Pereosnastka.ru
Обработка дерева и металла
Наиболее распространенные приемы и способы проверки и испытания аппаратуры и ее элементов следующие.
Измерение сопротивления изоляции между токоведущими частями аппаратов и его корпусом, частями, которые должны быть заземлены, между токоведущими частями и теми, к которым возможно прикосновение, выполняют мегаом-метром на напряжение 1000 или 2500 В. Величина сопротивления изоляции должна быть не ниже 0,5—1 МОм.
Измерение сопротивления изоляции включающих и удерживающих катушек производят при отсоединенных концах. Величина сопротивления в холодном состоянии автомата должна быть не меньше 10 МОм. Измерение сопротивления производят мегаомметром напряжением 2500 В.
При испытании изоляции между верхним и нижним зажимами полюсов автомат должен быть в отключенном положении, между полюсами — во включенном.
Испытание электрической прочности изоляции выполняется специальной установкой или повысительным трансформатором мощностью не менее 1 кВт. Может быть использован однофазный трансформатор напряжения НОМ . Прочность изоляции контакторов, магнитных пускателей и другой аппаратуры проверяется с разомкнутыми подвижными и неподвижными контактами одного полюса, соседними полюсами, токоведущими и заземляемыми частями, выводами втягивающей электромагнитной катушки и магнито-проводом. Изоляция должна выдержать напряжение 2000 В в течение 1 мин. Напряжение поднимается плавно от 0 до 2000 В, держится 1 мин и также плавно снижается.
Следует провести проверку силы нажатия контактов. Недостаточное нажатие контактов может привести к перегреву и подгоранию контактов, а чрезмерное — к тому, что электромагнит не отключит их. Силу нажатия определяют динамометром и полоской бумаги. Нормальная величина нажатия контактов для различных аппаратов приводится в заводских паспортах. Регулирование нажатия контактов достигается регулированием контактных пружин.
Далее следует проверить растворы и провалы контактов. Раствор — это кратчайшее расстояние между подвижным и неподвижным контактом, когда они разомкнуты. Провалом называется расстояние, на которое может переместиться место касания подвижного и неподвижного контакта из включенного положения, если неподвижный контакт удалить. Практически это будет зазор, образующийся между пластинкой, на которой укреплен подвижный контакт, и скобой контактодержателя в замкнутом положении контактов.
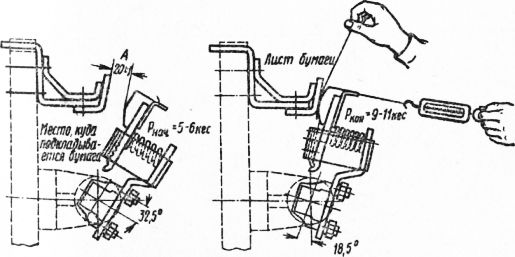
Рис. 1. Способы измерения контактного нажатия
Для промежуточного реле РПТ -100 магнитная система должна быть так отрегулирована, чтобы зазор между якорем и сердечником не превышал 0,06 мм при притянутом якоре. Далее проверяют работу магнитной системы контактов, магнитного выключателя, промежуточных реле. Подвижная система контактов должна четко срабатывать при 0,85 величины номинального напряжения. Такого срабатывания не получается при завышенном зазоре между якорем и сердечником или увеличенном числе витков катушки.
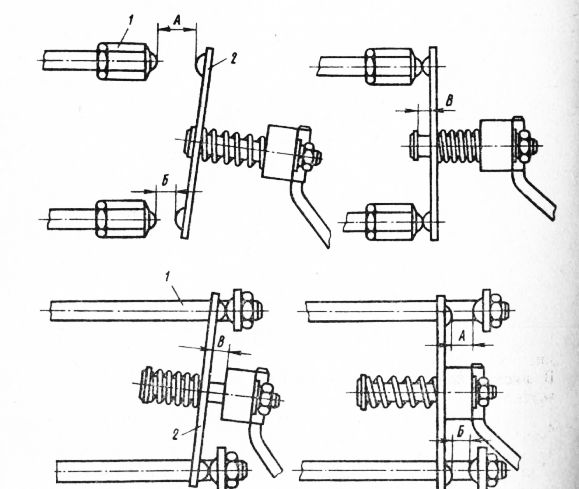
Рис. 2. Определение растворов и провалов контактов:
А, Б — растворы, В —провал; 1 — неподвижный контакт, 2 —подвижный контакт
Для тепловых реле РТ должно быть четкое срабатывание при токе 0,45 с выдержкой времени 20 мин при токе 1,2 /ном и в течение часа при токе 1,05 /ном. Время возврата реле не более 3 мин после его отключения.
Проверка работы элементов тепловых и электромагнитных расцепителей проводится только в хорошо оснащенных лабораториях квалифицированными мастерами.
Источник
Глава 9. Испытание оборудования и приемка его после ремонта
Общие требования к подготовке, сдаче и приемке оборудования из ремонта
Задачей приемки оборудования из ремонта является проверка качества ремонта узлов и оборудования и систем в целом.
При приемке оборудования производят:
проверку качества сборки и комплектность оборудования;
испытание на плотность и прочность;
проверку органов и систем управления, соответствия оборудования требованиям техники безопасности;
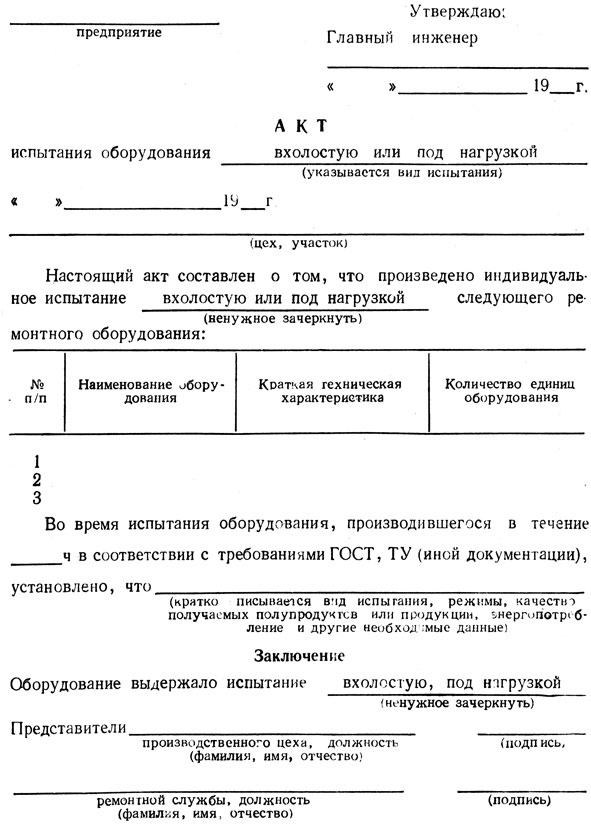
испытания на холостом ходу (для машин, механизмов и аппаратов с приводом);
испытания под нагрузкой.
Перед началом испытания все трущиеся и движущиеся части и детали оборудования должны быть смазаны; картеры и системы смазки заполнены маслом.
В процессе испытания на холостом ходу проверяется надежность действия защитных устройств и блокировок; проводится сверка технических данных тех характеристик, которые в процессе ремонта могли подвергаться изменениям.
Результаты испытаний оборудования на холостом ходу оформляются актом.
Окончательная приемка оборудования проводится путем опробования и испытания в производственных условиях под нагрузкой.
В зависимости от типа оборудования и вида выполненного ремонта устанавливается испытательный срок работы оборудования под нагрузкой.
Если при приемке обнаружены дефекты, для устранения которых требуется затрата времени и выполнение значительных объемов работ, работа ремонтной бригады признается неудовлетворительной, а оборудование подлежит повторному ремонту за счет бригады (ремонтной организации), допустившей брак. Мелкие дефекты, обнаруженные в процессе приемки, устраняются ремонтной бригадой без дополнительной оплаты.
По истечении срока испытания под нагрузкой составляется акт приемки оборудования из ремонта, который подписывается главным механиком и утверждается главным инженером.
Приемка оборудования из ремонта, проведенного сторонней организацией, осуществляется комиссией в составе представителей предприятия-заказчика, представителей сторонней ремонтной организации и оформляется актом.
После приемки оборудования комиссией ремонтная бригада оформляет гарантийный паспорт. Гарантийный паспорт является документом, гарантирующим безотказную работу отремонтированного оборудования в течение определенного срока. В случае поломки оборудования до истечения гарантийного срока все неисправности устраняются ремонтной бригадой без дополнительной оплаты. Гарантийный паспорт подписывается членами ремонтной бригады.
Приемка спиртовых заводов в целом из капитального ремонта осуществляется в соответствии с инструкцией по приемке спиртовых заводов из капитального ремонта, утвержденной Упрспиртом МПП СССР 17.12.1980 г.
Приемка оборудования из ремонта осуществляется рабочими комиссиями, назначаемыми приказом руководителя предприятия. Председателем рабочей комиссии, как правило, назначается главный механик завода или начальник цеха.
В состав рабочих комиссий включаются представители цехов, участков, где установлено оборудование, и ремонтной службы.
Рабочие комиссии проверяют:
соответствие выполненных работ объему работ, предусмотренных дефектной ведомостью и планом ремонта;
опробование и испытание оборудования;
проверку качества ремонта;
наличие оформленной документации и отметок в ней о проведенном ремонте;
дают оценку выполненным работам.
Приемка оборудования в комплексе осуществляется заводской комиссией, назначаемой также приказом по заводу.
Как правило, в состав заводской комиссии входят главный инженер предприятия, главный механик, инженер по технике безопасности, представители заводского профкома.
Заводская комиссия определяет завершенность ремонта и готовность предприятия к приемке. Заключение комиссии направляется руководству производственного или промышленного объединения.
Приемочные комиссии по приему из ремонта завода в целом назначаются приказом руководителя объединения (вышестоящей организации).
В состав приемочных комиссий включаются:
представитель объединения или другой вышестоящей организации;
представитель профкома завода;
представители ремонтной службы;
технический инспектор профсоюзов;
представитель органов санитарного надзора;
представитель органов пожарного надзора;
представитель органов Госгортехнадзора и других органов государственного надзора.
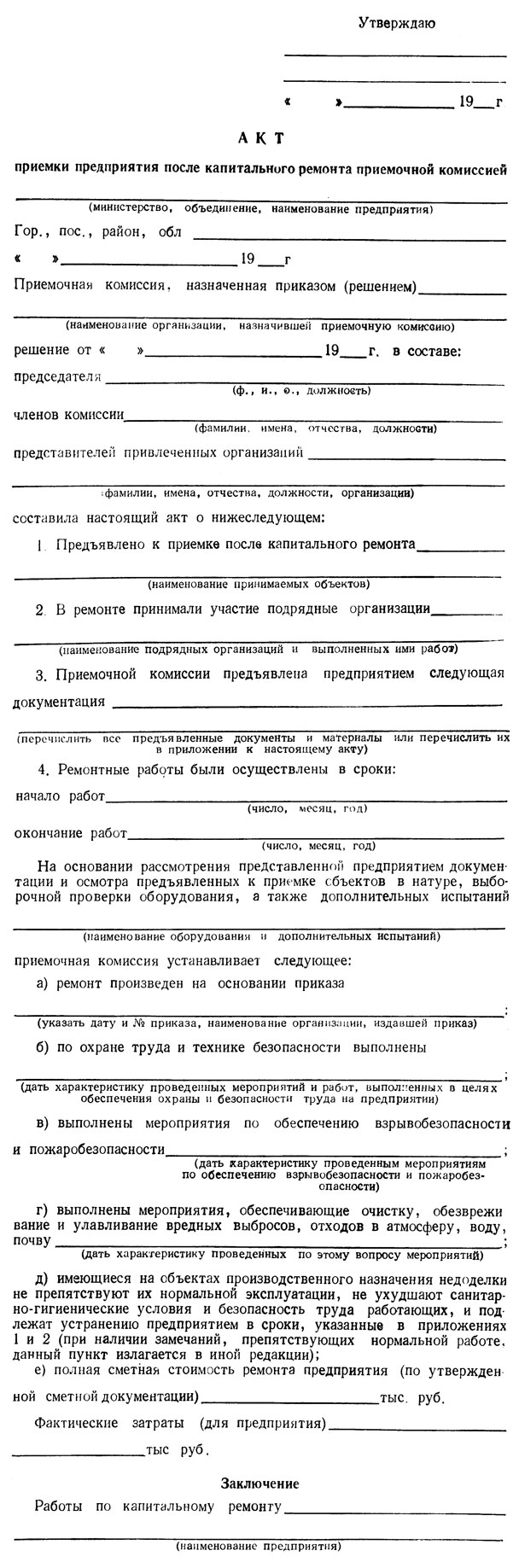
Приемочные комиссии создаются не позже чем за 5 дней до окончания ремонта предприятия. Председатель комиссии представляет руководству объединения:
акт приемки предприятия после ремонта;
краткую докладную записку, содержащую оценку подготовленности предприятия к нормальной эксплуатации; характеристику санитарно-бытовых условий, пунктов питания, жилых и общественных зданий и предложения по распространению передовых методов ремонта.
Предприятие представляет приемочной комиссии:
утвержденную ремонтно-сметную документацию;
паспорта и техдокументацию на оборудование;
акты и другие документы заводских комиссий по приемке отдельных видов оборудования и систем;
документы о разрешении на эксплуатацию объектов и оборудования, подконтрольных Госгортехнадзору или другим органам Государственного надзора;
документы об обучении и подготовленности обслуживающего персонала и прохождении им инструктажа по технике безопасности;
необходимые инструкции по обслуживанию и технике безопасности на рабочих местах.
К акту приемочной комиссии прилагается:
1. Перечень принимаемых машин и аппаратов и оценка качества их ремонта.
2. Состояние территории предприятия.
выполнены в соответствии с утвержденным перечнем и объемом работ, техническими условиями, строительными нормами и правилами и отвечают требованиям приемки из ремонта, изложенным в Инструкции по приему спиртовых заводов и их оборудования из капитального ремонта, утвержденной Упрспиртом 17 декабря 1980 г., и других нормативных документах.
Решение приемочной комиссии
Предъявленное к приемке после капитального ремонта
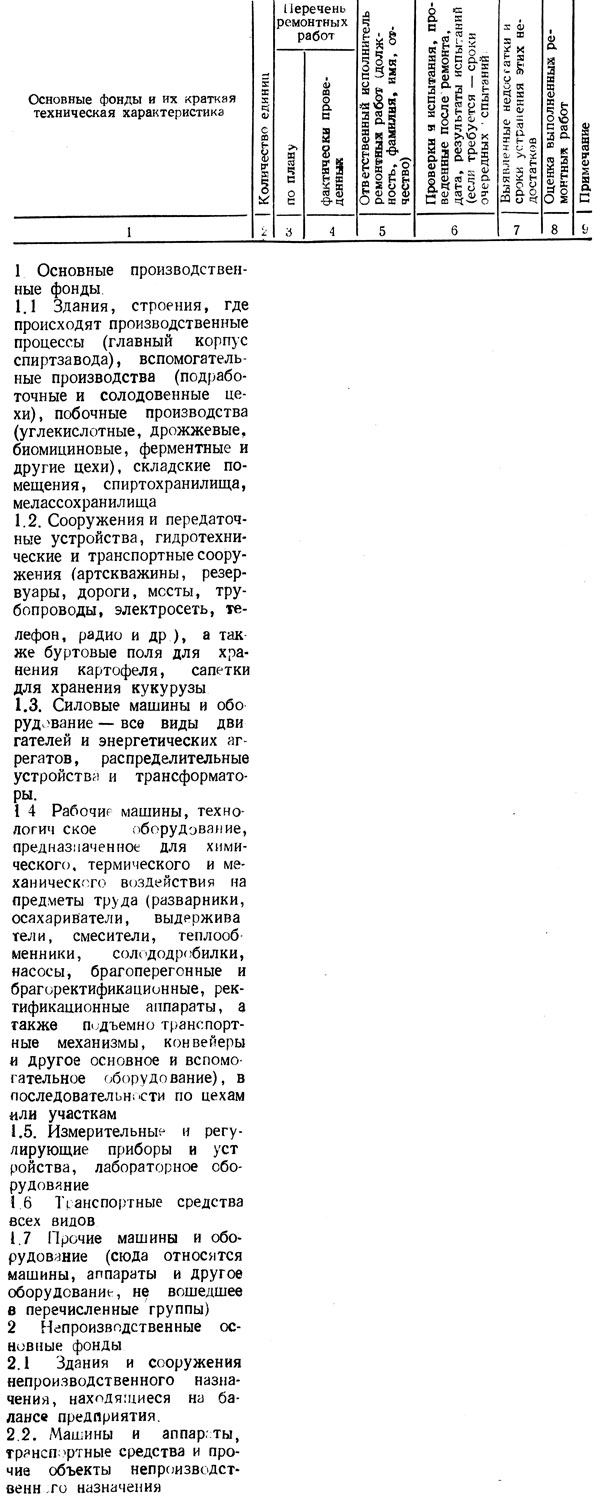
Приложение 1. Перечень принимаемых объектов и качество выполненных работ
К акту приемки предприятия из капитального ремонта
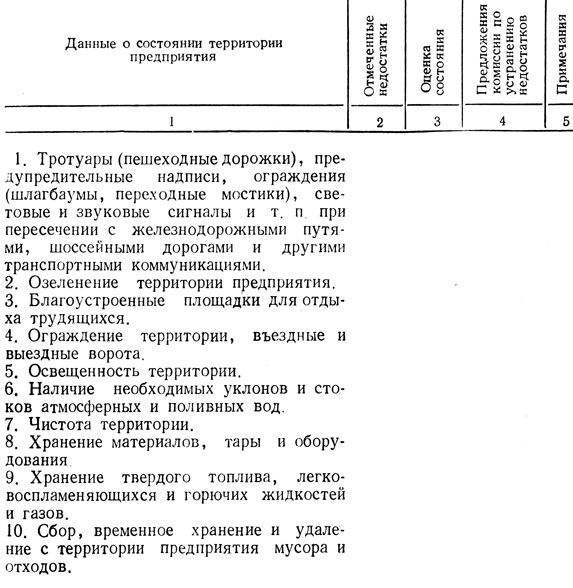
Приложение 2. Состояние территории предприятия
Источник
Испытания и наладка электроаппаратов
После ремонта и замены электроаппаратов проводится их наладка, при которой регулируемые параметры электроаппаратов вводятся в допустимые пределы отклонений от номинальных значений.
При наладке измеряют сопротивления изоляции, испытывают изоляцию повышенным напряжением (выпрямленным или промышленной частоты), измеряют переходное сопротивление контактов и обмоток электромагнитов постоянному току, измеряют минимальное напряжение срабатывания электромагнитов отключения и контактов включения в приводах и т. д.
Испытание изоляции повышенным напряжением является обязательным для всех видов изоляции и его проводят для выявления дефектов, которые нельзя обнаружить другими методами испытаний. Испытания проводят постоянным и переменным током. Испытание постоянным током позволяет лучше выявить местные дефекты, а также определить силу тока утечки испытываемого объекта (ток сквозной проводимости).
Для испытания изоляции наиболее часто применяется кенотронная установка типа КИИ-70, предназначенная для испытания твердых и жидких диэлектриков напряжением постоянного тока до 70 кВ.
Изоляция элементов приводов выключателей и разъединителей, вторичных цепей управления проводится во время капитального ремонта электрооборудования повышенным напряжением промышленной частоты 1 кВ в течение 1 мин или мегаомметром на напряжение 1000 В. Сопротивление изоляции вторичных цепей управления, защиты, сигнализации и щитов должно быть не менее 0,5 МОм.
Масляные выключатели, разъединители, выключатели нагрузки, заземляющие ножи, короткозамыкатели, отделители на напряжение 6 кВ испытывают повышенным напряжением 32 кВ, на напряжение 10 кВ — 42 кВ в течение 1 мин. Сопротивления опорной изоляции этих аппаратов, а также изоляция подвижных и направляющих частей масляных выключателей на напряжение до 10 кВ должно быть не менее 1000 МОм.
После ремонтов проводят измерение сопротивления контактов постоянному току, которое должно составлять для масляных выключателей ВМП-10 (600 А) — 55 мкОм; ВМП-10 (1000 А)-40 мкОм: ВМП-10 (1500 А) — 30 мкОм, ВМГ-133 (1000 А) — 75 мкОм.
Особым видом измерений при наладке высоковольтных выключателей является определение скоростных и временных характеристик: собственного времени включения и отключения, скорости движения подвижных контактов при включении и отключении. Эти измерения производят осциллографированием с помощью вибрографа по специальной методике.
При наладке и регулировании контактных поверхностей разъединителей, выключателей, отделителей и т. д. ножи должны входить в контактные губки без ударов, заеданий и с некоторым усилием. Плотность прилегания контактных поверхностей проверяют плоским щупом 0,05 х 10 мм, который не должен входить между контактами на глубину более 5 — 6 мм.
Давление в контактах разъединителей считается нормальным, если вытягивающее усилие, измеренное динамометром, для каждого полюса будет: для разъединителя 400 А не менее 100 Н; для 600 А — 200 Н; для 1000 А — 400 Н; для 2000 А — 800 Н и для 3000 А — 1000 Н.
После окончания ремонта разъединителей, отделителей, короткозамыкателей их проверяют на одновременность включения ножей. Разновременность не должна превышать 3 мм.
Отрегулированные аппараты включают и отключают не менее пяти раз, наблюдая за правильностью и одновременностью подвижных деталей и механизма.
После окончания работ по ремонту аппаратов и их приводов проводится проверка объема и качества выполненных испытаний.
Наладка и регулировка контактов и магнитной системы пусковой аппаратуры заключается в следующем. Регулируют силу нажатия пружин для обеспечения достаточной плотности прилегания контактных поверхностей. Конечное нажатие главных контактов автоматов, измеренное динамометром, должно быть 550 — 900 Н.
При регулировании контактной системы добиваются одновременности касания главных, затем предварительных и разрывных контактов. Эта регулировка достигается с помощью затяжки держателей на главном валу автомата. В момент касания разрывных контактов зазор между подвижными и неподвижными предварительными контактами должен быть не менее 5 мм, а в момент касания предварительных контактов зазор между подвижными и неподвижными главными контактами — не менее 2,5 мм. Раствор главных контактов в отключенном положении автомата должен быть не менее 67 мм.
При заедании вала в подшипник вливают 3 — 4 капли масла через специальное отверстие.
При наладке и регулировке расцепителей автомата добиваются, чтобы зазор между рычагом отключающего валика и бойком расцепителя был равным 2 — 3 мм (иначе расцепители не отключат автомат при снижении или полном исчезновении напряжения). Проверяют работу всех расцепителей и устанавливают требуемые токи уставок максимальных расцепителей.
Отремонтированный аппарат включают несколько раз вручную, а затем под напряжением. Отсутствие заеданий, постоянных шумов и других признаков нарушения нормального состояния аппарата свидетельствует об его исправности.
Все измерения проводят с использованием специальной измерительной аппаратуры и испытательного оборудования по стандартным методикам, указанным в ПТЭ и НИЭ.
По окончании испытаний составляют протоколы испытаний, в которых указывают измеренные параметры, другие результаты и заключение. Завершение наладки оформляется специальным документом — «Акт передачи электроаппарата в эксплуатацию».
Источник