Осмотр и проверка токоприемника на ремонте
У токоприемников в эксплуатации могут возникать перекосы рам, изгибы их труб, ослабление крепления нижних рам, трещины в изоляторах, износ и перекос шарниров механизма, потеря упругости пружин токоприемника, ослабление и перетирание шунтов, трещины в каркасе полоза и в деталях кареток, износ и перетирание манжет привода, неисправности клапана токоприемника, предельный износ накладок или вставок полоза и другие неисправности характерные для всех электрических аппаратов.
Требования, предъявляемые к токоприемникам:
· отклонение верхней поверхности полоза при установке токоприемника на крыше не более 10 мм;
· вогнутость каркаса полоза на длине 1 м прямолинейной части не должна превышать 2 мм;
· величина скоса полоза 450 (рисунок 61);

Рисунок 61 – Полоз токоприемника (вид с боку)
· металлокерамические накладки полоза должны быть плотно притянуты и подогнаны. Зазоры между накладками допускаются не более 1,0 мм (между угольными вставками 0,8 мм) (рисунок 62), в стыках не должно быть острых углов и выступов, головки винтов не должны выступать над поверхностью накладок (рисунок 63).

Рисунок 62 — Полоз токоприемника (вид с верху)

Рисунок 63 – Крепление металлокерамических накладок на каркасе полоза
· износ металлокерамических накладок до 2,5 мм;
износ угольных вставок:
· Износ угольных (рисунок 64) вставок контролируют от рабочей поверхности вставки до каркаса полоза (или по контрольной риске на вставке);

Рисунок 64 – Крепление угольных вставок на каркасе полоза
· все пространство между металлокерамическими накладками по всей рабочей поверхности полоза заполняют сухой графитовой смазкой СГС-О, сколы и трещины в графитовом слое заполняют сухой графитовой смазкой СГС-Д. Излишки смазки на полозе вредны (кумароновая смола не проводит электрический ток). Состав смазки приведен в таблице А4;
· трещины и изломы металлокерамических накладок не допускаются, в угольных вставках допускается одна трещина на вставку при хорошем креплении её частей;
· скол угольных вставок допускается до 15 мм, (сколы вставок запиливают напильником согласно рисунка 65);
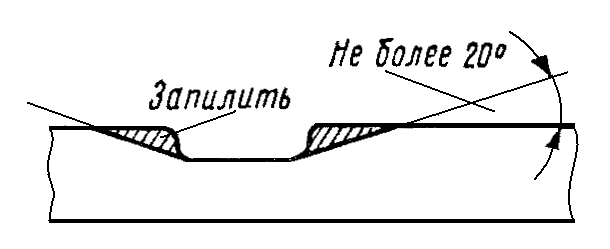
Рисунок 65 – Обработка сколов напильником
· ход каретки не менее 50 мм;
· обрыв шунта не более 10%;
· наибольший суммарный аксиальный зазор в любом шарнире рамы токоприемника 4 мм;
· допускается заваривать трещины и прожоги до 3 мм.
У отремонтированного токоприемника снимают статическую характеристику – зависимость силы нажатия полоза токоприемника на контактный провод от высоты подъема. Статическую характеристику снимают при давлении 500 кПа. Динамометр закрепляют посредине тяги (рисунок 66) и, давая токоприемнику возможность подниматься под действием привода, через каждые 100 мм высоты его подъема фиксируют по рейке с делениями эту высоту, а по динамометру – силу нажатия в данный момент. Зависимость снимают в рабочем диапазоне (400-1900 мм) при подъеме и опускании токоприемника. Полученные данные сравнивают с нормами. Пример статических характеристик приведен на рисунке 67.

Рисунок 66 – Схема измерения статических характеристик

Рисунок 67 – Статические характеристики токоприемника
Источник
Проверка характеристик токоприемника.




![]()
![]()
Особое внимание следует обращать на величину нажатия токоприемника на контактный провод при его опускании (пассивное нажатие) и при подъеме (активное нажатие) пассивное нажатие проверяется при поднятом на максимальную рабочую высоту токоприемнике. Закрепив динамометр на высшей точке подъема токоприемника,плавно нагружаем его, добиваясь медленного движения полоза вниз по всему диапазону высоты. Динамометр покажет пассивное нажатие. Его величина должна быть не более указанной в таблице.
Активное нажатие проверяется динамометром при медленном движении полоза вверх. Величина должна быть не менее указанной в таблице.
При проверке времени подъема и опускания обращают внимание на отсутствие заеданий в шарнирах. Подъем должен происходить без резких скачков, плавно. При опускании полоз должен резко оторваться от контактного провода, затем произойти замедление скорости снижения и опускание в нижнее положение.
| № п/п | Технические данные токоприемников | Тип токоприемников | Браковочный размер в эксплуатации |
| Статические нажатие токоприемника на контактный провод, активное, кгс | Л-13У П-1У П-5 17РР, TSP-6М | не менее 6 не менее 7 не менее 10 не менее 9 | |
| Статическое нажатие токоприемника на контактный провод, пассивное, кгс | Л-13У П-1У П-5 17РР, TSP-6М | не более 9 не более 11 не более 13 не более 11 | |
| Время подъема токоприемника от сложенного положения до наибольшей рабочей высоты при номинальном движении сжатого воздуха, с | Л-13У П-1У П-5 17РР, TSP-6М | 4,0 – 7,0 4,0 – 7,0 7,0 – 10,0 7,0 – 12,0 | |
| Время опускания токоприемника от наибольшей рабочей высоты до сложенного положения при номинальном давлении воздуха, с | Л-13У П-1У П-5 17РР TSP-6М | 3,5 – 6,0 3,5 – 6,0 3,5 – 6,0 5,0 – 8,0 7,0 – 10,0 |
В зимнем режиме работы нажатие полоза на контактный провод должно быть увеличено на 1 — 2 кгс.
При температуре наружного воздуха — 20 С и ниже статическую характеристику токоприемника проверяют на открытом воздухе (не отапливаемом помещении).
к дорожной инструкции по совместному осмотру
токоприемников работниками служб «Т» и «Э» в эксплуатации
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ТОКОПРИЕМНИКОВ
ЭЛЕКТРОПОДВИЖНОГО СОСТАВА
для ремонтного персонажа локомотивного депо
и пунктов технического осмотра локомотивов
Эта памятка, составленная с использованием действующих технических указаний и инструкций МПС, результатов исследований ВНИИЖТа и передового опыта дорог, содержит наиболее важные нормы и требования к токоприемникам, которые необходимо контролировать при техническом обслуживании этого ответственного аппарата электроподвижного состава.
Особое внимание в памятке уделено требованиям, которые нарушают чаще других или таким, по которым нет чётких указаний. В ней даны ответы на вопросы, которые часто задают работники локомотивных депо и ПТОЛ.
Памятка рассчитана на то, чтобы непосредственно на рабочем месте помочь ремонтнику добиться высокого качества технического обслуживания токоприёмника, его надёжной и экономичной работы.
СОДЕРЖАНИЕ
1. Наиболее распространенные типы токоприемников и их
основные характеристики. ……………………… 4
2. Контактные вставки (пластины)……………………………………. 7
3. Сухая графитовая смазка. ……………………… 12
4. Полозы токоприемников. ……………………. 14
5. Последовательность осмотра токоприемника в депо и на
ПТОЛ…………………………………………………………………… 23
6. Осмотр контактных элементов полозов токоприемников…………. 28
7. Особенности технического обслуживания токоприемни-
ков зимой. ………………………………… 40
9. Экономное расходование вставок (пластин). ……………………… 54
10. Рекомендуемая литература. ……………………… 60
Перечень технических указаний ЦТ МПС. ……………………… 61
Источник
Осмотр и проверка состояния токоприемников.
![]()
![]()
Осмотр и проверка состояния токоприемников электромонтёрами контактной сети и локомотивными бригадами производится в депо, на специальных путях станции а также при повреждениях в пути следования в соответствии с Правилами техники безопасности и производственной санитарии при эксплуатации контактной сети и Типовой инструкции по охране труда для локомотивных бригад ЦТ-555.
— рама токоприемника и механизм подъема и опускания;
— подвижная система токоприемника;
Производится проверка характеристик токоприемника.
Осмотр рамы токоприемника и механизм подъема и опускания.
При осмотре рамы токоприемника обращается особое внимание на состояние опорных и проходных изоляторов. Они не должны быть загрязнены. Сколы, трещины или повреждения глазури не должны превышать 20% луга возможного пробоя. Поверяется крепление оснований токоприемников к опорным изоляторам.
Осматриваются воздушные рукава. Рукав воздуховода должен быть чистым, без трещин, надрывов и вздутий. На рукаве должно быт нанесены дата, место и параметры испытаний (испытывается на электрическую прочность напряжением 60 кВ в течение 1 мин).
Осматриваются состояние соединительных тяг главных валов, пружин подъёма, цилиндров пневмопривода. Тяги не должны иметь изгибов и изломов, пружины повреждений и заеданий.
Проверяется поперечный люфт (зазор) на тяге токоприемника, который в эксплуатации не должен превышать 3 мм. Наибольший суммарный осевой зазор в любом шарнире рамы в эксплуатации для токоприемников П — 5, Л — 13У, П — 1У не более 4 мм, для токоприемников 17РР, ТSР — 6М при диаметре отверстий от 5 до 10 мм (вкл.) — не более 1,0 мм, от 10 до 18 мм — не более 2,2 мм, от 18 до 30 мм — не более 2,6 мм.
Источник
Ремонт токоприемников
Износы и повреждения. Токоприемники э. п. с. работают в более трудных, чем другие аппараты, условиях, так как они дополнительно подвержены воздействиям со стороны контактной подвески и сил от сопротивления воздушной среды.
В результате ненормального взаимодействия с деталями контактной сети в сочетании с другими факторами перекашиваются рамы токоприемников, возникают изгибы труб рам, ослабляется крепление нижней рамы, лопаются изоляторы, перекашиваются шарниры механизма подъема и опускания, слабнут и перетираются шунты, возникают трещины в коробе полоза и деталях кареток.
В ходе эксплуатации изнашиваются валики в втулки шарнирных соединений, разрушаются и загрязняются подшипники, изнашиваются и теряют эластичность манжеты поршней пневматического привода, теряется упругость и ослабляется натяжение пружин, изнашиваются амортизаторы.
Перечисленные дефекты в сочетании с нарушением регулировки токоприемника приводят к нарушению нажатия его полоза на контактный провод. В результате при повышенном нажатии происходит интенсивный износ накладок, а при пониженном — ухудшается качество электрического контакта, усиливается электроэрозия, вызывающая подгары и оплавления как накладок токоприемника, так и контактного провода.
При неправильной регулировке клапана токоприемник последний будет подниматься со значительными ударами о контактный провод и опускаться с сильными ударами о раму основания, что может привести к перекосу рам, появлению отколов и трещин у изоляторов, изгибу труб, возникновению изломов и трещин в каретках, изгибу полоза и повреждению накладок.
В эксплуатации имеют место случаи перекрытия воздушного рукава и опорных изоляторов. У изоляторов повреждается глазурь, возникают отколы и трещины.
Разборка токоприемника. Токоприемник очищают от грязи и старой краски и устанавливают на специальные опорные.тумбы, верхние поверхности которых_должны располагаться в одной плоскости. Для предотвращения самопроизвольного подъема токоприемника его подвижную часть скрепляют с рамой специальной скобой. Для создания безопасных условий и облегчения разборки ослабляют натяжение подъемных и опускающих пружин.
Снимают полоз, каретки, подъемные и опускающие пружины, пневматический привод, рычаги подъема и опускания, валы, верхнюю и нижнюю подвижные рамы.
Шарнирное соединение верхних и нижних рам разбирают, используя специальный съемник.
Для снятия нижней подвижной рамы выпрессовывают полуоси и вынимают подшипники.
Осмотр и ремонт деталей токоприемника. Детали токоприемника очищают от грязи, старой краски, подшипники промывают в керосине. Обстукиванием молотком и проволочной щеткой удаляют с полозов старую твердую смазку. Определяют состояние деталей и выполняют необходимые замеры.
Основание токоприемника не должно иметь перекоса, а его элементы — погнутостей, трещин, разработанных отверстий под болты опорных изоляторов и некачественных сварных швов.
Погнутые швеллеры основания выправляют на правочной плите. Разработанные отверстия под болты заваривают и рассверливают. Сварные швы с трещинами срубают и накладывают вновь. Трещины разделывают и заваривают. Измеряют шаблоном по диагонали основания расстояния между отверстиями под болты изоляторов. Разница этих расстояний при пластмассовых опорных изоляторах не должна превышать 10 мм. При больших отклонениях одно из двух отверстий заваривают и рассверливают вновь.
Контактные поверхности основания в местах присоединения наконечников гибких шунтов и силового кабеля зачищают и облуживают припоем ПОС-40.
Опорные изоляторы очищают: фарфоровые — в 5%-ном растворе каустической соды; пластмассовые промывают в 3%-ном растворе щавелевой кислоты в течение 40—60 мин и затем горячей водой. Небольшие сколы заделывают цементным раствором или эпоксидной смолой. Места поврежденной глазури на длине менее 10% пути возможного перекрытия на изоляторах из пластмассы АГ-4 зачищают мелкой стеклянной бумагой и окрашивают эмалью ГФ-92-ХК. Местные выжиги и следы оплавления удаляют мелкой стеклянной бумагой и полируют. Фарфоровые изоляторы зачищать стеклянной бумагой запрещается. Изоляторы с ослабленным креплением в армировке перезаливают в специальном приспособлении. Проверяют электрическую прочность отремонтированных изоляторов.
Резиновые амортизаторы, поврежденные или утратившие эластичность, и стержни с выработкой или поврежденной резьбой заменяют.
Привод токоприемника разбирают. Подъемные и опускающие пружины очищают и осматривают. Зазор между витками у пружин большинства токоприемников в свободном состоянии должен быть не более 1,5 мм. На специальном приспособлении проверяют жесткость пружин. Пружины с трещинами, вмятинами, с зазорами между витками более 1,5 мм, а также пружины, утратившие необходимую жесткость, заменяют.
Осматривают рычаги рычажно-пружинного механизма. Погнутые рычаги выправляют. Выработку на рабочей поверхности криволинейных рычагов восстанавливают наплавкой с последующей обработкой по профилю. В разработанные отверстия рычагов и серег пружин впрессовывают бронзовые втулки. Неисправные подшипники заменяют.
Пневматический привод разбирают, детали промывают в керосине и осматривают. Разработанные отверстия для штока в поршне восстанавливают наплавкой с последующей обработкой. Бронзовую направляющую втулки крышки цилиндра с выработкой более 2,5 мм заменяют. Цилиндр с износом внутренней поверхности по диаметру более 0,7 мм ремонтируют. Другие возможные неисправности деталей привода и технология их устранения, а также проверка работы отремонтированного привода описаны в начале главы. После сборки привода убеждаются в отсутствии в нем утечки воздуха. При давлении 675 кПа (6,75 кгс/см 2 ) утечки водуха быть не должно.
Рамы токоприемника проверяют на специальных стендах-кондукторах. Если рама не входит в кондуктор или входит с большим усилием, ее разбирают. Подлежат разборке и рамы с ослабшим креплением труб в шарнирах, с ослабшими заклепочными соединениями, с погнутыми трубами и при наличии на них трещин, прожогов или вмятин глубиной более 3 мм.
Погнутые трубы правят в горячем состоянии, нагревая места погнутости газовой горелкой, или в холодном состоянии — специальным винтовым прессом. Двутавровые рычаги нижних рам некоторых токоприемников выправляют на правочной плите. Конусные трубы нижних рам правят на конических оправках.
Трубы верхних и нижних рам с трещинами, прожогами и вмятинами глубиной более 3 мм заменяют. Разрешается восстанавливать трубы с помощью соединительных муфт при условии, что число дефектных мест будет не более одного на трубу и не более двух на раму. Для этого трубу разрезают по дефектному месту, надевают соединительную муфту, стягивают ее болтами, рассверливают отверстия под заклепки, устанавливают их и пропаивают края муфты латунным припоем или медью. Толщина стенок соединительных муфт должна быть не менее 1 мм, а длина — 90—120 мм.
На трубах нижних рам допускается оставлять вмятины глубиной 3 мм, если их на длине до 150 мм не более двух и труба не имеет погнутости. В конусных трубах нижних рам токоприемников П-3 и П-5 разрешается заваривать газовой сваркой трещины и оставлять сваренные из двух половин составные конусные трубы.
Изношенные места шарниров рам восстанавливают наплавкой с последующей обработкой. Подшипники шарнирных соединений для удаления старой смазки промывают в керосине, неисправные заменяют, исправные или вновь устанавливаемые покрывают смазкой ЦИАТИМ-201.
Неисправные гибкие шунты ремонтируют по технологии, описанной на с. 194.
Каретку разбирают и проверяют состояние ее деталей. В результате воспринимаемых кареткой ударов в местах изгибов возникают трещины в боковых стенках держателей, изнашиваются валики, оси и втулки, срывается резьба кронштейнов полозов, изменяются характеристики пружин.
Оси, валики и втулки тяги и основания с износом более 1 мм заменяют. Ослабшую латунную втулку оси держателя выпрессовывают и устанавливают новую. Новые оси цементируют или закаливают. Сорванную резьбу кронштейнов восстанавливают заваркой и нарезкой новой резьбы. Трещины в держателе разделывают, заваривают газовой сваркой и зачищают напильником. Пружины обеих кареток должны иметь одинаковую длину и одинаковые характеристики.
Полозы освобождают от старой твердой смазки пневматическим зубилом и металлическими щетками с пневматическим приводом. Негодные медные, металлокерамические пластины или угольные вставки заменяют. Для снятия пластин винты, крепящие их к каркасу, срубают или отвертывают. По специальному шаблону проверяют профиль каркаса. Вогнутость его на длине 1 м прямолинейной части не должна превышать 2 мм, а расстояние между концами его склонов отличается от чертежных размеров более чем на ± 15 мм. Правят каркасы на специальной оправке.

Рис. 5.20. Крепление медных пластин к коробке полоза токоприемника
Каркасы полозов с толщиной стенок менее 1,3 мм заменяют. Лишние отверстия для установки контактных пластин, трещины и надрывы в каркасах и прожоги заваривают газовой сваркой или электросваркой постоянным током. Отремонтированный каркас вновь проверяют по шаблону и оцинковывают, после чего устанавливают контактные пластины или угольные вставки. Поверхность каркаса в местах установки угольных вставок очищают на сталеструйной установке, омедняют или облуживают.
Новые медные контактные пластины изготавливают из полосовой меди М1. Места отверстий под винты Мб размечают по кондуктору. После рассверловки отверстия зенкуют под углом 60° при креплении пластин специальными винтами и под углом 90° при использовании стандартных винтов. Установку пластин начинают с середины полоза. Монтируя пластины, следят, чтобы они плотно прилегали к поверхности каркаса, в местах стыка были на одном уровне и не имели острых и выступающих углов. Зазор между пластинами в месте стыка должен быть не более 1 мм.
При креплении пластин 1 (рис. 5.20) к каркасу 2 специальными латунными или медными винтами с образующей головок 60° винты надо устанавливать так, чтобы их головки не выступали над рабочей поверхностью пластины или были утоплены, но не более чем на 0,75 мм. При креплении стандартными винтами 3 их головки должны быть утоплены на 1,5 мм при толщине пластины 5 мм и на 2,5 мм при ее толщине 6 мм.
После устанорки медных контактных пластин все пространство между ними на рабочей части полоза заполняют сухой графитовой смазкой СГС-0, обеспечивающей графитизацию и полировку контактных поверхностей, что улучшает токосъем и снижает износ как контактных пластин, так и контактного провода.
Смазка СГС-0 состоит из 65 весовых частей графита и 35 частей кумаро-новой смолы.
Перед нанесением смазки полоз нагревают до температуры 140—150 °С и грунтуют одним слоем кумароновой смолы. Смазку нагревают до температуры 170—180 °С и лопаточкой наносят на полоз так, чтобы слой смазки был немного выше поверхности пластин. Когда смазка остынет и отвердеет, ее запиливают напильником вровень с пластинами.
Выемки или прожоги на угольных вставках запиливают напильником под углом 20° к горизонтали. Вставки с двумя и более трещинами или толщиной менее допустимой заменяют.
Износ угольной вставки 2 (рис. 5.21) проверяют по нанесенной на ней контрольной риске. Наименьшая допустимая толщина вставки Н = 25 мм. Кроме того, учитывая возможную неточность изготовления каркаса полоза и крепежных элементов, предельный износ контролируют также по расстоянию А от рабочей поверхности вставки до ближайшей части элементов каркаса, который должен быть не менее 1 мм летом, 2 мм зимой и 3 мм при гололеде.
Новые вставки устанавливают, вдвигая их с конца полоза по ласточкину хвосту, образованному пластинами 1 и 3. Чтобы не вызвать появления во вставках внутренних трещин, при их установке нельзя допускать сильных ударов. Зазор между вставками должен быть не более 0,8 мм, а внутренние ряды вставок не должны быть выше наружных. Концы внутреннего ряда вставок с каждой стороны запиливают на 5—6 мм по длине и на 3 мм по высоте. Стыки вставок и вставок с металлическими пластинами рогов запиливают на специальной установке. Вставки должны быть надежно закреплены на полозе 5 болтами 4, не иметь продольных и поперечных перемещений.
Под все гайки винтов и болтов должны быть установлены пружинные шайбы.
Сборка и регулировка токоприемников. На основание токоприемника устанавливают цилиндр пневматического привода и рычажно-пружинный механизм. Пружины при этом должны находиться в свободном состоянии. Присоединяют воздухопроводные трубы. Перед установкой трубы должны быть прочищены и продуты. Трубы, имеющие трещины, вмятины или поврежденную резьбу, заменены новыми. Устанавливаемые полиэтиленовые воздушные рукава должны быть испытаны на плотность воздухом давлением 700 кПа и на диэлектрическую прочность переменным током частотой 50 Гц в течение 1 мин напряжением 9,5 кВ, а также иметь нанесенные на них трафареты с датой и местом испытаний.
Рис. 5.21. Крепление угольных вставок на полозе токоприемника
Устанавливают амортизаторы, валы нижних рам и нижние рамы. Верхние рамы соединяют с нижними временными болтами, закрепляют на них каретки и полозы, ставят гибкие шунты, после чего заменяют временные валики постоянными. Ход каретки должен быть 50 мм. Перемещение каретки должно происходить без заеданий, а полозы свободно поворачиваться вокруг своей оси на 10—15° в кажду сторону.
При сборке токоприемника все подшипники и трущиеся части смазывают смазкой ЦИАТИМ-201. Одновременно убеждаются, что наибольший аксиальный суммарный зазор в любом шарнире рамы не превышает 3 мм, а поперечный люфт на тяге —2 мм. При необходимости зазор в шарнире регулируют установкой металлической шайбы.
Контактные поверхности обоих полозов двухполозных токоприемников должны быть на одном уровне с отклонением не более 2 мм. Проверяют горизонтальность полозов 1 (рис. 5.22), для чего на них устанавливают линей-
Рис. 5.22. Проверка горизонтальности токоприемника ку 2 длиной 1000 мм с уровнем 3 посередине. Отклонение рабочей поверхности полоза А не должно превышать 5 мм.
Смещение центра полоза относительно основания токоприемника в поперечном направлении проверяют по отвесу, закрепленному в центре полоза, и линейке 4 с нанесенным центром основания. Смещение (отрезок Б) не должно превышать 25 мм.
Проверяют статическую характеристику токоприемника. При необходимости нажатие полозов токоприемника на контактный провод регулируют изменением натяжения пружин, добиваясь значений, приведенных в табл. 9.
Контролируют работу токоприемника при давлении воздуха 350 кПа (3,5 кгс/см 2 ).
Отремонтированный токоприемник (кроме рабочих поверхностей, полозов, силуминовых рычагов, шунтов и полиэтиленовых трубок) окрашивают красной эмалью ПФ-115, а пружины — черным битумно-масляным лаком № 477.
Перед установкой токоприемника на крышку проверяют правильность монтажа опорных изоляторов. Разница в высоте их установки не должна превышать 2 мм. При большей разнице перекос устраняют установкой между изоляторами и основанием металлических шайб.
После закрепления токоприемника на опорных изоляторах проверяют горизонтальность полозов. Разность высот полоза, замеренная по концам линейки, не должна превышать 10 мм.
Определяют время подъема токоприемника до наибольшей высоты и время его опускания. Время подъема должно быть 3—7 с для токоприемника ДЖ-5, 7—10 с для токоприемников Л-13У и Л-14М и 4—7 с — для токоприемников остальных типов, а время опускания соответственно 3—5; 3,5—6 и 4—7 с. При необходимости время подъема и опускания корректируют регулировкой клапана токоприемника, а у токоприемника П-5 — изменением длины тяги привода.
Проверяют работу токоприемника от вспомогательного мотор-компрессора.
Техника безопасности при ремонте токоприемников. При снятии полоза подвижные рамы должны быть зацеплены крюком за основание во избежание самопроизвольного подъема токоприемника. Разбирая рычажно-пружинный механизм для предотвращения случаев травматизма, натяжение подъемных и опускающих пружин должно быть предварительно ослаблено. При испытании пружин возможны их разрывы, поэтому их необходимо закрывать защитным чехлом. При установке токоприемника на крышу э. п. с. напряжение с контактного провода должно быть снято, а сам провод заземлен.
Источник