Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
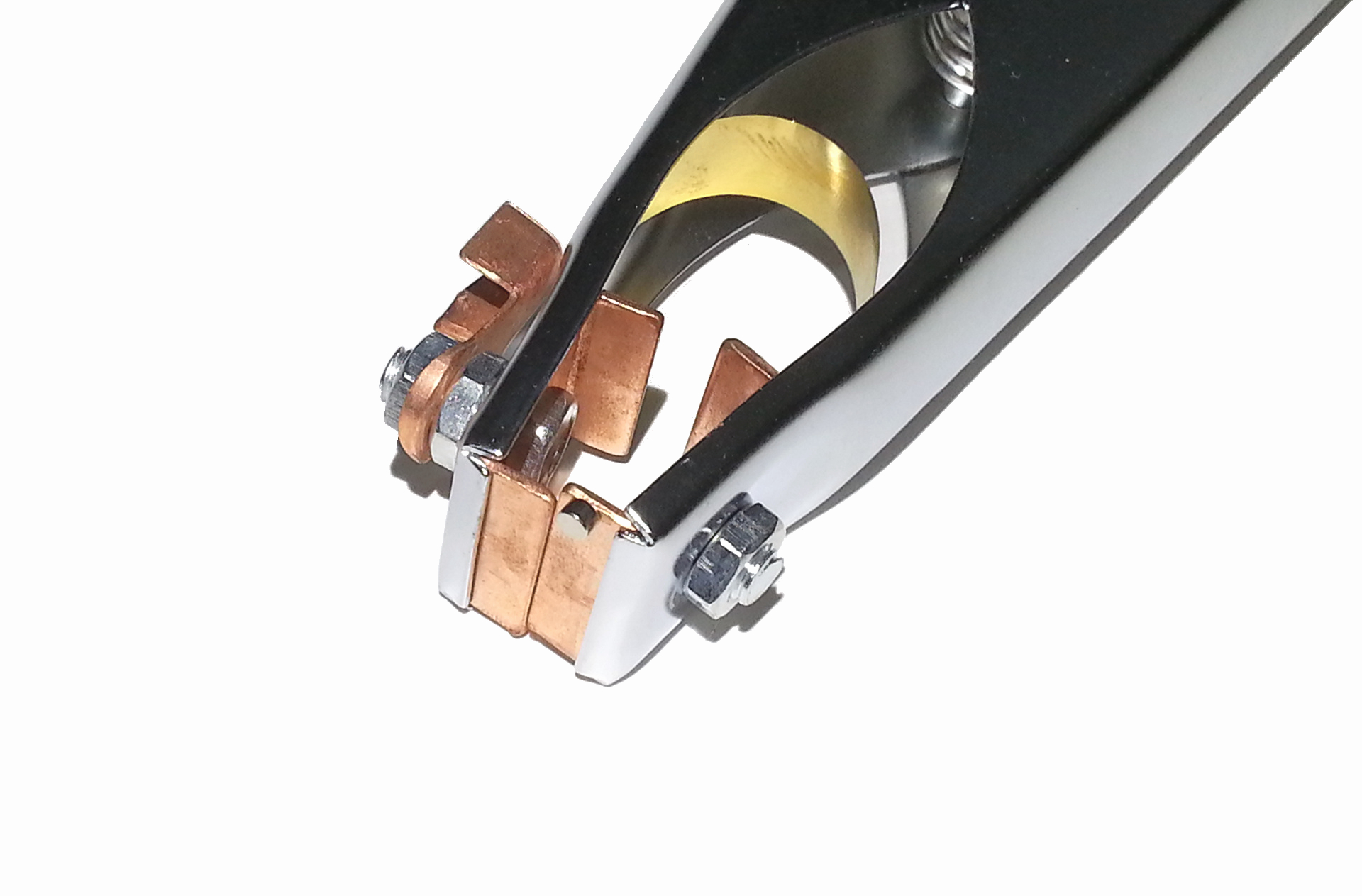
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:

В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Источник
Замена сварочных проводов в инверторе: важные особенности
Наш современный мир — это мир конкуренции. Постоянное стремление производителей к удешевлению продукции приводит к тому, что на приборы устанавливаются не самые лучшие, но самые дешевые материалы. Многие из них выполняют свою работу, но или неудобны в использовании, либо век такого сырья недолог. Инверторные сварочники китайцы считают излишним комплектовать длинными, толстыми проводами. Обычно в комплекте идут короткие алюминиевые диаметром около 5 мм, которые даже при работе трехмиллиметровым электродом перегреваются, плавятся. Легкие «крокодилы» тоже не выдерживают большого тока. О том, чем заменить заводские провода, будет рассказано в нашей статье.

Какие должны быть провода в сварочном инверторе
Кабель для сварочного инвертора подбирается под требуемую нагрузку и возможную эксплуатацию. Нет ни отечественных, ни импортных универсальных кабелей абсолютно под все условия. Однако производится много видов, удовлетворяющих любым потребностям.

Металлический сердечник должен содержать большое количество мелких жил — от десятков до тысячи. Сечение жилы должно соответствовать мощности аппарата и току электродуги. К примеру, для электродов 2—3 мм зачастую хватает силы тока в 100 А. Подойдет хороший кабель сечением 6 мм2 с устойчивостью к нагрузке до 11 кВт. Чаще же сварочник выдает больший ток, поэтому провод должен быть толще.

Основные требования к сварочным кабелям:
- Подавать ток к сварочным поверхностям с минимумом потерь.
- Быть достаточной длины, веса, толщины. Это обеспечивает минимальный нагрев с возможностью удаленной работы без перемещения самого аппарата.
- Обладать надежной изоляцией проводника от влаги окружающей среды.
- Иметь высокую износостойкость.
- Не поддаваться влиянию низких температур. Например, при работе зимой обязательно выбирается резиновая изоляция с маркировкой КГ или КГ-ХЛ. Причем вторая работает при температурах далеко за -35 градусов. Изоляция из ПВХ категорически не подходит из-за невозможности работы при низких температурах, неустойчивости к ультрафиолету.

- КС – сварочный.
- КГ — кабель гибкий в одинарной или двойной изоляции.
- КГ-ХЛ — кабель гибкий холодоустойчивый для очень низких температур.

Существует 3 типа проводников: с одной, двумя, тремя жилами.
- Одножильный характерен для простых инверторов и чаще используется гаражными мастерами.
- Двухжильный объединяет провода катода, анода. Проводники аналогичны по конструкции. Весь смысл такой конструкции — в удобстве подведения высокочастотного, переменного тока.
- Трехжильный применяется в автоматической сварке длинных металлических конструкций. Большее количество жил дает однородный качественный шов.
Иногда в работе необходимо удлинение сварочного кабеля. Это делается при работе в стесненных условиях или на высоте, чтобы не таскать с собой аппарат. Производители не высказываются однозначно о возможности удлинения проводников. Однако среди сварщиков повелось, что этого делать нельзя. Однако длину кабеля увеличивать можно. Главное — помнить, что удлинение на 1 м должно соответствовать увеличению сечения на 40—50 %. В противном случае, проводник станет неконтролируемо разогреваться, сварочная дуга уменьшится, а управлять ей станет сложнее.
Как заменить
С кабелем меняем все заводские элементы, не отличающиеся качеством:
- Электродержатель бывает трех видов: вилочный, пружинный, винтовой. Первый изготавливается самостоятельно, надежен, но не изолирован. Пружинные удобны, но в низшей ценовой категории не лучшего качества. Винтовые надежно держат электрод, подходят неопытным специалистам.
- Силовой кабель — второй элемент по значимости. Качество актуально при работе со слабым сварочником, сила тока которого едва дотягивает до 120—130 А. Хуже качество — выше сопротивление материала. Лучше выбирать КГ-ХЛ одножильный на предельные величины аппарата с учетом его размера. Стандартная длина — 2—3 м. С увеличением ее меняется площадь проводника. Для тока 160—190 А достаточно 16 мм2 при стандартной длине. Для профессиональных аппаратов на 250 А сечение увеличиваем до 25 мм2.
- Зажим для массы выбираем на большую силу тока, либо покупаем клемму заземления из латуни.
- Сварочные разъемы идут в комплекте с аппаратом. При необходимости приобретаются отдельно. Присутствие медных полосок под винты крайне желательно.

В сборке ничего сложного нет.
- Кабель с держаком делаем на 1—2 м длиннее идущего на массу. Запас кабеля позволит не передвигать сварочный аппарат при работе с массивными, длинными конструкциями.
- Зачищаем концы проводов. Лучше это сделать стриппером для снятия изоляции.
- Зажимаем кабель в держаке с проставкой под винт, чтобы не разломить часть волосков.
- Кабельную вилку монтируем подобным образом.
В итоге получаем универсальные кабеля, помогающие во многих ситуациях, работающие без перегрева. КГ-ХЛ прекрасно служит в условиях крайнего Севера.
По стоимости самосборный комплект несколько дешевле заводских, а по качеству выше.
Источник