные и справочные размеры. Точность их на чертеже не ограничивается. Выполняют эти размеры по 14-17 квалитетам. На рис. 6.4 эти размеры обозначены III.
Особые технические требования предъявляют к:
1) допустимым отклонениям па точности взаимного расположения или относительного движения отдельных элементов приспособления, которые оказывают влияние на погрешность обработки. Состав этих требований и их численные значения определяются аналогично группе размеров I исходя из технологических размерных цепей;
2) сборке других механизмов приспособлений для обеспечения их нормальной рабаты. Их состав и численные значения определяются характером работы механизмов.
Для выполнения технологической операции могут быть разработаны приспособления, обеспечивающие требуемую точность обработки, но разные по сложности, производительности и стоимости. В задачу конструктора входит выбор наиболее целесообразной для конкретных условий конструкции.
В качестве критериев целесообразности варианта приспособления используют либо цеховую себестоимость изготовления деталей, либо годовую технологическую себестоимость выполнения операции. Экономически целесообразным является тот вариант, при использовании которого себестоимость оказывается меньшей.
Сравнение деталей по цеховой себестоимости требует расчета всех ее составляющих, что часто усложняет задачу конструктора. Более простым и наглядным оказывается сравнение годовой технологической’ себестоимости операции. Причем в технологическую себестоимость включаются только те элементы, величина которых зависит от применяемого приспособления.
Процесс проектирования станочных приспособлений заканчивается получением комплекта конструкторской документации — сборочного чертежа, спецификации, рабочих чертежей деталей приспособления.
Источник
Pereosnastka.ru
Обработка дерева и металла
В целях достижения комплексной механизации работ, связанных со сборкой и сваркой, для всего технологического процесса составляются в виде ведомости данные для определения типов оснастки по каждой из этих операций с указанием количества изделий, выпускаемых в смену, трудоемкости, рабочих мест, привода и т. п. Затем по сводной ведомости составляются технические задания на каждое из приспособлений. К заданию должен быть приложен чертеж готового узла со всеми размерами и техническими условиями на него.
Проектирование приспособлений обычно выполняется в следующем порядке:
а) по сборочному чертежу изделия определяется базовая деталь и устанавливаются базовые поверхности деталей для фиксации или крепления их в приспособлении;
б) определяются ориентировочно усилия, действующие на приспособление в процессе его использования;
в) разрабатывается принципиальная схема приспособления;
г) разрабатывается конструктивная схема или эскизная компоновка приспособления и расчетом или конструктивно определяются размеры его основных деталей;
д) окончательно оформляется конструкция приспособления в общем виде;
е) производится расчет приспособления на экономичность;
ж) при благоприятных результатах расчета на экономичность составляются рабочие чертежи приспособления.
При разработке эскизной компоновки необходимо тщательно изучить условия работы будущего приспособления и опыт создания существующих приспособлений для аналогичных операций. Разрабатывая эскизную компоновку, конструктор должен всегда стремиться к тому, чтобы приспособление безусловно обеспечивало требуемое качество выполнения операции и в то же время было наиболее простым по конструкции.
Кинематические расчеты сборочно-сварочной оснастки чаще всего несложны. Большую сложность представляют расчеты деталей и узлов на работоспособность.
Основными условиями, определяющими работоспособность деталей сборочно-сварочных приспособлений, являются:
а) достаточная прочность при действии постоянных нагрузок (силовые винты, упоры, зажимы, корпусы и т. п.);
б) сопротивляемость механическому износу (основание, элементы зажимных и распорных устройств и т. п.);
в) необходимая жесткость (основание, элементы зажимных и распорных устройств и т. п.) в соответствии с установленными нагрузками.
Методы расчета деталей сборочно-сварочных приспособлений в большинстве случаев не отличаются от известных методов расчета деталей машин, изложенных в соответствующих курсах и справочниках. Краткая методика расчета отдельных элементов приводится ниже.
Стойкость поверхностей деталей приспособлений в отношении износа и выкрашивания гарантируется назначением соответствующих, проверенных в аналогичных условиях, удельных нагрузок или применение специальных конструктивных и технологических решений (местная повышенная твердость, сменные рабочие элементы и т. п.). Жесткость конструкции проверяется путем определения деформации ее элементов под действием расчетных нагрузок.
Однако величины действующих усилий не всегда поддаются точному определению. Многие размеры деталей приспособлений пу-, тем расчета на прочность вообще не могут быть определены, так как действующие на них усилия незначительны, а случайные нагрузки трудно поддаются учету; кроме того, на размеры деталей сборочно-сварочной оснастки влияет ряд других чисто практических факторов, часто являющихся решающими (возможность ремонта и замены изношенных деталей, безопасность использования приспособлений, удобство сборки приспособления и т. п.).
В процессе конструирования оснастки употребляются два метода расчета:
1) определение размеров деталей оснастки из условий прочности при действующих нагрузках;
2) определение напряжений в деталях оснастки с известными размерами и величинами действующих нагрузок.
Первый способ применяется сравнительно редко; более удобен второй способ, по которому фактически выполняется говерочный расчет. Располагая всеми необходимыми размерами деталей из эскизной компоновки, конструктор в этом случае определяет величины действующих напряжений, и, сопоставляя их с допускаемыми, проверяет правильность выбранных размеров.
При конструировании приспособлений необходимо соблюдать ряд общих условий, основными из которых можно назвать следующие:
1. Измерительные базы узла (поверхности базовых деталей, от которых задаются размеры сопрягаемых элементов) должны по возможности совпадать с установочными базами приспособления.
2. Установочные базы приспособлений нужно стремиться совмещать с поверхностями, прошедшими механическую обработку, или с поверхностями, хотя и не обработанными механически, но гладкими и чистыми.
3. При выборе схемы базирования необходимо обеспечить возможность легкого и удобного съема собранного или сваренного узла с приспособления.
4. Необходимо обеспечить свободный доступ к местам установки деталей, к местам соприкосновения их с зажимными устройствами и к местам сварки.
5. Необходимо обеспечить возможность ремонта приспособления, восстановления его размеров и безопасность работы.
Источник