- ПКТБА-РМР Рабочее место для разборки и сборки арматуры
- ПКТБА-РМР Рабочее место для разборки и сборки арматуры
- Оборудование для ремонта трубопроводной арматуры Оборудование для ремонта и испытания насосов Рабочее место для разборки/сборки РМР
- Рабочее место для разборки/сборки РМР
- Оборудование для ремонта, испытания и производства трубопроводной арматуры
- Технология сборки и разборки трубопроводной арматуры
ПКТБА-РМР Рабочее место для разборки и сборки арматуры
ПКТБА-РМР Рабочее место для разборки и сборки арматуры ПКТБА-РМР Рабочее место для разборки и сборки арматуры
 НАЗНАЧЕНИЕ:
НАЗНАЧЕНИЕ:
Рабочие места предназначены для:
ПКТБА-РМР-4, ПКТБА-РМР-5 — разборки и сборки клиновых задвижек, запорных, регулирующих, отсеченных клапанов, шаровых и пробковых кранов.
ПКТБА-РМР-4-1 — для разборки-сборки и проведения предварительных пневматических испытаний давлением до 0,6 МПа клиновых задвижек, запорных, регулирующих, отсечных клапанов, шаровых и пробковых кранов.
ПКТБА-РМР-ППК — для разборки-сборки пружинных предохранительных клапанов.
ПКТБА-РМР-Ш — для разборки-сборки шиберных задвижек (типа ЗМС).
ПКТБА-РМР-АФК – для разборки-сборки устьевой арматуры (типа АФК, АНК).
ДОСТОИНСТВА УСТАНОВКИ:
-ПКТБА-РМР представляет собой комплект оснастки, обеспечивающей быструю и эффективную разборку-
сборку трубопроводной арматуры.
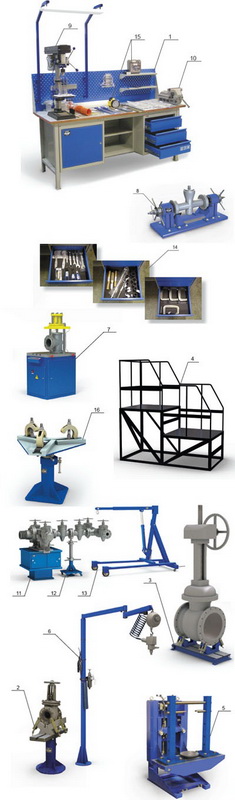
-Верстак слесарный с запирающимися ящиками, защитным экраном, светильником и коробкой
распределительной для подключения электроинструмента (поз. 1).
-Стенд для разборки и сборки трубопроводной арматуры DN 15. 300 мм, предохранительных клапанов (поз. 2).
-Для удобства работы стенд регулируется по высоте.
-Стенд для разборки и сборки трубопроводной арматуры с условным проходом DN 300. 600 мм (поз. 3).
-Для удобства работы комплектуется лестницей (поз. 4).
-Стенд для предварительных пневматических испытаний трубопроводной арматуры DN 50. 300 мм (поз. 5).
-Стойка с поворотной стрелой, балансиром, сменными гайковертами и блоком подготовки воздуха (поз. 6).
-Пресс гидравлический для запрессовки (выпрессовки) втулок шиберных задвижек (поз. 7).
-Приспособление для сжатия тарельчатых пружин шиберных задвижек (поз. 8).
-Станок сверлильный для осуществления ремонтных работ (поз. 9).
-Тиски для разборки и сборки трубопроводной арматуры с условным проходом DN 15. 40 мм (поз. 10).
-Тумба с пневмогайковертом для установки и закрепления фонтанной арматуры (поз. 11).
-Опора подвижная, регулируемая по высоте (поз. 12).
-Кран гидравлический грузоподъемностью 500 кг (поз. 13).
-В комплект поставки каждого рабочего места входит комплект слесарного инструмента (поз. 14), фонарь с зарядным устройством (поз. 15), аптечка медицинская (поз. 15).
-Стойка для разборки предохранительных клапанов (поз. 16)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Модель
Диапазон использования DN, мм
Источник
ПКТБА-РМР Рабочее место для разборки и сборки арматуры
ПКТБА-РМР Рабочее место для разборки и сборки арматуры ПКТБА-РМР Рабочее место для разборки и сборки арматуры
НАЗНАЧЕНИЕ:
Рабочие места предназначены для:
ПКТБА-РМР-4, ПКТБА-РМР-5 — разборки и сборки клиновых задвижек, запорных, регулирующих, отсеченных клапан ов, шаровых и пробковых кранов.
ПКТБА-РМР-4-1 — для разборки-сборки и проведения предварительных пневматических испытаний давлением до 0,6 МПа клиновых задвижек, запорных, регулирующих, отсечных клапан ов, шаровых и пробковых кранов.
ПКТБА-РМР-ППК — для разборки-сборки пружинных предохранительных клапан ов.
ПКТБА-РМР-Ш — для разборки-сборки шиберных задвижек (типа ЗМС).
ПКТБА-РМР-АФК – для разборки-сборки устьевой арматуры (типа АФК, АНК).
ДОСТОИНСТВА УСТАНОВКИ:
-ПКТБА-РМР представляет собой комплект оснастки, обеспечивающей быструю и эффективную разборку-
сборку трубопроводной арматуры.
-Верстак слесарный с запирающимися ящиками, защитным экраном, светильником и коробкой
распределительной для подключения электроинструмента (поз. 1).
-Стенд для разборки и сборки трубопроводной арматуры DN 15. 300 мм, предохранительных клапан ов (поз. 2).
-Для удобства работы стенд регулируется по высоте.
-Стенд для разборки и сборки трубопроводной арматуры с условным проходом DN 300. 600 мм (поз. 3).
-Для удобства работы комплектуется лестницей (поз. 4).
-Стенд для предварительных пневматических испытаний трубопроводной арматуры DN 50. 300 мм (поз. 5).
-Стойка с поворотной стрелой, балансиром, сменными гайковертами и блоком подготовки воздуха (поз. 6).
-Пресс гидравлический для запрессовки (выпрессовки) втулок шиберных задвижек (поз. 7).
-Приспособление для сжатия тарельчатых пружин шиберных задвижек (поз. 8).
-Станок сверлильный для осуществления ремонтных работ (поз. 9).
-Тиски для разборки и сборки трубопроводной арматуры с условным проходом DN 15. 40 мм (поз. 10).
-Тумба с пневмогайковертом для установки и закрепления фонтанной арматуры (поз. 11).
-Опора подвижная, регулируемая по высоте (поз. 12).
-Кран гидравлический грузоподъемностью 500 кг (поз. 13).
-В комплект поставки каждого рабочего места входит комплект слесарного инструмента (поз. 14), фонарь с зарядным устройством (поз. 15), аптечка медицинская (поз. 15).
-Стойка для разборки предохранительных клапан ов (поз. 16)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Модель
Диапазон использования DN, мм
Источник
Оборудование для ремонта трубопроводной арматуры Оборудование для ремонта и испытания насосов Рабочее место для разборки/сборки РМР





Рабочее место для разборки/сборки РМР
Предназначен для разборки и сборки трубопроводной арматуры и предохранительных клапанов
Комплектуется аксессуарами в зависимости от назначения и по желанию заказчика:
Настольный сверлильный станокТиски слесарныеУстановочное приспособление для разборки/сборкиПриспособление для заневоливания тарельчатых пружинПневмогайковерт с блоком кондиционирования воздухаСлесарный инструментСтойка с поворотной ломающейся стрелой.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Рабочее место РМР-2 Ду 100…350 мм Рабочее место РМР-3 Ду 250…600 мм Рабочее место РМР-4 Ду 400…800 мм Рабочее место РМР-5 Ду 400…800 мм Рабочее место РМР-6 Ду 600…1200 мм Рабочее место РМР -ПК (для предохранитеьный клапанов) Ду 10…300 мм Рабочее место РМР-АФК ( для фонтанной арматуры) Ду 65…180 мм
Источник
Средства измерения, автоматизации и обеспечения безопасности для локомотивов
Средства управления дорожным движением

- Главная
- Каталог продукции
- Прочая продукция
- Оборудование для ремонта, испытания и производства трубопроводной арматуры
Оборудование для ремонта, испытания и производства трубопроводной арматуры











Предназначено для шлифования и притирки уплотнительных поверхностей корпусов и клиньев задвижек без удаления из трубопроводов.
1.Установочное приспособление для монтажа на среднем фланце.
2. Привод пневматический/электрический.
3. Сменные обрабатывающие головки для шлифования и притирки.
4. Вариант комплектации с подставкой для ремонта клиньев (ПУТ-1К, ПУТ-2К, ПУТ-3К, ПУТ-4К)
Высокое качество обрабатываемой поверхности достигается за счет конструкции обрабатывающей головки и оправки, которые создают сложное плоскопараллельное движение инструмента по обрабатываемой поверхности.
Источник
Технология сборки и разборки трубопроводной арматуры
Безопасность и эффективность. Именно на эти критерии стоит опираться, поднимая вопрос о технологических операциях по разборке и сборке трубопроводной арматуры.
Технологические процессы разборки и сборки трубопроводной арматуры являются неотъемлемой частью всего комплекса работ , связанных с обеспечением управления и перераспределения потока среды, включающего производство самой арматуры, ее ремонт, монтаж, демонтаж и т. д. Что безусловно приводит к наличию большого объема слесарных работ и ручного труда, ведь данные операции практически невозможно подвергнуть автоматизации. Наряду с особенностью конструкции корпусных деталей арматуры, имеющих цилиндрическую или эллиптическую форму, даже при наличии опор процесс ее сборки или разборки возводится на тот уровень, при котором достаточно сложно обеспечить требования по безопасности персонала и объективным нормам времени на выполнение данных работ.
Однозначным выходом в решении вопросов по повышению безопасности и улучшению эффективности технологических процессов по разборке и сборке арматуры является внедрение механизации на сборочные участки и организация их рабочего пространства.
Так, например, наличие устройств или стендов для работы с безопорными задвижками клиновыми или кранами шаровыми позволяет значительно сократить время на обслуживание внутреннего пространства, включающего очистку внутренней поверхности, проведение работ по сборке и установке запирающих элементов, контролю выполненных работ, и, что немаловажно, предотвращает переворот изделия, тем самым сокращая возможность травмирования персонала. Устройства для позиционирования и фиксации арматуры во время выполнения слесарных работ представлены в широком диапазоне, и достаточно просто подобрать то или иное для работы с конкретным видом трубопроводной арматуры.
Организация рабочего места по сборке и разборке трубопроводной арматуры является одним из ключевых элементов решения вопросов безопасности и эффективности работ по обслуживанию арматуры. Укомплектованное необходимым слесарным и вспомогательным инструментом рабочее место, имеющее достаточное освещение, сокращает время на выполнение таких работ, как:
- осмотр и очистка внутренней поверхности;
- проверка уплотнительных поверхностей;
- установка и обтяжка крепежных деталей;
- сборка узлов с посадочными соединениями;
- смазка трущихся поверхностей;
- маркировка;
- подготовка арматуры к испытаниям и т. д.
Здесь стоит отметить, что применение электрического или пневматического инструмента в совокупности с вышесказанным является наиболее оптимальным решением. Это обеспечит реализацию требований по безопасности персонала в соответствии с необходимыми нормами времени. Так, например, применение пневматического или электрического гайковерта, закрепленного на возвратной подвеске поворачивающейся стойки, в совокупности с эргономически правильно организованным рабочим местом позволяет удвоить производительность труда.
Немаловажным временным фактором такта выпуска арматуры является процесс возврата на доработку после проведения испытаний на герметичность и работоспособность. Негерметичность или неработоспособность трубопроводной арматуры может быть обусловлена как точностью изготовления при механической обработке деталей и узлов, так и наличием посторонних предметов в зоне уплотнения, отсутствием смазки трущихся поверхностей, несоосностью запорных устройств и их соединений с приводом. Особенно это относится к арматуре с уплотнением «металл по металлу», предъявляющим высокие требования к чистоте сборки. В большинстве случаев качество выполненных слесарных работ проявляется при проведении испытаний арматуры воздухом давлением 0,6 МПа , по сути являющимся одним из самых сложных при достижении ее герметичности. При недостаточном оснащении производства процент возврата арматуры на доработку может достигать 20 %, а цикличность возвратов – 3-5 раз. В разрезе общего объема выпуска или ремонта арматуры это достаточно существенные значения. Устранением данного фактора могут послужить как правильная организация рабочего места, соблюдение производственной чистоты, повышение уровня контроля, так и оснащение сборочного участка оборудованием для предварительных испытаний, применяемым на этапе сборки арматуры.
Подводя итог, хотелось бы отметить, что оснащенность участков по сборке и разборке трубопроводной арматуры специализированным оборудованием положительно влияет на эффективность ее процесса производства , снижает риск травматизма, повышает безопасность проведения слесарных работ и, что немаловажно, формирует культуру производства.
Источник