- Процесс ремонта двигателя камаза
- Организация процессов по ремонту двигателей автомобилей на примере ООО «Автоцентр КамАЗ»
- Разработка конструкции стенда для сборки и разборки двигателя. Ознакомление с процессом выбора электродвигателя и редуктора. Характеристика технологического процесса ремонта двигателя автомобиля КамАЗ. Рассмотрение особенностей испытания двигателя.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Процесс ремонта двигателя камаза
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
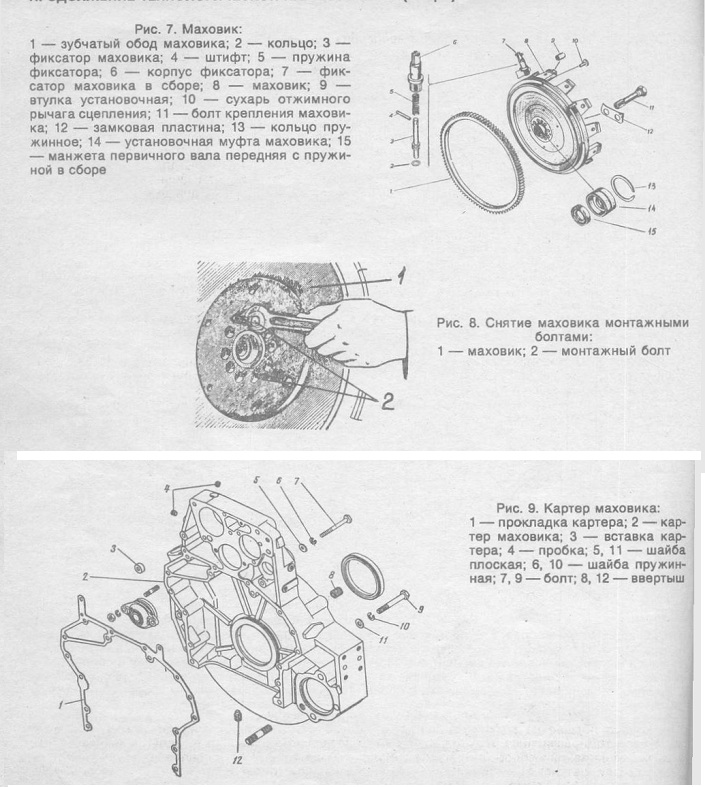
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
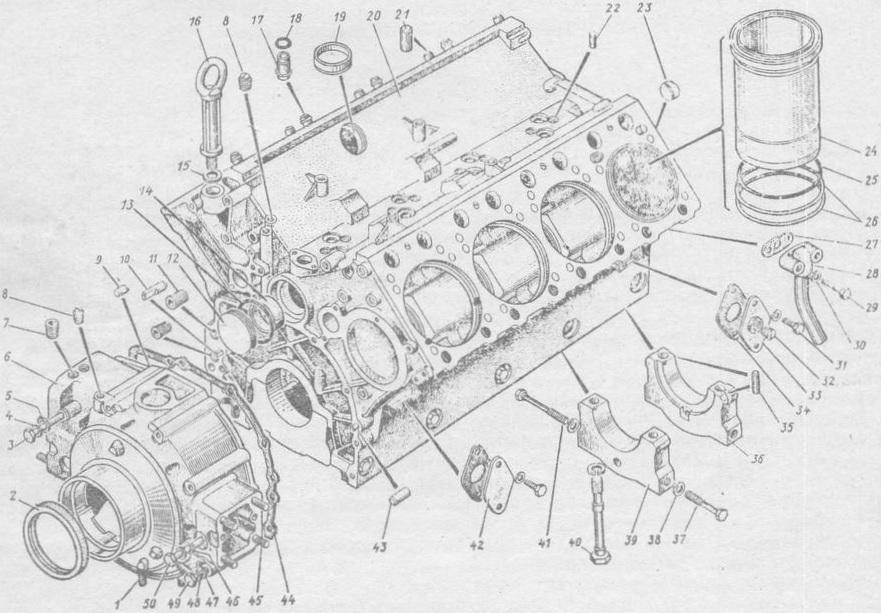
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
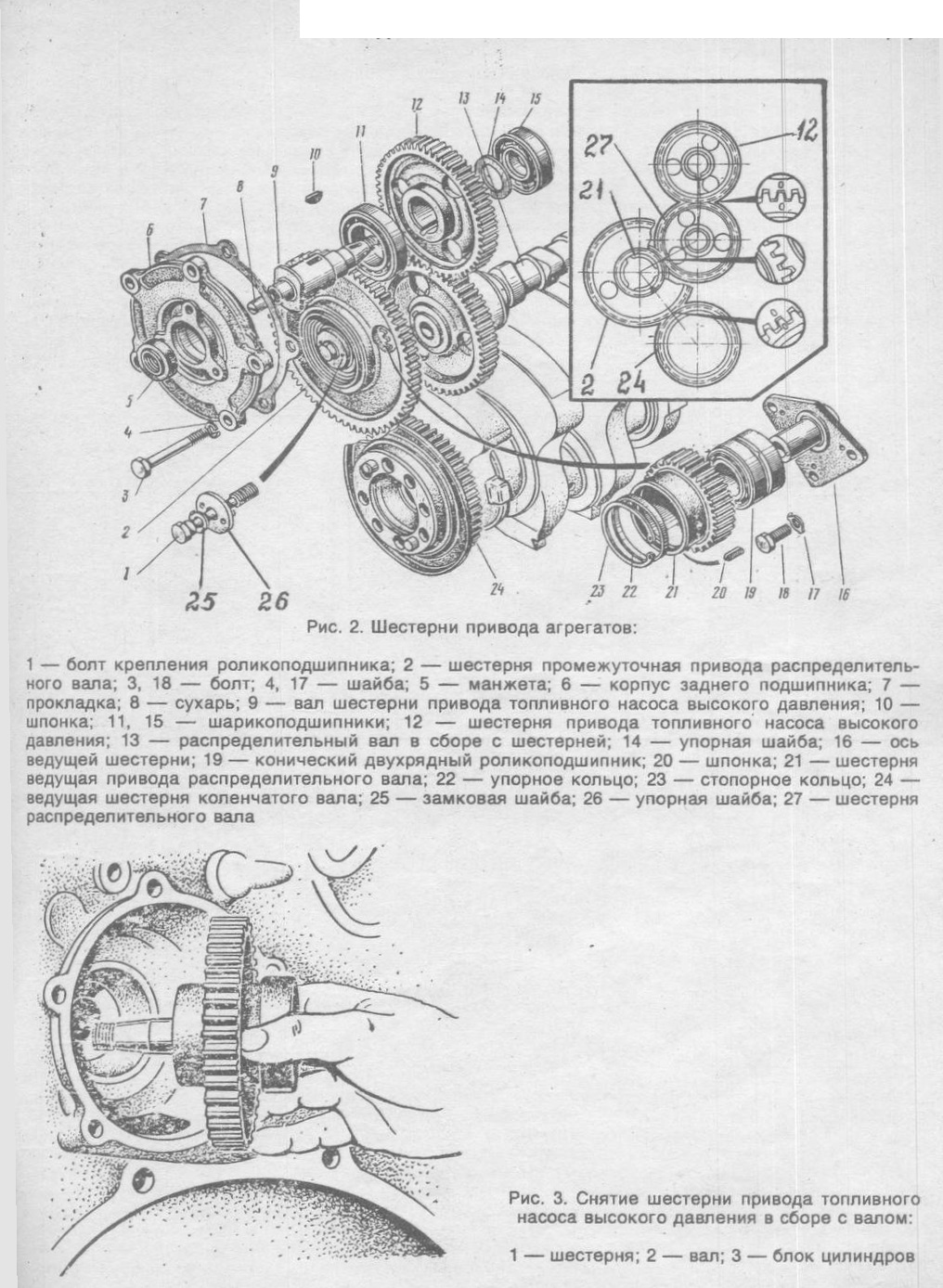
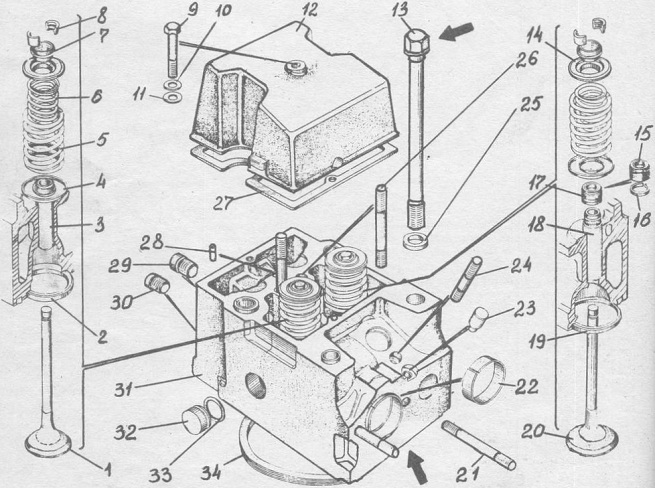
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник
Организация процессов по ремонту двигателей автомобилей на примере ООО «Автоцентр КамАЗ»
Разработка конструкции стенда для сборки и разборки двигателя. Ознакомление с процессом выбора электродвигателя и редуктора. Характеристика технологического процесса ремонта двигателя автомобиля КамАЗ. Рассмотрение особенностей испытания двигателя.
| Рубрика | Производство и технологии |
| Вид | дипломная работа |
| Язык | русский |
| Дата добавления | 14.04.2015 |
| Размер файла | 2,0 M |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Характеристика предприятия
1.1 Техническая вооружённость
1.2 Энергоснабжение предприятия
1.4 Водоснабжение и канализация
2. Расчётная часть
2.1 Расчёт годовой производственной программы
2.2 Определение общих трудозатрат
2.3 Расчёт количества производственных и вспомогательных рабочих
2.4 Расчёт средней тарифной ставки
2.5 Распределение работ в зависимости от разряда
3. Энергетическая часть
3.1 Расчёт производственной и вспомогательной площади
3.2 Затраты на электроэнергию
3.3 Расчёт расхода тепла
3.4 Расчёт водоснабжения
4. Экономическая часть
4.1 Расчёт фонда заработной платы
4.2 Расчёт фонда заработной платы производственных рабочих по видам работ
4.3 Расчёт отчисления на социальные нужды
4.4 Расчёт потребности и стоимости ТСМ
4.5 Расчёт потребности в запасных частых
4.6 Расчёт амортизационных отчислений
4.7 Расчёт затрат на электроснабжение
4.8 Расчёт затрат на теплоснабжение
4.9 Расчёт затрат на водоснабжение
4.10 Расчёт затрат обслуживающих производств
5. Конструктивная часть
5.1 Разработка конструкции стенда для сборки и разборки двигателя
5.2 Обзор существующих конструкций стендов
5.3 Энергетический расчёт
5.4 Выбор электродвигателя
5.5 Выбор редуктора
5.6 Подбор муфты
6. Рекомендованный технологический процесс ремонта двигателя
6.1 Описание рекомендуемого технологического процесса
6.2 Испытание двигателя
6.2.1 Оборудование, приборы, инструмент
6.2.2 Холодная обкатка двигателя
6.2.3 Горячая обкатка двигателя
6.3 Контрольная приёмка двигателя
7. Охрана труда и техника безопасности
7.1 Промышленная санитария и гигиена труда
7.2 Техника безопасности
7.3 Противопожарная безопасность
7.4 Охрана природы
Список использованных источников
Автомобилестроение и авторемонтное производство призваны удовлетворять растущую потребность народного хозяйства страны в автомобилях, агрегатах и двигателях. Благодаря ремонту срок службы автомобиля значительно повышается. Объем перевозок на долю капитально-отремонтированный автомобилей составляет 30-40% от всего объема грузов. Основной задачей, поставленной перед автомобильной промышленностью и главным образом перед авторемонтным производством является увеличение надежности подвижного состава автотранспорта.
Большегрузные автомобили КамАЗ, предназначены для перевозки различных грузов, в основном на большие расстояния, отличаются высокой экономичностью и эксплуатационной надёжностью, комфортабельностью рабочего места водителя. Эти преимущества, выдвигают грузовик КамАЗ на одно из первых мест среди грузовых автомобилей.
Массовое производство автомобилей КамАЗ и их поступление в народное хозяйство, началось в 1976 году. На автомобиль КамАЗ устанавливается дизельный восьмицилиндровый четырёхтактный двигатель с воспламенением от сжатия и V-образным расположением цилиндров, угол развала равен 90 градусов. Двигатель КамАЗ-7403.10 отличающийся высокой мощностью, надёжностью и повышенным ресурсом благодаря применению:
поршней, отлитых из высококремнистого алюминиевого сплава с чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки;
поршневых колец с хромовым и молибденовым покрытием боковых поверхностей;
азотированного или упрочнённого индукционной закалкой коленчатого вала;
трёхслойных тонкостенных сталебронзовых вкладышей коренных и шатунных подшипников;
закрытой системы охлаждения, заполняемой низкозамерзающей охлаждающей жидкостью, с автоматическим регулированием температурного режима, гидромуфтой привода вентилятора и термостатами;
высокоэффективных бумажных фильтрующих элементов для фильтрации масла, топлива и воздуха;
гильз цилиндров, объемно-закаленных и обработанных плосковершинным хонингованием;
электрофакельного устройства подогрева воздуха, обеспечивающего надёжный пуск двигателя при отрицательных температурах окружающего воздуха до -25 С.
Полученные в процессе исследований закономерности интенсивности изнашивания агрегатов автомобилей позволили усовершенствовать действующую методику корректирования нормативов технической эксплуатации автомобильного транспорта. Кроме того, результаты исследований топливной экономичности указанных автомобилей позволили разработать принципиально новую систему дифференцированного корректирования линейных норм расхода топлива, учитывающую реальные климатические, дорожные и транспортные условия их эксплуатации. В условиях производства создана исследовательская лаборатория спектрального анализа масла двигателей семейства КамАЗ. Результаты выполненных исследований интенсивности изнашивания двигателей по параметрам работающего масла КамАЗ-5320. Разработкой на машиностроительных предприятиях новых технологий и технологического оборудования по всем основным производственным переделам от получения заготовок до сборки и испытаний готовой продукции. Цикл работ включает как исследования, так и разработку технологических процессов, проектирование и изготовление оборудования. электрофакельного устройства подогрева воздуха, обеспечивающего надёжный пуск двигателя при отрицательных температурах окружающего воздуха до -25 С.
Увеличение интенсивности эксплуатации автомобилей приводит к тому что они раньше достигают своего предельного состояния при котором необходим капитальный ремонт, и соотношение между до ремонтным и послеремонтным периодами эксплуатации автомобиля за весь срок его службы сокращается. Восстановление работоспособности автомобилей путем их капремонта позволяет поддерживать численность автопарка страны на требуемом уровне при ограниченных трудовых и материальных ресурсах. Цель дипломного проекта показать правильную организацию основных процессов на участке по ремонту двигателей, проверка контроля и качества работ. Проанализировать работу участка по ремонту двигателей «ООО Архангельский Автоцентр КамАЗ» изучить пути экономии ремонта, внести новые предложения и выявить недостатки в работе по ремонту двигателей.
1. Характеристика предприятия
ООО «Автоцентр КамАЗ»
ООО «Архангельский автоцентр КамАЗ» расположен по адресу: г. Архангельск, Кузнечевский промузел, Первый проезд, строение 15.
Является официальным дилером ОАО «Торгово-финансовая компания КамАЗ» на территории Архангельской области и Ненецкого автономного округа.
Основное направление деятельности реализация продукции ОАО «Торгово-финансовая компания КамАЗ», запасных частей и агрегатов к технике. В сферу деятельности предприятия входят также предпродажная подготовка автомобилей, и последующее гарантийное и послегарантийное и послегарантийное обслуживание.
Растущие потребности нашего региона в большегрузных автомобилях, связанные с бурным ростом лесопромышленного комплекса и необходимостью полной замены стареющего парка автомобилей, открывают перед предприятием большие перспективы роста и развития.
На очереди открытие филиалов в городах Вельск и Северодвинск. В настоящее время бесперебойно действует представительство в Березнике.
На главном предприятии работают сорок человек. Во главе «Автоцентр КамАЗ» стоит директор, которому непосредственно подчиняются два заместителя и главный бухгалтер.
1.1 Техническая вооруженность
На территории «Автоцентра КамАЗ» находятся:
— Административное здание, где размещается управленческий состав.
-Стоянка новых автомобилей.
-Магазин, занимающийся розничной продажей запасных частей.
Предприятие имеет в своем распоряжении три автомобиля «КамАЗ», которые используются для перевозки запасных частей и агрегатов. Благодаря налаженной системе поставок, ООО»Автоцентр КамАЗ» постоянно предлагает потребителям весь спектр продукции автогиганта.
1.2 Энергоснабжение предприятия
Снабжение энергией ООО»Автоцентр КамАЗ» осуществляется от общей городской сети, через трансформаторную подстанцию. Мощность трансформатора составляет 250 кВт, что позволяет обеспечить цеха, участки и рабочие места электроэнергией.
Основными потребителями силовой энергией являются :
Расход электрической энергии составляет 72000 кВт/ч в год.
Теплоснабжение производственных и административных площадей осуществляется от городской ТЭЦ. Максимальный годовой расход тепла 800 Гкал\год. Техническое состояние тепловых сетей удовлетворительное.
1.4 Водоснабжение и канализация
Обеспечение водой и канализацией от кольцевого городского водопровода. Давление в системе водоснабжения 4,6 МПа.
Сброс хозяйственных и сточных вод осуществляется в городской коллектор.
Сточные воды не требуют дополнительной очистки, т.к. мойка деталей и агрегатов происходит с применением моечных машин по замкнутому циклу.
Организация производственного процесса на участке по ремонту двигателей.
Работа по участку ремонта двигателя организуется в соответствии с план заданием, утвержденным директором.
Сдача отремонтированных агрегатов на ремонт производится через склад ремонтного фонда.
Учет движения агрегатов осуществляется по приемо-сдаточному акту.
Оборудование и оснастка участка по ремонту двигателей предусматривает возможность проведения следующих видов работ, приведенных в таблице 1.2.
Таблица 1.1 — Виды работ проводимых на участке по ремонту двигателей
Источник