- Ремонт водяного насоса своими руками + видео
- Разборка и ремонт водяных насосов
- Насос не запускается
- Насос не качает теплоноситель
- Типичные неисправности автомобиля
- Технология ремонта водяного насоса
- Технология разборки водяного насоса осуществляется в следующей последовательности:
- Схема технологии ремонта водяного насоса
- Ремонт и обслуживание водяного насоса
- Назначение водяного насоса, расположение его на тепловозе, взаимодействие с другими узлами, агрегатами и деталями. Технологический процесс снятия водяного насоса с тепловоза на установленном виде ремонта. Контроль состояния деталей и устранение дефектов.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Ремонт водяного насоса своими руками + видео

Водяной насос центробежного типа Wilo в системе отопления частного дома обеспечивает принудительное движение теплоносителя. Вило относится к бытовым циркуляционным насосам отопления, отличается компактными размерами, высокой производительностью и надежностью.
Устройство нуждается в минимальном обслуживании и редко выходит из строя. Если же поломка случилась, то ремонт водяного насоса своими руками произвести не сложно.
Содержание статьи
Прежде чем приступить к рассмотрению особенностей ремонта этого типа насосов советуем прочитать обзорную статью о насосах для отопления.
Разборка и ремонт водяных насосов
Перед разборкой насоса отопления Wilo или его аналогов необходимо четко определить характеристики неисправности. Как правило, владельцы сталкиваются со следующими проблемами:
![]() агрегат не запускается;
агрегат не запускается;
![]() насос не качает теплоноситель, но при этом включается;
насос не качает теплоноситель, но при этом включается;
![]() помпа работает с пониженной мощностью;
помпа работает с пониженной мощностью;
![]() при работе слышен нехарактерный шум;
при работе слышен нехарактерный шум;
![]() насос шумит, вибрирует и/или нагревается.
насос шумит, вибрирует и/или нагревается.
При всех этих неисправностях ремонт водяных насосов требует разборки агрегата с последующей заменой вышедших из строя деталей.
Внимание! Водяные насосы Wilo на гарантии разбирать самостоятельно нельзя! При действующем сроке гарантийного обслуживания необходимо обратиться в сервисный центр.
Если вы решили произвести ремонт водяного насоса своими руками, то необходимо демонтировать устройство из сети отопления, предварительно отключив его от электропитания. Подача воды к насосу должна быть перекрыта боковыми вентилями. Остатки воды из помпы сливаются. Агрегат демонтируется при помощи 6-гранной отвертки.
Как и большинство отопительных водяных насосов европейского и российского производства Вило имеет модульную конструкцию. Для его разборки необходимо поочередно раскрутить все винтовые крепления. Первым аккуратно снимается корпус, а затем извлекаются все узлы агрегата.
Насос не запускается
Причин, по которым водяной насос отопительной системы не запускается несколько:
1. Низкое напряжение в электросети. Диагностировать низкое напряжение очень просто: нестабильно работают другие электроприборы, мерцает свет. Для устранения низкого напряжения следует постоянно использовать стабилизатор напряжения.
2. Известковые отложения на внутренних узлах. Водяной насос для отопления, ремонт которого при наличии отложений подразумевает разборку ротора и очистку всех его частей, может прослужить еще очень долго. Для очистки отложений можно использовать мягкую щетку или ткань.
3. Попадание мусора и инородных предметов. Агрегат заклинивает по причине засора. В закрытых системах отопления такая проблема встречается очень редко. Обычно заклинивание происходит после длительной работы неисправного насоса, когда причиной заклинивания становятся части разрушенной детали. Решение проблемы — извлечение инородного предмета, очистка внутреннего пространства от мусора.
4. Повреждение предохранителя. При сгоревшем предохранителе система защиты не позволяет запустить агрегат. Необходимо заменить сгоревший предохранитель. Если это не помогло, то причина в обмотке двигателя. Самостоятельно устранить неполадку не получиться, лучше доверить ремонт опытному мастеру или сервисному центру.
5. Выход из строя электрики: конденсатора, кабеля электропитания. Причина выявляется путем замера сопротивления и визуального осмотра. Неисправную деталь следует поменять на новую.
Современные модификации центробежного насоса Wilo с электронными блоками управления могут не включаться при возникновении неисправности в блоке. Если перезагрузка оборудования не помогла, то необходима замена или ремонт системы электроники.
Насос не качает теплоноситель
Насос включается, двигатель запускается, но при этом теплоноситель не циркулирует по системе отопления. Причины такой неисправности и ремонт водяного насоса в этом случае могут быть следующими:
1. Закисание вала. Проблема встречается при неправильной эксплуатации насоса, когда при его остановке вода не сливается, а остается внутри устройства. Для устранения проблемы нужно разобрать агрегат и провернуть рабочее колесо вручную при помощи отвертки.
2. Присутствие воздуха в теплоносителе. При завоздушенности системы насос отопления не может перекачивать насыщенную воздухом воду — она вытесняется из корпуса устройства обратно. При устранении завоздушенности неисправность исчезает.
3. Неправильная регулировка отопительной системы. Убедитесь, что все краны и вентили установлены в правильном положении. При перекрытом доступе теплоноситель может просто не доходить до помпы.
Насос работает с низкой мощностью
Это самая распространенная причина, по которой приходится выполнять ремонт водяных насосов Wilo. Устройство качает воду в системе отопления, но при этом давление значительно ниже номинального. Это может быть вызвано различными факторами:
1. Повреждение трубопровода. При наличии протечек в системе отопления напор подаваемой к насосу воды резко падает и оборудование работает вхолостую. Ремонт заключается в восстановлении целостности трубопроводов отопительной системы.
2. Насос не подходит по мощности. Возможно, устройство изначально было подобрано неправильно. Со временем эксплуатационный ресурс помпы выработался, и мощность снизилась до критического уровня. Проблема решается только приобретением насоса с оптимальной мощностью.
3. Вращение крыльчатки в противоположную сторону. Если насос до этого разбирали, то возможно неправильно установили рабочее колесо. Для устранения проблемы нужно внимательно осмотреть колесо и установить его, следуя инструкции завода-изготовителя.
4. Высокая вязкость теплоносителя. При попадании мусора, замерзании, образовании накипи теплоноситель меняет свои свойства и становится вязким. Такую субстанцию насос перекачивает с большим трудом, вследствие чего уменьшается мощность.
Стоит отметить, что некоторые помпы могут выдавать низкую мощность при неправильном подключении. Монтаж водяного насоса лучше доверить профессионалам.
Насос сильно шумит, вибрирует, греется
Если насос сильно шумит
Оборудование работает нормально, но при этом издает нехарактерный шум. Причиной грохота внутри корпуса является инородный предмет. Агрегат необходимо остановить, отключить от сети, слить жидкость и разобрать. После извлечения постороннего предмета следует осмотреть все детали на предмет повреждения. Если все в порядке, то устройство собирается и эксплуатируется в обычном режиме.
Чрезмерный гудящий шум свидетельствует о наличии воздуха в отопительной системе. При этом насос может постепенно терять свою мощность. Ремонт водяного насоса заключается в стравливании воздуха. Для предотвращения завоздушенности рекомендуется оснастить систему автоматическим воздухоотводчиком.
Если насос вибрирует и греется
Вибрация устройства связана с износом подшипников. Они легко заменяются новыми из ремкомплекта. Перегрев оборудования возникает при интенсивной эксплуатации с повышенной нагрузкой. В этом случае может помочь внеплановое техобслуживание. Если после этого прибор продолжает нагреваться, то необходимо заменить его более мощным.
Выполнить ремонт водяных насосов Wilo совсем не сложно. Однако помните, что любую поломку гораздо проще предотвратить, чем ремонтировать. Правильно используйте водяной насос, регулярно проводите ТО и устройство бесперебойно прослужит вам долгие годы.
Источник
Типичные неисправности автомобиля
Технология ремонта водяного насоса

Признаки и причины неисправностей
Водяной насос, в основном выполняется центробежного типа.
Назначение водяного насоса: обеспечивать постоянную принудительную циркуляцию охлаждающей жидкости в системе охлаждения.
Основными неисправностями водяного насоса можно назвать:
— подтекание охлаждающей жидкости (выход из строя сальника)
Способ устранения: замена сальника
Для того, чтобы заменить сальник необходимо разобрать водяной насос.
Технология разборки водяного насоса осуществляется в следующей последовательности:
1) Отгибается стопорная шайба
2) Выворачивается гайка-колпак
3) При выполнение разборных действий необходимо удерживать вал водяного насоса от проворачиваний.
Схема технологии ремонта водяного насоса
После чего необходимо воспользоваться съемником и снять крыльчатку с сальником, затем снять уплотнительное кольцо и упорные кольца. После чего снимается шкив привода водяного насоса и выбивается шпонка. Следующим этапом является снятие пылеотражателя и стопорного кольца, далее выпрессовываем вал водяного насоса с шариковым подшипником в сборе. Заключительным этапом будет снятие уплотнений из корпуса насоса. Все уплотнения заменяются новыми.
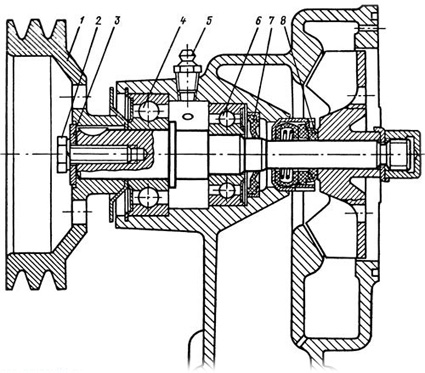
Водяной насос:
1 — шкив привода водяного насоса;
2 — болт крепления шкива;
3 — упорная шайба;
4 — передний шариковый подшипник;
6 — задний шариковый подшипник;
7 — сальник, удерживающий смазку в полости подшипников;
8 — уплотнение валика водяного насоса, предохраняющее вытекание воды из водяной полости водяного насоса.
Источник
Ремонт и обслуживание водяного насоса
Назначение водяного насоса, расположение его на тепловозе, взаимодействие с другими узлами, агрегатами и деталями. Технологический процесс снятия водяного насоса с тепловоза на установленном виде ремонта. Контроль состояния деталей и устранение дефектов.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 30.04.2015 |
| Размер файла | 2,0 M |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Тепловоз автономный локомотив с первичным двигателем, которого является двигатель внутреннего сгорания, обычно дизель. Двигатель внутреннего сгорания тепловой двигатель, в котором топливо сгорает непосредственно в рабочей камере (внутри) двигателя. Как любая другая тепловая машина, двигатель внутреннего сгорания преобразует теплоту сгорания топлива в механическую работу. При любой работе дизеля он начинает греться. Во избежание этого в тепловозе есть водяная система для охлаждения. Она служит для отвода и рассеивания в атмосферу избыточной теплоты от неподвижных деталей рабочего механизма (гильз и крышек цилиндров), а также от выпускных коллекторов дизеля во избежание их чрезмерного нагрева. Вода охлаждает эти детали дизеля при помощи его внутренней системы охлаждения и переносит теплоту в охлаждающие устройства (радиаторы), где она передается атмосферному воздуху. Таким образом, водяная система должна быть замкнутой. На ряде тепловозов водяная система используется для отвода тепла от водомасляного теплообменника (т. е. от масляной системы) и охладителя надувочного воздуха. Условия работы водяной системы характеризуются большими количествами тепла, выделяемыми в воду в тепловозных дизелях.. Чтобы в нагретых массивных деталях дизеля не возникали значительные дополнительные напряжения, разность температур воды на выходе из дизеля и входе в него. Это требует интенсивной циркуляции воды в системе. Для циркуляции воды используется водяной насос.
Водяные насосы обеспечивают необходимую интенсивность циркуляции воды в системах. На тепловозах применяются центробежные водяные насос. Они отличаются размерами рабочего колеса и, следовательно, производительностью, а также устройствами уплотнения со стороны привода.
1. Назначение водяного насоса, расположение его на тепловозе, взаимодействие с другими узлами, агрегатами и деталями
Водяной насос дизеля 10Д100 предназначен для циркуляции воды в системах. Находиться в дизельном помещение.
При работе дизеля часть тепла от сгоревшего в цилиндрах топлива передается втулкам, крышкам цилиндров, выпускным коллекторам, деталям турбокомпрессора. Для отвода тепла от этих деталей предусмотрено охлаждение их водой. В современных дизелях водой охлаждается и надувочный воздух, поступающий в цилиндры. Вода охлаждает масло в теплообменнике, в калориферах служит для обогрева кабины машиниста. Вода циркулирует в системе под давлением по замкнутому контуру: дизель — охладитель, где она охлаждается и снова поступает в дизель. Такая система обеспечивает отвод тепла до 12% от общего количества, выделяемого дизелем, при сравнительно малом количестве воды. Водяные системы на тепловозах различаются по числу контуров циркуляции и могут быть открытыми и закрытыми. В современных дизелях, у которых предусмотрено охлаждение масла дизеля и надувочного воздуха водой, как правило, применяются двухконтурные системы.
Тепловоз 2ТЭ10М. На тепловозе применены две самостоятельные водяные системы (два контура), каждая из которых имеет отдельный трубопровод, водяной насос и охлаждающие секции. Одна система (первый контур) служит для охлаждения воды, выходящей из дизеля, подвода горячей воды в топливоподогреватель, к отопительное вентиляционному агрегату в кабине машиниста, подогрева воды в бачке санузла. Другая система (второй контур) предназначена для охлаждения масла в водомасляном теплообменнике и для охлаждения надувочного воздуха.
В первом контуре вода из коллектора горячей воды, расположенного с правой стороны дизеля, по трубе, соединенной с коллектором горячей воды гибким шлангом, поступает к верхнему коллектору секций 2 охлаждающего устройства. Пройдя по трубкам секций и охладившись на 5— 6°С. вода из нижнего коллектора по трубе поступает к водяному насосу и подается в водяную полость двух патрубков выпускных коллекторов цилиндров дизеля. Из патрубков вода направляется в водяные полости А правого и левого коллекторов, а из них в полость Б выпускных коробок. Охладив выпускную коробку и нижнюю часть втулки, вода через окна перетекает в верхнюю полость выпускных коллекторов и по патрубкам 5 поступает в полость. В водяной рубашки втулки цилиндра 4. Поднимаясь по желобкам между ребер во втулке к полости Г, вода охлаждает ее и поступает по патрубку 2 в коллектор 3 горячей воды. На этом круг циркуляции замыкается.
В случае попадания воздуха внутрь системы и образования пара при перегреве воды, чтобы не создавалась при этом «пробка», в системе предусмотрена труба, по которой воздух и пар отводятся в водяной расширительный бак. Труба расположена выше всех остальных труб. К отопительной системе вода нз коллектора горячей воды подводится по трубе с вентилем, а отводится во всасывающую магистраль по трубе. Из отопительной системы вода может быть слита через кран № 5, а из всей системы через кран № 96. Труба, проходящая через бачок санузла, подогревает в нем воду. Водяной расширительный бак, расположенный выше дизеля и соединенный с всасывающими трубами систем, обеспечивает надежное заполнение всей системы водой. Из него пополняются утечки воды в системе. Вода в баке контролируется по указателю уровня воды (водомерному стеклу). Заправка системы водой производится либо через пробку в расширительном баке, либо через трубу с соединительной головкой и вентилем № 65. Вода должна удовлетворять техническим условиям, оговоренным заводом-изготовителем.
Водяной бак разделен вертикальной перегородкой на две части. Объем части бака для первого контура 230 л, для второго контура—106 л. В баке имеются отверстия для удаления паровоздушной смеси и вестовая труба 5, через которую также удаляются н излишки воды. Слив воды производится через вентили № 65 и №91. Для полного удаления воды из системы отвертывают пробки в корпусах водяных насосов и продувают систему воздухом.
Во втором контуре (холодном) вода подается насосом по трубе, проходящей с левой стороны дизеля, к воздухоохладителям, расположенным по обеим сторонам в задней части дизеля. Пройдя по трубкам воздухоохладителей, вода по двум трубам сливается в одну трубу, подводящую воду к водомасляному теплообменнику. Поднявшись по трубкам теплообменника, вода подается к верхним коллекторам радиаторных секций. Протекая по трубкам секций, вода охлаждается и из нижних коллекторов по всасывающей трубе поступает к водяному насосу, замыкая круг циркуляции.
Расширительный бак соединен с всасывающей трубой второго контура трубой, что создает необходимый напор во всасывающей линии, гарантирующий от подсасывания воздуха. Бак дает возможность расширения воды при ее нагреве и пополняет все утечки воды.
1.2 Описание водяного насоса, принцип действия, условия работы
Водяные насосы обеспечивают необходимую интенсивность циркуляции воды в системах. На тепловозах применяются центробежные водяные насосы. Устройство водяных насосов тепловозных дизелей одинаково. Они отличаются размерами рабочего колеса и, следовательно, производительностью, а также устройствами уплотнения со стороны привода. Водяной насос дизеля 10Д100 состоит из чугунного корпуса, в котором расположено бронзовое центробежное рабочее колесо, укрепленное консольное на длинном валу гайкой со стопорной шайбой. Вал установлен на подшипниках качения и в станине, привернутой к корпусу болтами, и приводится во вращение шестерней от нижнего коленчатого вала. Подшипники фиксируются распорной втулкой.
Вода засасывается насосом через чугунную головку, попадает на лопатки колеса, которые подают его по улитке корпуса к нагнетательному патрубку. Для предотвращения просачивания масла в водяную полость насоса служит уплотнение у подшипника, состоящее из уплотнительного кольца на отражательной втулке.
Утечка воды из рабочей полости вдоль вала насоса предотвращается уплотнением, состоящим из сальниковых колец 8 и нажимной втулки 6. Вал насоса предохраняется от износа в уплотнении хромированной втулкой.
Условия работы водяной системы характеризуются большими количествами тепла, выделяемыми в воду в тепловозных дизелях.
Температура воды в дизелях должна находиться, как правило, в диапазоне 65—80°С (максимально до 95 °С — в открытых системах серийных тепловозов). Чтобы в нагретых массивных деталях дизеля не возникали значительные дополнительные напряжения, разность температур воды на выходе из дизеля и входе в него принимается небольшой (А^в = 5—10 °С). Это требует интенсивной циркуляции воды в системе.
В действительности с учетом запаса насос имеет производительность 150 м3/ч, при которой перепад температур воды в системе будет около 5,5°С.
Типы водяных систем. В общем случае на тепловозе вода может использоваться для отвода тепла от трех его источников: дизеля 10Д100, водомасляного теплообменника ВМТ и воздухоохладителя ВО. Источники тепла могут быть включены в водяную систему по-разному.
В связи с этим водяная система может быть трехконтурной, когда для каждого источника тепла имеется независимый контур циркуляции воды соответственно с насосами Я1, Я2 и ЯЗ и частями водовоздушного радиатора ВВР. Такая система удобна для раздельного регулирования температур охлаждающих жидкостей и, в особенности, надувочного воздуха, однако наличие трех насосов и необходимость их привода делают ее слишком сложной. Кроме того, так как все насосы обычно размещают на дизеле, в этой системе будут наибольшими общие длина и вес трубопроводов. В двухконтурной схеме разделены контур охлаждения дизеля Д с насосом и контур охлаждения масла в ВМТ и воздуха в ВО с насосом Н2. Такая схема применена на многих магистральных тепловозах. Она дает возможность раздельного регулирования температур воды и масла.
Возможна и одноконтурная система, в которой все источники тепла включены в общий контур циркуляции с одним насосом.
Нормы допускаемых размеров и износов деталей водяного насоса при выпуске из ТО и ТР
Наименование деталей и узлов, параметра
Допускаемый размер при выпуске тепловоза из среднего ремонта
Браковочный размер при выпуске тепловоза из текущего ремонта и в эксплуатации
Боковой зазор между зубьями приводных шестерен, измеряемый по свинцовой выжимке
Зазор между грундбуксой и валом
Длина общей нормали шестерни, измеряемая нормалемером
Радиальный зазор между корпусом и крыльчаткой
Зазор между лабиринтом и фланцем
1.3 Перечень работ, выполняемых по водяному насосу на плановых видах технического обслуживания и ремонтов:(ТО-2, ТО-3, ТР-1, ТР-2 и ТР-3)
Сроки ТО и ТР для дизельных локомотивов
Водяной насос снимают с дизеля при проведение работ ТР — 3, чтобы проверить состояние сальника и качество посадки крыльчатки на валу. До этого выполняют только работы по поддержанию работоспособности сальника: подворачивают гайки крепления его втулки, и добавляют сальниковые кольца с целью уменьшения течи воды.
2. Описание технологического процесса снятия водяного насоса с тепловоза на установленном виде ремонта (ТР-2 или ТР-3),его транспортировка, очистка от грязи
Для снятия водяного насоса с дизеля надо слить воду из блока, трубопроводов и корпуса насоса. Отсоединить патрубок от насоса от трубы, подводящей воду к турбокомпрессору. Выпрессовать установочные штифты, зазор должен быть не более 1,2 мм. Выпрессовку штифтов производить гайками, повернув их на обратную сторону. Снятие водяного насоса с блока производить помощью подъёмных механизмов так, чтобы не повредить зубьев шестерён. Закрепить бумагой или специальной крышкой открытые отверстия в блоке дизеля. Транспортируют водяной насос дизеля 10Д100 на каре или ручной тележки на мойку для очистки от мазута и масла. После мойки насос транспортируют в дизель-агрегатный цех для дальнейшей разборки и его ремонта.
2.2 Описание технологического процесса разборки водяного насоса, способ определения технического состояния его отдельных деталей, с указанием применения дефектоскопирования, перечисление всех признаков неисправности водяного насоса и способы их устранения
2.2.1 Разборка водяного насоса
1) Снять всасывающую патрубок вместе с прокладкой. При снятии всасывающей трубы необходимо пользоваться клиньями или зубилом.
2) Измерить радиальный зазор «А» между крыльчаткой и корпусом насоса в 4-х диаметрально противоположных точках. Радиальный зазор допускается не более 0,65 мм.
3) Установить водяной насос на позицию ремонта и закрепить шестерню хомутом. Отвернуть глухую гайку и снять стопорную шайбу.
4) Спрессовать крыльчатку, пользуясь приспособлением снять шпонку
5) Отсоединить корпус от станины насоса.
6) Разобрать сальник и вынуть уплотнительные кольца. Смену уплотнительных колец производить при помощи специального штопора.
7) Спрессовать шестерню с вала насоса и снять шпонку пользуясь приспособлением. Выпрессовку вала производить легкими ударами медной выколоткой в торец вала в сторону крыльчатки.
9) Освободить лабиринтовое уплотнение от болтов и выпрессовать вал на станины насоса вместе с подшипником и лабиринтовыми кольцами, снять замковую шайбу и прокладку.
10) Снять распорную трубку и выпрессовать на станины насоса подшипник при помощи трубчатой оправки. Спрессовку втулки производить в случае её замены или замены вала.
11) Спрессовать с вала насоса подшипник и лабиринтовое кольцо при помощи трубчатой оправки.
12) Спрессовать с вала сальниковую втулку. Корпус и всасывающую втулку очистить от накипи и ржавчины. Шарикоподшипники промывать в двух ваннах с чистым дизельным топливом. После промывки подшипников во второй ванне очистить их жесткой волосяной щёткой.
13) После разборки насоса все детали промыть в ванне с керосином и продуть сжатым воздухом.
Рис. 3 Схема разборки водяного насоса 10Д100
2.2.2 Ремонт станины
Водяной насос снимают с дизеля при ремонте ТР-3, чтобы проверить состояние сальника и надежность посадки крыльчатки на валу. До этого выполняют только работы по поддержанию работоспособности сальника: подтягивают гайки крепления его втулки, добавляют сальниковые кольца с цепью уменьшения течи воды.
Характерные неисправности станины следующие: продольные и несквозные концентрические трещины корпуса. Для их устранения используют электродуговую или электроимпульсную сварку.
Для электроимпульсной наплавки шейки вала применяют проволоку OBC или ПК диаметром 1,6 мм.
Также применяют вибродуговую наплавку.
Вибродуговая наплавка в настоящее время — один из наиболее распространенных способов восстановления изношенных деталей — имеет ряд существенных преимуществ перед другими способами восстановления деталей. В процессе вибродуговой наплавки деталь нагревается незначительно, поэтому деформации восстановленных деталей малы и править их после наплавки обычно не нужно. Благодаря малому нагреву не нарушается термическая обработка. Другое важное преимущество вибродуговой наплавки заключается в том, что восстановленные этим методом детали не нуждаются в последующей термической обработке, так как непосредственно в процессе наплавки под действием охлаждающей жидкости происходит закалка наплавленного слоя, твердость которого может доходить до 60—62 HRC. Толщину слоя при вибродуговой наплавке можно регулировать в пределах 0,5…3,5 мм на сторону. Изменение количества охлаждающей жидкости и условии ее подачи на деталь позволяет в широких пределах регулировать твердость слоя, наплавленного одним и тем же материалом. Кроме того, вибродуговую автоматическую наплавку изношенных деталей осуществляют под слоем флюса и в среде защитных газов.
В процессе наплавки электродная проволока непрерывно подается в зону наплавки к вращающейся детали под углом. Под действием электромагнитного вибратора конец электродной проволоки вибрирует. Периодически происходят замыкания и размыкания электрода с деталью. В зону наплавки через канал подается охлаждающая жидкость. К электродной проволоке и детали подводится электрический ток низкого напряжения от генератора. Сила тока наплавки определяется диаметром электродной проволоки и скоростью ее подачи при наплавке. При установленном режиме во время импульсного разряда она также зависит от частоты вибрации электрода, сопротивления в цепи и напряжения на, электродах. Ток для наплавки можно определять по величине его плотности, которая принимается равной 60…75 А/мм2. При ускоренной подаче электродной проволоки необходимо повышать плотность тока.
Скорость подачи электродной проволоки, скорость наплавки и частоту вращения наплавляемой детали определяют по следующим формулам.
Для вибродуговой наплавки широко применяют следующие наплавочные головки: ГМВК-1, ГМВК-2, КУМА-5, КУМА-5М, УНЖ, ВГ-2 и ВГ-4.
Рис. 5 Схема установки вибродуговой наплавки металла
1 — дроссель; 2 — генератор; 3 — канал для подачи жидкости; 4 — ролик подающего механизма; 5 — кассета для электродной проволоки; 6 — вибратор; 7 — пружина; 8 — насос; 9 — вибрирующий мундштук; 10 — электрод; 11 — наплавляемая деталь; 12 — фильтр-отстойник
Общие положения по сварочным работам
2.12.1. Сварочные работы при ремонте деталей и сборочных единиц тепловоза выполняются в соответствии с действующей Инструкцией по сварочным и наплавочным работам при ремонте тепловозов, электровозов и мотор-вагонного подвижного состава и дизель-поездов.
К выполнению работ должны допускаться сварщики, выдержавшие испытания согласно действующим Правилам по аттестации сварщиков и имеющие соответствующий тарифный разряд.
Электроды и присадочные материалы, применяемые для сварочных работ, должны удовлетворять требованиям установленной технологии, стандартам и действующим в ОАО «РЖД» инструкциям.
2.12.2. Запрещается производство сварочные работы при:
· несоответствии типа электродов требованиям установленной технологии;
· несоответствии температуры цеха или наличии сквозняков при сварке деталей, для которых обусловлены специальные требования температурного режима;
· неправильной подготовке и разделке швов перед сваркой;
· попадании воды или масла на место сварки;
· неполном высыхании вблизи свежеокрашенных частей тепловоза;
· неисправности изоляции сварочных проводов;
· отсутствии оборудования, необходимого для термической обработки перед сваркой и после сварки, если этого требует установленная технология.
2.12.3. Сварочные работы на ответственных сборочных единицах (рамах тепловоза и его тележек, раме и блоке дизеля, на остовах тяговых двигателей, их подшипниковых щитах, шапках моторно-осевых подшипников и других деталях электрических машин) должны производиться под контролем мастера и регистрироваться в технических паспортах электрических машин, дизеля и тепловоза.
2.12.4. Замена клепаных или литых деталей деталями сварной конструкции, а также укрепление этих деталей приваркой может производиться только по утвержденным ОАО «РЖД» чертежам.
2.12.5. Запрещается производство сварочных работ без выполнения мер, предотвращающих прохождение сварочного тока через подшипники качения.
2.2.3 Сборка водяного насоса
Промыть в ванне керосином и продуть сжатым воздухом все детали насоса. Шарикоподшипники промыть в двух ваннах с чистым дизельным топливом. Детали должны быть чистыми, на наружных и внутренних поверхностях не должно быть загрязнений, при этом, особое внимание обращать на чистоту внутренних поверхностей корпуса и станины насоса. Проверить чистоту смазочных отверстий в станине насоса. Напрессовать на вал втулку до упора Шарикоподшипник предварительно нагреть в ванне с маслом до температуры 80-100 о С. Фланец с лабиринтом и лабиринтовое кольцо перед установкой осмотреть. Незначительные забоины и вмятины зачистить шабером. Одеть на вал лабиринтовое кольцо, фланец с лабиринтом, отражательное кольцо, напрессовать шарикоподшипник. Установить вал в сборе с подшипником с лабиринтовым уплотнением в станину насоса, предварительно положив прокладку под фланец с лабиринтом. После установки деталей установить и затянуть шпильки, закрепив их проволочным замком.
Перевернуть станину насоса, поставить распорную трубу и напрессовать подшипник. Перед напрессовкой подшипник нагреть в ванне с маслом до температуры 80-100 о С. Смазать подшипники универсальной смазкой среднеплавкой УС-2(Л). Остальные детали слегка смазать дизельным маслом. Одеть фланец, закрепить его шпильками и одеть проволочный замок. Между лабиринтовым кольцом и фланцем с лабиринтом должен быть зазор 0,4-2,0 мм. Вал должен легко вращаться от руки. Завернуть в станину насоса пробку1/4 и штуцер.
Собрать сальник. Допускается установка от 4-х до 6 штук уплотнительных колец, при условии обеспечения запаса хода нажимной сальниковой втулки не менее 4-х мм. При этом стыки уплотнительных колец должны быть смещены относительно друг друга на 120 0 . Нажимную сальниковую втулку перед установкой осмотреть. При наличии трещин втулку заменить. Незначительные забоины и вмятины зачистить шабером.
Окончательную затяжку сальника производить после сборки насоса при испытании на стенде. Собрать станину насоса с корпусом. Перед сборкой предварительно смазать упорный торец станины насоса лаком «Герметик» и уложить на него шелковую нитку толщиной 0,3-0,5 мм. Подогнать шпонки по шпоночным пазам и установить шпонки в соответствующие шпоночные пазы вала насоса. Для шестерни зазор между шпонкой и пазом не более 0,06 мм и для крыльчатки — не более 0,1 мм. Напрессовать крыльчатку на вал до упора в торец втулки. Одеть на вал стопорную шайбу, навернуть глухую гайку и плотно затянуть её. Перед напрессовкой смазать посадочные и трущиеся поверхности дизельным маслом. Упорный торец крыльчатки смазать лаком «Герметик». Крыльчатка с валом должны свободно поворачиваться от руки. Радиальный зазор между крыльчаткой и корпусом насоса должен быть в пределах 0,2 — 0,63 мм. Биение поверхности должно быть не более 0,08 мм. Прикрепить к корпусу всасывающую трубу на прокладке, проверить плотность вращения вала насоса от руки. Ступенчатость поверхностей проверить на плите при помощи щупа, для чего установить насос на плиту торцами всасывающего и нагнетательного фланцев. Измерение щупом производить в нескольких точках по окружности между фланцем и плитой. Ступенчатость поверхностей не более 0,3 мм. Регулировку ступенчатости производить за счет смещения всасывающей трубы. Напрессовать на вал до упора шестерню и укрепить ее корончатой гайкой. Перед напрессовкой предварительно смазать шейку вала дизельным маслом. Отрегулировать затяжку сальника насоса на тепловозе.
3. Контроль состояния деталей и методы устранения дефектов
водяной насос тепловоз ремонт
Водяные насосы снимаются с дизеля, для чего демонтируют настил пола в месте установки водяных насосов и их трубопроводов и спускают воду из системы охлаждения. На дизеле 10Д100 открывают кран на каждом выхлопном коллекторе дизеля, отвертывают пробки слива воды из водяных коллекторов. После окончания слива воды из водяного насоса, коллекторов и турбин вентили и краны оставляют открытыми, а пробки ставят на свои места. До снятия насоса проверяют боковой зазор между зубьями шестерен привода насоса. Замер диаметрального зазора между рабочим колесом и всасывающей головкой. Разборку насоса производят на специализированном рабочем месте. Корпус насоса, всасывающую и заднюю головки подвергают осмотру, найденные дефекты устраняют.
Неисправности и дефекты водяного насоса 10Д100:
1. Корпус, всасывающая головка и задняя головка:
1.1 Трещины в любом месте длиной не более 40 мм завариваются газовой сваркой, используя в качестве присадочного материала проволоку из оловянистой латуни, а в качестве флюса — смесь буры с борной кислотой.
1.2 Трещины по концам засверливают сверлом и производят V-образную механическую разделку.
1.3 Перед сваркой корпус подогревают до температуры 400-450єС и обслуживают, обильно посыпая флюсом.
1.4 Изношенные места корпуса восстанавливают наплавкой, в частности при диаметральном зазоре между корпусом насоса и рабочим колесом.
1.5 Корпус опрессовывают водой при температуре 75-80єС давлением 0,7 Мпа (7 кгс/см2) в течение 5 мин.
2.1 В станине насоса и рабочем колесе производятся заварку продольных и несквозных концентрических трещин.
3. Рабочее колесо
3.1 Рабочее колесо совместно с валом и шестерней подвергают статической балансировке.
3.2 Уменьшение дисбаланса производят за счет снятия металла с торцовой части рабочего колеса, зачистки отверстий и снятия металла с торца приводной шестерни.
3.3 При увеличении ширины паза вала под шпонку производят его наплавку газовой сваркой с последующей обработкой до черчежных размеров.
4.1 Восстановление посадочных поверхностей вала производят хромированием или осталиванием с последующим шлифованием.
4.2 Разрешается восстанавливать посадку подшипников, шестерен, рабочего колеса и втулки сальника на валу эластомером.
4.3 Вал проверяется дефектоскопом и при наличии трещин в любом месте заменяют.
4.4 Проверяют на станке биение вала
5. Сальниковый узел
5.1 Текстолитовое уплотнительное кольцо заменяют при трещинах, изломах и сверхнормативном износе.
5.2 Резиновое уплотнительное кольцо заменяют независимо от состояния при каждом ремонте водяного насоса.
6.1 Подлежит замене при изломе, трещинах, высоте в свободном состоянии.
6.2 Свободную высоту пружины и ее упругость восстанавливают термообработкой — нагревом, закалкой и отпуском
7. Узел отражателя
7.1 Отражательную втулку и уплотнительное кольцо при наличии трещин, крупных задиров на рабочих поверхностях и сколов заменяют.
7.2 Восстановление наружнхы поверхностей отражательной втулки производят хромированием или осталиванием.
зазор в замке кольца в свободном состоянии
7.3 Отражательное кольцо, лабиринтовые фланец и кольцо заменяют при наличии трещин, задиров.
8.1 Замена при изломах, трещинах, предельном износе зубьев
8.2 Посадку на вал осуществляют с натягом.
8.3 Восстановление натяга производят хромированием, осталиванием или применение эластомера.
9. Подшипниковый узел
9.1 Промывка в керосине и обдувают сухим сжатым воздухом 9.2 Подлежат замене, имеющие сколы металла или трещины на кольцах обоймы и шариках; цвета побежалости и следы заклинивания на шариках и беговых дорожках; выбоины, раковины, выкрашивание или шелушение металла.
4. Проверка качества ремонта и сборки. Испытание после ремонта, регулировка. Испытание водяного насоса
Снятый с дизеля водяной насос испытывают после каждого ремонта, при котором производилась замена таких деталей, как корпус, вал насоса, крыльчатка.
Предварительно пробуют, легко ли проворачивается вал насоса от руки. Работу насоса рекомендуется проверять на стенде с приводом от электродвигателя и с редуктором, обеспечивающим необходимое число оборотов. Температура воды при испытании насоса должна быть в пределах 60—80°С.
Обкаточное испытание и проверка герметичности соединений насоса. Насос обкатывают на следующих режимах:
а) плавный пуск и работа при 910±20 об/мин в течение 30 мин при открытом вентиле всасывающего трубопровода, давлении на нагнетании 0,5—1,5 кг/см ‘2 и при слабой затяжке сальникового уплотнения (при обильном просачивании воды по сальнику). В конце режима уплотнение постепенно затягивают настолько, чтобы каплепадение было от 10 до 60 капель в минуту.
При числе оборотов вала насоса более 1 300 в минуту допускается отсутствие просачивания воды по сальнику;
б) работа при 1820+10 об/мин в течение 20 мин, давлении на нагнетании 1,5—1,7 кг/см 2 и разрежении па всасывании 145-150 мм. рт. ст.;
в) работа при 1965 + 10 об/мин в течение 20 мин, давлении на нагнетании в пределах 1,7—1,9 кг/см 2 и разрежении на всасывании в пределах 145 —150 мм рт. ст.
Опрессовку насоса производят при 2 060+20 об/мин в течение 10 мин и давлении на нагнетании не менее 2 кг/см 2 (при перекрытом нагнетательном трубопроводе). Во время опрессовку проверяют герметичность стыков, соединений и качество литья деталей. Течь и потение не допускаются, за исключением капельного просачивания по сальниковому уплотнению вала насоса.
Во время испытаний не допускается нагрев подшипников, сальников и других деталей до температуры выше 100°, а также посторонние шумы при работе насоса.
Проверка производительности насоса. Производительность насоса должна быть не менее 100 000 л/ч при 1 965 10 об/мин вала насоса, давлении на нагнетании 1,7— 1,9 кг/см 2 и разрежении на всасывании 145—150 мм. рт. ст.
6. Техника безопасности при снятии водяного насоса с тепловоза, транспортировки, разборки, ремонте и сборке
Перед началом работы слесарь должен надеть полагающуюся ему исправную спецодежду, специальную обувь и привести их в порядок:
застегнуть на пуговицы обшлага рукавов;
заправить свободные концы одежды так, чтобы она не свисала.
Не допускается носить спецодежду расстегнутой и с подвернутыми рукавами. Спецодежду и специальную обувь слесарь не должен снимать в течение всего рабочего времени.
Совместно с руководителем смены (мастером, бригадиром) слесарь внешним осмотром должен проверить состояние инструмента, приспособлений, строп, траверс для перемещения оборудования и деталей тепловозов (дизель-поездов), у грузоподъемных механизмов и переносных лестниц — наличие трафаретов со сроками следующих испытаний, переносных домкратов — наличие клейма или бирки с обозначением номера, даты испытания и грузоподъемности.
При получении средств индивидуальной защиты слесарь должен проверить их целость, исправность, на диэлектрических перчатках и предохранительном поясе — дату их испытания, у респиратора — целость и чистоту фильтра, ковра резинового диэлектрического — отсутствие проколов, надрывов, трещин.
При предстоящей работе на крыше тепловоза (вагона дизель-поезда), стоящего на пути, не имеющем с обеих сторон эстакад на уровне его крыши слесарь должен осмотреть и надеть предохранительный пояс и каску защитную, а при работе под кузовом тепловоза (вагона дизель-поезда) и выполнении обязанностей стропальщика — каску защитную.
Металлические детали предохранительного пояса не должны иметь трещин, раковин, надрывов и заусенцев. Карабин стропа (фала) предохранительного пояса должен иметь предохранительное устройство, исключающее случайное раскрытие карабина, и обеспечивать быстрое и надежное закрепление и открепление его одной рукой при надетой утепленной рукавице (перчатке).
Замок и предохранительное устройство карабина должны закрываться автоматически.
Слесарь должен осмотреть рабочее место, привести его в порядок, убрать посторонние детали, не используемые в работе приспособления и инструмент, проверить наличие на стеллажах и ремонтных установках запасных частей и материалов.
Неисправный инструмент и приспособления должны быть заменены на исправные.
Инструмент на рабочем месте следует располагать так, чтобы исключалась возможность его скатывания или падения.
Подготовленный к работе инструмент должен удовлетворять следующим требованиям.
Бойки молотков, кувалд и другого инструмента ударного действия должны иметь гладкую, слегка выпуклую поверхность без косины, сколов, выбоин, трещин и заусенцев.
Рукоятки молотков, кувалд и другого инструмента ударного действия должны быть изготовлены из сухой древесины твердых лиственных пород (березы, дуба, бука, клена, ясеня, рябины, кизила и граба) без сучков и косослоя или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе. Рукоятки молотков и кувалд должны иметь по всей длине в сечении овальную форму, быть гладкими и не иметь трещин.
К свободному концу рукоятки должны несколько утолщаться (кроме кувалд) во избежание выскальзывания рукоятки из рук при взмахах и ударах инструментом. У кувалд рукоятка к свободному концу должна несколько утончаться. Кувалда должна быть насажена на рукоятку в сторону утолщенного конца без клиньев.
Клинья для укрепления инструмента на рукоятке должны выполняться из мягкой стали и иметь насечки (ерши).
Напильники и шаберы должны иметь исправные, надежно насаженные рукоятки с металлическими бандажными кольцами.
Зубила, крейцмейсели, бородки и керны должны иметь гладкую затылочную часть без трещин, заусенцев, наклепа и скосов. Длина их должна быть не менее 150 мм. На рабочем конце инструментов не должно быть повреждений.
Средняя часть зубил не должна иметь острых ребер и заусенцев на боковых гранях.
Рабочие поверхности гаечных ключей не должны иметь сбитых скосов, а рукоятки — заусенцев.
Инструмент ручной изолирующий (отвертки, пассатижи, плоскогубцы, круглогубцы, кусачки и т.п.) должны иметь исправные изолирующие рукоятки. Если изоляционное покрытие рукояток инструмента состоит из двух слоев изоляции, то при появлении другого цвета изоляции из-под верхнего слоя инструмент должен быть изъят из эксплуатации. Если покрытие состоит из трех слоев изоляции, то при повреждении или истирании верхнего слоя инструмент может быть оставлен в эксплуатации. При появлении нижнего слоя изоляции инструмент подлежит изъятию из эксплуатации.
Воздушные резиновые шланги пневматического инструмента не должны иметь повреждений, должны быть надежно закреплены на штуцерах для присоединения к пневматическому инструменту и воздушной магистрали. Не допускается применение проволоки вместо стяжных хомутиков для закрепления шлангов на штуцерах. Штуцеры должны иметь исправные грани и резьбы, обеспечивающие прочное и плотное присоединение шланга к пневматическому инструменту и воздушной магистрали. Рабочая часть вставного сменного инструмента (сверл, отверток, ключей, зенкеров и т.п.) не должен иметь трещин, выбоин, заусенцев и прочих дефектов, а хвостовики должны быть правильно центрированы и плотно входить в буксу пневматического инструмента. Защитный кожух абразивного круга шлифовальной машинки должен быть надежно закреплен.
Электрифицированный инструмент не должен иметь повреждений кабеля (шнура), его защитной трубки и штепсельной вилки, изоляционных деталей корпуса, рукоятки, крышек щеткодержателей и защитных кожухов.
Перед работой необходимо проверить легкость и быстроту открытия и закрытия клапана включения пневматического инструмента, отсутствие пропуска воздуха в закрытом положении, у электроинструмента и ручных электрических машин — четкость выключения и их работу на холостом ходу. У электроинструмента и ручных электрических машин класса I дополнительно необходимо проверить исправность цепи заземления между его корпусом и заземляющим контактом штепсельной вилки.
Перед применением средств индивидуальной защиты слесарь должен внешним осмотром убедиться в их целости. Очки защитные, каска защитная, рукавицы, респираторы не должны иметь механических повреждений, перчатки диэлектрические — загрязнения, увлажнения и механических повреждений (в том числе проколов, выявляемых путем скручивания перчаток в сторону пальцев), галоши диэлектрические — отслоения подкладки, посторонних жестких включений и т.п., ковры диэлектрические резиновые — проколов, надрывов, трещин. Кроме этого, на перчатках диэлектрических должна быть проверена дата их испытаний.
Перед работой в помещении слесарь должен проверить работу вытяжной вентиляции и местного освещения.
Перед началом работы слесарь должен проверить закрепление тепловоза (вагона дизель-поезда) от ухода ручным тормозом и тормозными башмаками, устойчивость площадок, плит настила пола дизельного помещения, отсутствие масла и топлива на их поверхности, отсоединение от тепловоза кабелей постороннего источника питания тяговых электродвигателей и открыть двери и люки в кузове (капоте) тепловоза (вагонов дизель-поезда). При осмотре грузоподъемных механизмов необходимо проверить:
— отсутствие внешних повреждений, трещин и деформаций деталей и узлов;
наличие и исправность защитного заземления (тросика) к корпусу кнопочного управления;
— состояние стального каната и правильность его намотки на барабане;
— состояние крюка, его крепление в обойме и наличие замыкающего устройства на нем (износ зева крюка грузозахватного приспособления не должен быть более 10% первоначальной высоты вертикального сечения крюка), отсутствие трещин, наличие шплинтовки гайки и легкость проворачивания крюка в крюковой подвеске.
После визуальной проверки технического состояния грузоподъемных механизмов слесарь, выполняющий обязанности стропальщика, должен проверить их работу на холостом ходу, а также действие тормозов и ограничителя подъема груза. При этом голосом или звуковым сигналом он должен предупредить находящихся поблизости работников о предстоящем включении грузоподъемного механизма.
В данном расчетно-графической работе была разработана технология ремонта водяного насоса дизеля типа 10Д100 с подробным описанием её конструкции, порядок демонтажа, разборки, очистки, комплектования, сборки и монтажа. Также подробно была описана технология контроля состояния деталей корпуса и станины и методы устранения неисправностей. В частности была разработана технология восстановления детали, с последующей технико-экономической оценкой выбранного способа восстановления, которая показала, что восстанавливать детали во много раз экономически целесообразнее, чем приобретать новый корпус водяного насоса.
Также в работе приведены требования техники безопасности при работах, связанных с демонтажем, разборкой, ремонтом, сборкой и монтажом вертикальной передачи.
1. А. А. Пойда, И. Г. Кокошинский, Н.М.Хуторянский. Механическое оборудование тепловозов (устройство и ремонт) Москва «Транспорт» 1978г.
2. Л. А. Собенин, В. И. Бахолдин, О. В. Зинченко, А.А.Воробьев. Устройство и ремонт тепловозов «Академия», 2004г.
3. В.А.Ильин и др. Дефектоскопия деталей подвижного состава железных дорог. М.: Транспорт,1983г.
4. М. Д. Рахматуллин. Технология ремонта тепловозов. М.: Транспорт, 1983г.
5. В.П.Иванов. и др. Технология ремонта тепловозов. М.: Транспорт. 1987г.
6. Н.М.Глаголев и др. Тепловозные двигатели внутреннего сгорания и газовые турбины. М.: Транспорт 1973г.
7. Правила деповского ремонта тепловозов. ЦТ/2586.М.»Транспорт»1963г.
8. Э.А.Пахомов. Механическое оборудование тепловозов. М. Транспорт. 1988.
3 ТЕХНОЛОГИЯ КОНТРОЛЯ СОСТОЯНИЯ ДЕТАЛЕЙ И УСТРОНЕНИЯ ДЕФЕКТОВ
Карта технологического требования на дефекацию детали водяного насоса 10Д100
Источник