- Выявление дефектов деталей оборудования
- Способы выявления дефектов
- Процесс длительного испытания с целью выявления дефектов при выполнении ремонта ремонт
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ НА СТАДИИ ОСВОЕНИЯ РЕМОНТНОГО ПРОИЗВОДСТВА
- 3. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ НА СТАДИИ СЕРИЙНОГО И МАССОВОГО РЕМОНТНОГО ПРОИЗВОДСТВА
- 4. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЙ
Выявление дефектов деталей оборудования




![]()
![]()
Очищенные детали подвергают дефектации с целью оценки их технического состояния, выявления дефектов и установления возможности дальнейшего использования, необходимости ремонта или замены. При дефектации выявляют: износы рабочих поверхностей в виде изменений размеров и геометрической формы детали; наличие выкрошиваний, трещин, сколов, пробоин, царапин, рисок, задиров и т. п.; остаточные деформации в виде изгиба, скручивания, коробления; изменение физико-механических свойств в результате воздействия теплоты или среды.
Способы выявления дефектов:
1. Внешний осмотр. Позволяет определить значительную часть дефектов: пробоины, вмятины, явные трещины, сколы, значительные изгибы и скручивания, сорванные резьбы, нарушение сварных, паяных и клеевых соединений, выкрошивания в подшипниках и зубчатых колесах, коррозию и др.
2. Проверка на ощупь. Определяется износ и смятие резьбы на деталях, легкость проворота подшипников качения и цапф вала в подшипниках скольжения, легкость перемещения шестерен по шлицам вала, наличие и относительная величина зазоров сопряженных деталей, плотность неподвижных соединений.
3. Простукивание. Деталь легко остукивают мягким молотком или рукояткой молотка с целью обнаружения трещин, о наличии которых свидетельствует дребезжащий звук.
4. Керосиновая проба. Проводится с целью обнаружения трещины и ее концов. Деталь либо погружают на 15-20 мин в керосин, либо предполагаемое дефектное место смазывают керосином. Затем тщательно протирают и покрывают мелом. Выступающий из трещины керосин увлажнит мел и четко проявит границы трещины.
5. Измерение. С помощью измерительных инструментов и средств определяется величина износа и зазора в сопряженных деталях, отклонение от заданного размера, погрешности формы и расположения поверхностей.
6. Проверка твердости. По результатам замера твердости поверхности детали обнаруживаются изменения, произошедшие в материале детали в процессе ее эксплуатации.
7. Гидравлическое (пневматическое) испытание. Служит для обнаружения трещин и раковин в корпусных деталях. С этой целью в корпусе заглушают все отверстия, кроме одного, через которое нагнетают жидкость под давлением 0,2-6,3 МПа. Течь или запотевание стенок укажет на наличие трещины. Возможно также нагнетание воздуха в корпус, погруженный в воду. Наличие пузырьков воздуха укажет на имеющуюся неплотность.
8. Магнитный способ. Основан на изменении величины и направления магнитного потока, проходящего через деталь, в местах с дефектами. Это изменение регистрируется нанесением на испытуемую деталь ферромагнитного порошка в сухом или взвешенном в керосине (трансформаторном масле) виде: порошок оседает но кромкам трещины. Способ используется для обнаружения скрытых трещин и раковин в стальных и чугунных деталях. Применяются стационарные и переносные (для крупных деталей) магнитные дефектоскопы.
9. Ультразвуковой способ. Основан на свойстве ультразвуковых волн отражаться от границы двух сред (металла и пустоты в виде трещины, раковины, непровара). Импульс, отраженный от дефектной полости, регистрируется на экране установки, определяя место дефекта и его размеры. Применяется ряд моделей ультразвуковых дефектоскопов.
10. Люминесцентный способ. Основан на свойстве некоторых веществ светиться в ультрафиолетовых лучах. На поверхность детали кисточкой или погружением в ванну наносят флюоресцирующий раствор. Через 10—15 мин поверхность протирают, просушивают сжатым воздухом и наносят на нее тонкий слой порошка (углекислого магния, талька, силикагеля), впитывающего жидкость из трещин или пор. После этого деталь осматривают в затемненном помещении в ультрафиолетовых лучах. Свечение люминофора укажет расположение трещины. Используются стационарные и переносные дефектоскопы. Способ применяется в основном для деталей из цветных металлов и неметаллических материалов, так как их контроль магнитным способом невозможен.
Источник
Способы выявления дефектов
Виды дефектоскопии
Дефектом называется каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Примерами дефектов могут служить выход размера детали за пределы допуска по рабочим чертежам, при ремонте или эксплуатации, трещины, забойные риски и т. д.
По степени влияния на работоспособность изделий дефекты подразделяют на критические, значительные и малозначительные. При наличии критического дефекта изделие не используется. Значительный дефект влияет на использование изделия по его назначению или снижает его долговечность. Малозначительный дефект не влияет существенно ни на использование изделия по назначению, ни на его долговечность.
По возможности устранения дефекты делят на исправимые и неисправимые. Детали с неисправимыми дефектами выбраковывают, а с исправимыми направляют в специализированные цехи или отделения для ремонта.
По месту расположения различают наружные и внутренние дефекты.
Наружный осмотр.Осуществляют осмотр обычно визуально, невооруженным глазом или с помощью простейших оптических средств — луп с 5—10-кратным увеличением. В редких случаях применяют микроскопы. При этом выявляют видимые погрешности поверхностей — мелкие и крупные риски, натиры, задиры, следы подплавления, поверхностные раковины коррозионного или кавитационного происхождения, отслаивание и выкрашивание усталостного происхождения, вмятины, сколы, отколы, макротрещины различного происхождения и т. д. При контроле особое внимание обращают на поверхности, расположенные в зонах высоких тепловых и механических нагрузок, а также в зонах конструктивных и технологических концентраторов напряжений.
Контроль размеров.Типовыми операциями являются операции измерения отклонений действительных размеров от нормальных вследствие износа или деформации детали или ее поверхностей. Для упругих элементов контроль размеров может производиться также под статической нагрузкой.
Магнитопорошковый метод.Все магнитные методы контроля можно использовать только для деталей, изготовленных из ферромагнитных материалов. Магнитные методы основаны на обнаружении магнитных полей рассеяния, которые возникают на поверхности намагниченной детали в местах, где имеются дефекты типа нарушения целостности материала или включений с другой магнитной проницаемостью.
На рис. 7 показана схема возникновения магнитного поля рассеяния над дефектом. Магнитный поток при прохождении через бездефектную часть детали не изменяет своего направления. Но если на пути магнитного потока встретится дефект, т. е. препятствие с малой магнитной проницаемостью, то он вызовет искажение направления магнитного поля, наведенного в детали. При этом на краях дефекта возникают магнитные полюсы, создающие магнитное поле рассеяния. Это поле можно обнаружить с помощью мелкого ферромагнитного порошка. Этим методом обнаруживаются поверхностные микротрещины и другие дефекты с шириной раскрытия у поверхности 0,001 мм и более, глубиной 0,01 мм и более, подповерхностные дефекты больших размеров на глубине до 1,5—2,0 мм, а также дефекты под различного рода покрытиями (после окраски, электрохимических покрытий и др.), но при условии, что толщина немагнитного покрытия не более 0,08 мм.
Метод контроля состоит из следующих технологических операций:
подготовки изделия к контролю; намагничивания изделия или его части; нанесения на поверхность изделия ферромагнитного порошка (сухой метод) или суспензии (мокрый метод); исследования поверхности и расшифровки результатов контроля; размагничивания.
Подготовка изделий к контролю заключается в его тщательной очистке, которую производят в порядке общей мойки деталей или дополнительно на рабочем месте.
Существует три способа намагничивания: полюсное (продольное), бесполюсное (циркулярное) и комбинированное. При полюсном намагничивании применяются электромагниты и соленоиды. При бесполюсном намагничивании через деталь пропускают большой ток низкого напряжения, а если деталь полая, то используют электродный метод намагничивания. Комбинированный способ представляет собой комбинацию бесполюсного и полюсного способов намагничивания (рис. 8). При полюсном намагничивании образуется продольное поле, при котором хорошо обнаруживаются поперечные, наиболее опасные трещины. При бесполюсном намагничивании четко выявляются продольные дефекты (трещины, волосовины и др.) и радиальные трещины на торцовых поверхностях. При комбинированном намагничивании изделие находится под воздействием одновременно двух взаимно перпендикулярных магнитных полей, что дает возможность обнаружить дефект
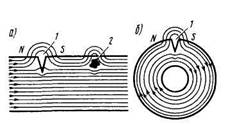
Рис. 7. Схема возникновения магнитных полей рассеяния:
а—при продольном намагничивании; б—при циркулярном намагничивании; /—трещина; 2 -неметаллическое включение
любых направлений. Для намагничивания изделий может использоваться переменный (однофазный и трехфазный), постоянный, выпрямленный, однополупериодный и двухполупериодный ток, а также импульсный ток.
В качестве магнитных порошков применяют магнезит (закись-окись железа черного или темно-коричневого цвета для контроля изделий со светлой поверхностью. Окись железа (Fe2O3) буро-красного цвета применяют для контроля изделий с темной поверхностью. Лучшими магнитными свойствами обладает порошок из мягкой стали. Для контроля изделий с темной поверхностью применяют также окрашенные порошки для большего контраста с поверхностью. Жидкой основой для смесей-суспензий служат органические масла или их смеси с керосином. Обычно в 1 л жидкости добавляют 125— 175 г порошка из окиси железа или 200 г порошка из мягкой стали. В зависимости от магнитных свойств материала контроль можно производить на остаточной намагниченности изделия или в приложенном магнитном поле. В первом случае порошок наносят на деталь при выключенном дефектоскопе, а во втором — при включенном. При наличии дефекта (например, открытой трещины) в зоне краев трещины образуется полюсность. Частицы порошка, оседая в зоне трещины в виде узоров различной формы и размеров, обрисовывают ее контур, т. е. показывают ее месторасположение, форму и длину.

Детали, обладающие большим остаточным магнетизмом, будучи намагничены, могут длительное время притягивать к себе продукты истирания деталей, которые, сосредоточиваясь в пора», вызывают повышенный абразивный износ. Поэтому указанные детали обязательно размагничивают. Для этой цели изделие, находящееся внутри включенного дефектоскопа, постепенно удаляют от дефектоскопа (или дефектоскоп от изделия) на расстояние не менее 1 —1,5 м, после чего дефектоскоп выключают. Полностью размагниченное изделие не должно притягивать стальную пластину или опилки. Наибольшее распространение в депо и на заводах нашли магнитные дефектоскопы переменного тока, круглые, неразъемные ДГЭ-М, седлообразные ДГС-М и настольные ДГН-1Б. Все они являются приборами соленоидного типа, отличающимися друг от друга конструктивно.
Методы ультразвуковой дефектоскопии.Ультразвуковая дефектоскопия основана на свойстве ультразвуковых колебаний (волн) распространяться в твердом или жидком теле и отражаться от границ раздела двух сред (воздух — металл, инородные включения — металл, жидкость — газ и т. д.).
Ультразвуковыми волнами называют упругие механические колебания (звуки), имеющие частоту более 20 кГц. Этот вид дефектоскопии применяют для обнаружения подповерхностных и глубоко залегающих пороков деталей независимо от материала, из которого они изготовлены. Ультразвуковая дефектоскопия используется как для контроля отдельных деталей, так и деталей, находящихся в сборке; например, можно выявить дефекты подступичной части оси колесной пары, шеек коленчатого вала, не снятого с дизеля, в болтах крепления полюсов электрических машин, в зубьях шестерен тяговых редукторов, находящихся под тепловозом, и т. д. В локомотивных депо и на ремонтных заводах распространен дефектоскоп УЗД-64, работающий по эхо-импульсному методу (рис. 9). Генератор импульсов через определенные промежутки времени включает генератор развертки и одновременно с этим подает на короткое время электрическое напряжение на пьезопластину искателя-излучателя. Под воздействием генератора развертки электронный луч на экране дефектоскопа перемещается с частотой 50 Гц из левой его части в правую. На экране дефектоскопа появляется светящаяся почти прямая линия развертки с отклонением вблизи начальной точки (зондирующий импульс). После каждого электрического «удара» пьезопластина искателя совершает определенное количество колебаний, посылая УЗК в деталь. При отсутствии дефекта УЗК отражаются от противоположной поверхности детали и воспринимаются пьезопластиной искателя-приемника, где УЗК преобразуются в электрическое переменное напряжение, частота и длительность которого соответствуют частоте и длительности импульса отраженной волны. В усилителе положительная часть переменного напряжения усиливается и подается на вертикальные пластины кинескопа. На экране возникает донное отражение (эхо). При наличии в детали дефекта часть УЗК вначале отразится от него, а остальная часть отразится от противоположной поверхности детали. При этом эхо-сигнал от дефекта попадает на экран кинескопа раньше донного. Прием отраженных эхо-сигналов происходит в промежутке между двумя импульсами генератора.
При дефектоскопии деталей дефектоскопист должен соблюдать технику безопасности производства работ в соответствии с действующей должностной инструкцией. Дефектоскопист не имеет права допускать к пользованию дефектоскопом других работников, за исключением мастеров и совместно с ним работающих дефектоскопистов, сдавших установленные испытания.
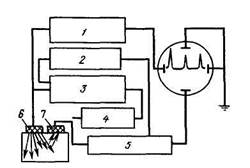
Рис. 9. Структурная схема ультразвукового дефектоскопа:
1 — генератор развертки; 2 — индикатор расстояния; 3 — генератор импульсов;
Источник
Процесс длительного испытания с целью выявления дефектов при выполнении ремонта ремонт
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Система технического обслуживания и ремонта техники
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА
ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ
System of equipment maintenance and repair.
Procedure of repaired equipment quality estimation
Дата введения 1976-07-01
ВВЕДЕН постановлением Государственного комитета стандартов Совета Министров СССР от 15 мая 1975 г. N 1304
Переиздание. Январь 1991 г.
Настоящий стандарт устанавливает порядок проведения работ по оценке качества отремонтированных изделий машиностроения, являющихся товарной продукцией предприятия.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Оценка качества отремонтированных изделий должна производиться на этапе освоения ремонтного производства и на этапе серийного и массового ремонтного производства.
Порядок проведения работ по оценке качества изделий при единичном ремонтом производстве должен устанавливаться в отраслевых стандартах применительно к конкретным видам продукции.
1.2. Оценка качества отремонтированного опытного образца (опытной партии) на этапе освоения ремонтного производства производится с целью установления возможности постановки изделия на серийное и массовое ремонтное производство.
Под отремонтированным опытным образцом понимается образец продукции, подвергаемый опытному ремонту.
1.3. Оценка качества отремонтированных изделий на этапе серийного и массового ремонтного производства производится с целью:
оценки соответствия конкретных изделий (партии изделий) заданному уровню качества (в дальнейшем — текущая оценка);
определения стабильности качества отремонтированных изделий (в дальнейшем — периодическая оценка);
проверки эффективности изменений, внесенных в конструкцию ремонтируемого изделия и (или) технологию его ремонта (в дальнейшем — типовая оценка);
определения уровня качества отремонтированных изделий и отнесения отремонтированных изделий к одной из групп качества (в дальнейшем — аттестационная оценка).
1.4. На основании настоящего стандарта должны разрабатываться отраслевые стандарты, руководящие и методические материалы, устанавливающие порядок проведения оценки качества отремонтированных изделий с учетом специфики продукции.
1.5. В зависимости от вида и назначения ремонтируемого изделия, этапа производства, цели и характера связей между исполнителями ремонта и потребителями оценка качества отремонтированных изделий должна производиться службой технического контроля предприятия-исполнителя ремонта или специально созданными комиссиями предприятия, ведомственными и межведомственными, с привлечением службы надежности предприятия-исполнителя ремонта.
1.6. Межведомственная комиссия назначается в оговоренных в настоящем стандарте случаях, когда заказчик и предприятие-исполнитель ремонта представляют различные министерства (ведомства), приказом по министерству (ведомству) по подчиненности предприятия. В состав межведомственной комиссии включаются представители:
министерства (ведомства), назначившего комиссию;
министерства (ведомства) потребителя.
При необходимости в работе комиссии принимает участие представитель Госстандарта СССР.
К работе в комиссии могут привлекаться представители других министерств (ведомств), ведущих научно-исследовательских и проектных организации, в том числе головных и базовых организаций по стандартизации, предприятий-изготовителей изделия и др.
1.7. Порядок принятия решения и оформления актов комиссиями устанавливается министерством (ведомством) — исполнителем ремонта.
1.8. Оценка качества отремонтированных изделий может производиться:
по показателям качества отремонтированных изделий;
по факторам, характеризующим ремонт и определяющим качество отремонтированных изделий (в дальнейшем — факторы);
по показателям дефектности отремонтированных изделий.
1.9. Оценка качества отремонтированных изделий может производиться дифференциальным, комплексным и смешанным методами (определение методов — по ГОСТ 15467-79).
1.10. Номенклатура показателей качества отремонтированных изделий устанавливается в отраслевых документах по согласованию с заказчиком, при этом обязательному включению в номенклатуру показателей подлежат показатели назначения и надежности, которые могут изменяться в процессе ремонта.
1.11. За значения базовых показателей качества отремонтированных изделий принимаются:
при текущей, периодической и типовой оценках по показателям качества отремонтированных изделий — значения показателей качества, установленные соответствующими документами на отремонтированные изделия;
при аттестационной оценке ни показателям качества отремонтированных изделий — значения показателей качества, установленные в соответствующих документах на изделия, выпускаемые предприятиями-изготовителями;
при оценке по факторам — значения факторов, достигнутые на передовых предприятиях отрасли;
при оценке по показателям дефектности — допустимые значения показателей дефектности, имеющие место на передовых предприятиях отрасли.
2. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ
ИЗДЕЛИЙ НА СТАДИИ ОСВОЕНИЯ РЕМОНТНОГО ПРОИЗВОДСТВА
2.1. Оценка качества отремонтированного опытного образца (опытной партии) производится приемочной комиссией (ведомственной или межведомственной).
2.2. Приемочная комиссия производит оценку качества по показателям качества отремонтированных изделий, установленным в технической документации, утвержденной в установленном порядке.
2.3. Оценка показателей качества отремонтированных изделий производится путем проведения приемочных испытаний.
2.4. Приемочная комиссия работает по специальной программе, согласованной с потребителем и утвержденной министерством (ведомством) — исполнителем ремонта.
2.5. Результаты работы комиссии по оценке качества отремонтированных изделий отражаются в актах приемки, которые утверждаются министерством (ведомством) — исполнителем ремонта.
2.6. При установлении возможности постановки продукции на серийное и массовое ремонтное производство комиссия определяет объем доработок отремонтированных изделий и технической документации и дает предложения по поставке изделий на серийное и массовое ремонтное производство.
2.7. Результаты оценки качества отремонтированных изделий оформляются актом, к которому прилагаются протоколы испытаний и оценки факторов, определяющих качество ремонта.
Акт подписывается всеми членами комиссии и утверждается руководителем организации (предприятия), назначившей комиссию. Рекомендуемая форма акта оценки качества отремонтированных изделий приведена в приложении 1.
3. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ КАЧЕСТВА ОТРЕМОНТИРОВАННЫХ
ИЗДЕЛИЙ НА СТАДИИ СЕРИЙНОГО И МАССОВОГО РЕМОНТНОГО ПРОИЗВОДСТВА
3.1. Текущая оценка качества отремонтированных изделий производится службой технического контроля предприятия-исполнителя ремонта по показателям качества готовой продукции.
3.2. Периодическая и типовая оценки производятся комиссией предприятия с участием представителя основного потребителя и при необходимости — разработчика изделия. Периодическая оценка производится по показателям качества отремонтированных изделий и дополнительно по факторам, определяющим качество ремонта, типовая оценка — по показателям качества отремонтированных изделий.
3.3. Аттестационная оценка производится ведомственной или межведомственной комиссией по показателям качества отремонтированного изделия.
Допускается по согласованию с потребителем производить оценку качества по факторам или по показателям дефектности отремонтированных изделий.
3.4. Определение показателей качества отремонтированных изделий производится:
при текущей оценке — по результатам приемо-сдаточных испытаний;
при периодической оценке — по результатам периодических испытаний;
при типовой оценке — по результатам типовых испытаний;
при аттестационной оценке — по результатам аттестационных испытаний или по результатам анализа имеющейся информации.
4. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЙ
4.1. Методы и средства испытаний должны обеспечивать возможность получения значений показателей качества, установленных технической документацией.
4.2. Разработка программ и методик испытаний должна проводиться в соответствии с требованиями ГОСТ 2.106-68.
4.3. Выбор средств испытаний производится в соответствии с требованиями нормативно-технической документации.
4.4. Испытания проводятся на предприятии-исполнителе ремонта. Если предприятие-исполнитель ремонта не имеет условий для проведения соответствующих испытаний, оно должно обеспечить проведение испытаний и других организациях.
4.5. Приемочные испытания
4.5.1. Приемочным испытаниям подвергаются опытные образцы (опытные партии) отремонтированных изделий.
4.5.2. К приемочным испытаниям допускаются отремонтированные изделия, которые по объему ремонтных воздействий являются типичными представителями отремонтированных изделий данного вида.
4.5.3. Программа приемочных испытаний разрабатывается министерством (ведомством) — исполнителем ремонта и согласовывается с потребителем.
4.5.4. По результатам приемочных испытаний комиссия составляет протокол испытаний опытного образца (опытной партии). Рекомендуемая форма протокола приемочных испытаний отремонтированных изделий приведена в приложении 2.
4.6. Приемо-сдаточные испытания
4.6.1. Приемо-сдаточным испытаниям подвергается каждое изделие или выборка из каждой партии изделий, определяемая в зависимости от вида, назначения и объема выпуска изделий.
4.6.2. Конкретный перечень показателей качества отремонтированных изделий, подлежащих оценке при приемо-сдаточных испытаниях, устанавливается в ремонтных документах в зависимости от вида изделия и его целевого назначения в соответствии с ГОСТ 2.602-68.
4.6.3. Результаты приемо-сдаточных испытаний отражаются в сопроводительной документации к отремонтированным изделиям (отметка о приемке, а при необходимости, фактические результаты испытаний). Вид сопроводительных документов — по ГОСТ 2.602-68.
4.6.4. Приемо-сдаточные испытания в обязательном порядке должны предшествовать приемочным, периодическим, типовым и аттестационным испытаниям.
4.7. Периодические испытания
4.7.1. Периодическим испытаниям подвергаются отремонтированные изделия серийного и массового ремонтного производства.
4.7.2. Правила выбора образцов, программа и методика испытаний, а также периодичность и объем испытаний указываются в отраслевых нормативно-технических документах.
Примечание. Если периодичность, продолжительность и методы проведения испытаний не указаны в нормативно-технических документах, то они устанавливаются министерством (ведомством) — исполнителем ремонта по согласованию с потребителем.
4.7.3. Результаты периодических испытаний отражаются в протоколе. Рекомендуемая форма протокола периодических испытаний отремонтированных изделий приведена в приложении 3.
4.8. Типовые испытания
4.8.1. К типовым испытаниям допускаются изделия, имеющие изменения в конструкции или технологии ремонта по сравнению с изделиями, ремонтируемыми серийно.
4.8.2. Типовые испытания должны проводиться по программе, разработанной предприятием-исполнителем ремонта и при необходимости согласованной с разработчиком и потребителем.
4.8.3. Программа типовых испытаний должна обеспечивать сопоставимость результатов испытаний до и после внесения изменений в конструкцию и (или) технологию ремонта. Объем и методы испытаний (если они не оговорены в нормативно-технических документах) устанавливает предприятие-исполнитель ремонта.
4.9. Аттестационные испытания
4.9.1. Аттестационные испытания проводятся в случае отсутствия достаточной информации (результатов периодических испытаний, эксплуатационных наблюдений и т.д.) для принятия обоснованного решения об уровне качества отремонтированных изделий.
4.9.2. Аттестационным испытаниям подвергаются образцы изделия серийного и массового ремонтного производства по требованию аттестационной комиссии.
4.9.3. Программа, объем и методы аттестационных испытаний определяются аттестационной комиссией при обязательном согласовании с представителем потребителя, представленным в комиссии.
4.10. При проведении приемочных испытаний опытного образца (опытной партии), периодических и аттестационных испытаний определение значения показателя надежности является обязательным независимо от наличия его в нормативно-технических документах.
Источник