Рабочее место электрослесаря по ремонту оборудования
Верстак электрослесаря. Рабочее место электрослесаря — это часть производственной площади цеха со всем необходимым оборудованием, приспособлениями, инструментами, принадлежностями и материалами, которые применяются электрослесарем во время работы.
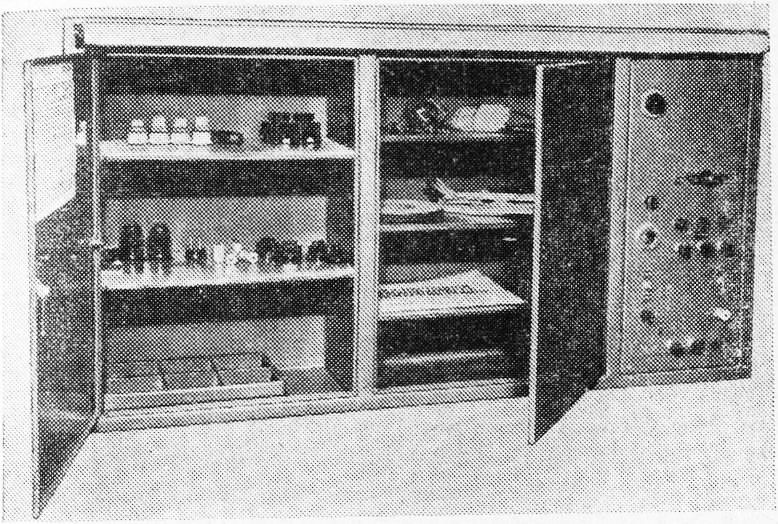
Оснащение рабочего места электрослесаря отличается большим разнообразием и в значительной степени зависит от характера производства. Для создания максимальных удобств при работе и повышения культуры производства новаторы В. Е. Герасимов, А. И. Романов и другие разработали и внедрили в производство верстак электрослесаря. Каркас верстака электрослесаря представляет собой сварную конструкцию, выполненную из уголковой стали и обшитую фанерой.
Крышка верстака изготовлена из досок толщиной 30 мм. Такая крышка не прогибается и не вибрирует во время работы. Сверху она покрыта гетинаксом. Спереди и с боков крышки крепятся деревянные бруски-бортики, препятствующие падению с верстака мелких предметов. Верстак имеет две полки, которые служат для хранения приспособлений, узлов и различных деталей. Под крышкой верстака устанавливаются выдвижные ящики для хранения в определенном порядке инструмента, приспособлений, приборов, защитных средств и вспомогательных материалов.
Рекламные предложения на основе ваших интересов:
Конструкция ящиков дает возможность установить ложементы для инструмента, приспособлений и приборов в соответствии с особенностями труда электрослесаря. Наличие в верстаке двенадцати отдельных ящиков Для разного вида инструмента, приспособлений, приборов и защитных средств обеспечивает для каждой единицы строго определенное место.
В описанном варианте верстака набор инструмента, приспособлений, приборов и защитных средств хранится следующим образом: ящик № 1 — напильники драчовые разной формы поперечного сечения (плоские, квадратные, трехгранные, круглые, полукруглые, овальные); ящик № 2 — напильники бархатные и надфили разной формы поперечного сечения; ящик № 3 — гаечные ключи под гайки разных размеров и горелки для пропан-бутана; ящик № 4- ключи торцовые (набор) и ключи раздвижные (разводные) № 1 и 2; ящик № 5-схемы, чертежи, инструкции, технологические карты, карта НОТ, бумага и карандаш; ящик № 6 — кусачки, плоскогубцы, круглогубцы, пассатижи, просечки, отвертки разные; ящик № 7 — циркуль, линейка, нутромер, кронциркуль, метр металлический, штангенциркуль, кернер, пуансоны, угольник слесарный: ящик № 8 — сверла (набор), воротов комбинированный, метчики (набор), круглые плашки (набор), комбинированный плашкодержатель; ящик № 9 — молотки, зубила, шабер, канавочник, ножницы кровельные, ручная ножовка, электродрель, электропаяльник; ящик № 10 — диэлектрические перчатки, защитные очки, указатель напряжения — до 500 В, индикатор полярности; ящик № 11 – съемники винтовые, секторные ножницы для резки кабеля, ручные клещи для опрессовки наконечников сечением до 50 мм2; ящик № 12 — прибор для проверки выводных концов электродвигателей, набор слесарно-монтерского инструмента с изолированными ручками, клещи для снятия изоляции с проводов.
Ящики окрашены в различные цвета, что позволяет быстро находить нужные приспособления, инструмент, приборы и защитные средства. На верстаке справа и слева находятся кассы для хранения крепежа. В правой части верстака крепятся тиски для выполнения различных работ. Перед глазами электрослесаря на верстаке установлено приспособление для крепления схем и чертежей. Оно позволяет приближать и удалять чертеж, двигать его вправо или влево от центра в зависимости от освещенности рабочего места. В правой части полки вмонтирован и люминесцентный светильник бесстартерного зажигания. Он обеспечивает хорошую освещенность рабочего места.
Габаритные размеры: 1200X700X820 мм.
Для повышения производительности труда дежурных электромонтеров при эксплуатации электрических цепей и электрооборудования новатором Ф. С. Лысановым разработан шкаф-стенд. Он предназначен для выполнения широкого круга операций по проверке электрооборудования, электроинструмента, низковольтной аппаратуры и хранения технической документации.
Наличие пяти видов напряжений (380, 220, 127, 36 и 12 В) позволяет производить испытания электродвигателей на холостом ходу, проверку ламп накаливания, люминесцентных ламп и их стартеров, различных предохранителей, проверять изоляцию и исправность цепей обмоток, проводить другие операции.
Применение шкафа-стенда позволяет сократить вспомогательное время дежурных электромонтеров и улучшить качество ремонта при обслуживании электрооборудования.
Габаритные размеры: 1230X690X300 мм; масса 65 кг.
Переносной ящик для инструмента дежурного электрика. Для ликвидации повреждений, возникающих в электроустановках в процессе эксплуатации электрооборудования, дежурный электромонтер должен иметь при себе набор инструмента, защитных средств и часто употребляемых материалов.
Для создания удобств в работе дежурного персонала новатором В. М. Кротом разработан и внедрен в производство переносной ящик для инструмента дежурного электрика (рис. 2).
Переносной ящик электрика состоит из основного корпуса и откидного вкладыша. Как в ящике, так и на вкладыше имеются гнезда для необходимого инструмента, расположенного в определенном порядке. В комплект входят необходимые запчасти и средства защиты от поражения электротоком. Для определения неисправности цепей установок и приборов в специальном гнезде помещен универсальный электроуказатель.
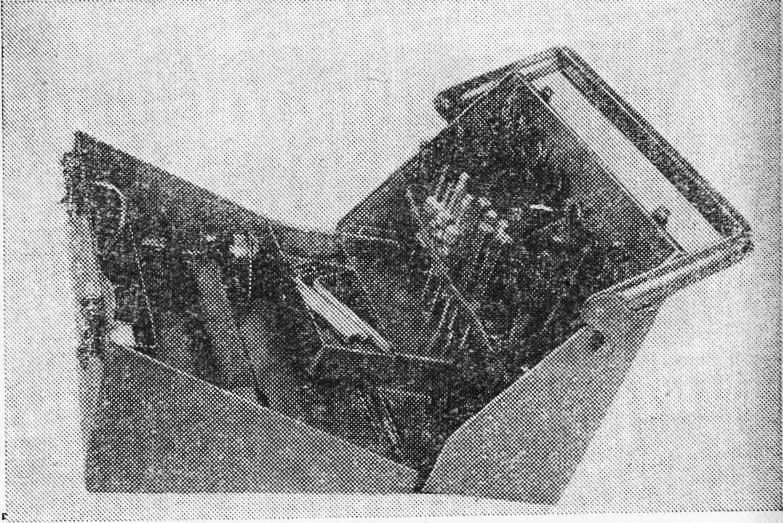
Переносной ящик удобен в обращении, соответствует правилам эстетики и техники безопасности. Оснастка ящика удовлетворяет требованиям срочного ремонта электрооборудования.
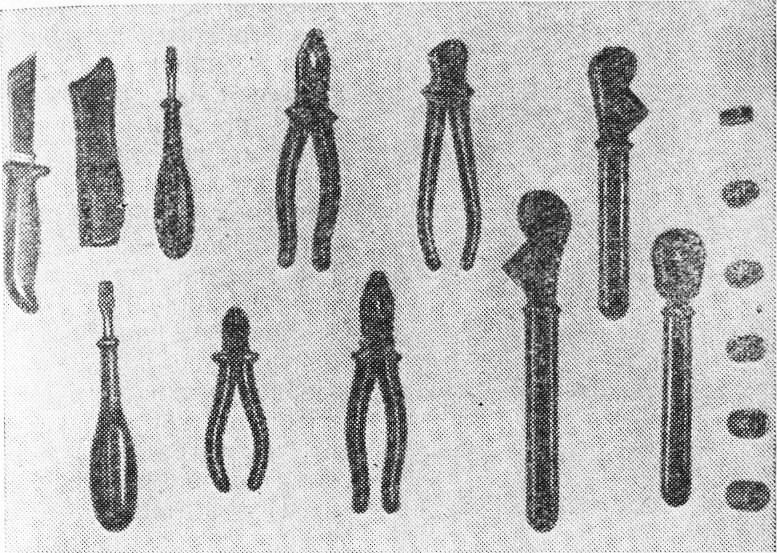
Слесарио-монтерский инструмент в капроновой изоляции допускается применять в качестве основного защитного средства в электроустановках 1000 В и ниже при строгом соблюдении требований, предусмотренных правилами техники безопасности.
Коллективом предприятия «Ленэнергоремонт» разработана технология нанесения капроновой изоляции на рукоятки слесарно-монтерского инструмента методом литья под давлением. Сырьем служит первичная капроновая крошка молочно-белого цвета или прозрачная.
Капроновую крошку при подготовке к литью очищают от посторонних примесей. В бак с водой вливают моющую жидкость ОП-7 или ОП-Ю в количестве 5 г. на 1 л воды. Капроновую крошку загружают в бак и кипятят в течение двух часов с перемешиванием через каждые 30 мин. Затем воду сливают из бака, капрон помещают в бак с 5%-ным раствором бикарбоната натрия и кипятят в течение 30 мин с периодическим перемешиванием. После этого капрон промывают 2-3 раза в холодной воде, загружают на противень и выдерживают над ванной до полного стока воды. Толщина слоя капрона на противне должна быть не более 40-50 мм.
Противень с капроном помещается в сушильный шкаф, и производится сушка в течение 5-6 ч при температуре 80-90 °С. Высушенный капрон, если он не поступает сразу в производство, хранится в металлическом бидоне с герметической крышкой или в сушильном шкафу, подогреваемом до температуры 70-80 °С.
Процесс литья капрона на вертикальном прессе производится следующим образом. Проверяют исправность пресса. Закрывают сопло цилиндра поворотом рукоятки крана. Включают нагревательные элементы цилиндра, который разогревается до температуры 160-180 °С. Контроль температуры осуществляется посредством терморегулирующего прибора. Высушенный капрон при помощи специального совка загружается в цилиндр. Включается насос пресса, и при помощи поршня капрон уплотняется в цилиндре, рукоятка управления поршнем поворачивается на себя и при достижении давления в цилиндре 30- 35 атм возвращается в нейтральное положение. Периодически во время разогрева капрона газы из цилиндра выпускаются при помощи поршня. Подъем поршня производится поворотом рукоятки управления поршнем из нейтрального положения в положение «на себя». Капрон разогревается в цилиндре до температуры 260-270 °С. Затем открывается кран цилиндра, и из сопла цилиндра удаляется 15-20 г. капрона.
Подготовленная к заливке пресс-форма устанавливается на стол пресса так, чтобы ее литниковое отверстие точно совпадало с, соплом цилиндра. Маслопровод насоса закрывается вращением штурвала по часовой стрелке до упора. Стол пресса с пресс-формой поднимается поворотом рукоятки управления стола из нейтрального положения в положение «от себя», и литниковое отверстие пресс-формы плотно прижимается к соплу цилиндра, после чего рукоятка возвращается в нейтральное положение.
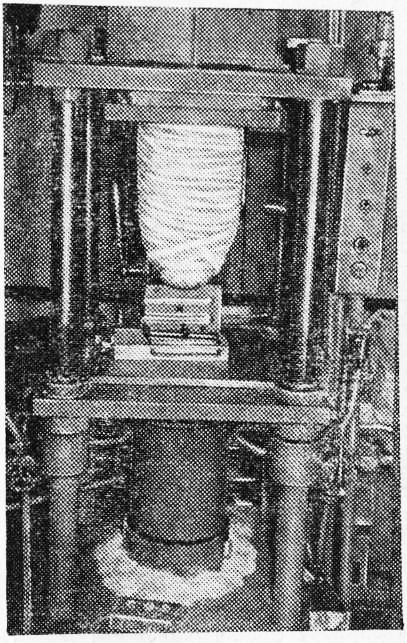
В цилиндре при помощи поршня создается давление 50-55 атм (по манометру).
Открывается кран сопла цилиндра, и пресс-форма заполняется расплавленным капроном, при этом в цилиндре поддерживается постоянное давление. Появление расплавленного капрона из сочленения пресс-формы с инструментом свидетельствует о полном заполнении пресс-формы капроном.
Кран сопла цилиндра закрывается, и поршень выводится из цилиндра. Маслопровод пресса открывается при помощи поворота штурвала против часовой стрелки, отчего стол пресса опускается вниз под собственным весом. Пресс-форма снимается со стола пресса, и через 2-3 мин из нее извлекается инструмент.
Очередная порция капрона засыпается в цилиндр пресса, устанавливается следующая пресс-форма на стол пресса, и операция повторяется.
После изготовления ручек производится процесс нормализации изоляции инструмента. Инструмент помещают в специальную корзину, опускают в бак с водой, подогретой до температуры 50 °С, и кипятят в течение одного часа. После этого корзина с инструментом вынимается из бака с водой и остужается до температуры
окружающего воздуха. Литники и наплавы на изоляции инструмента обрезаются, и производится окраска рукоятки инструмента.
Рукоятки инструмента погружаются в вертикальном положении в ванну с водой с таким расчетом, чтобы поверхность воды находилась на 10 мм ниже оси буртика изоляции. Ванна устанавливается на изоляционных подставках. Испытывают изоляцию рукояток напряжением переменного тока 6000 В в течение 60 с.
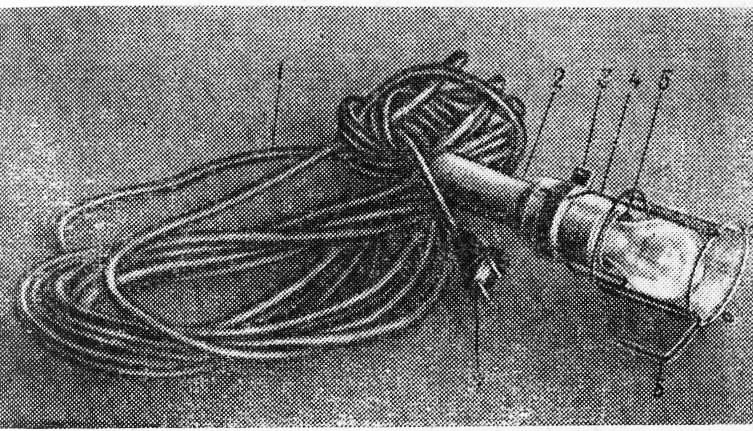
Для выполнения ремонтных работ новаторы И. М. Семченко и В. Е. Герасимов разработали переносную лампу для низковольтовой сети со специальной двухполюсной вилкой. Она состоит из изолирующей ручки, разъемного кольца для прижима защитной сетки с экраном, патрона для ввинчивания лампочки накаливания, устройства для подвеса переносной лампы, кабеля с специальной вилкой.
Вилка отличается от существующих двухполюсных вилок увеличенным расстоянием между штырьками, что позволяет включать переносную лампу только в специальную штепсельную розетку низковольтной сети напряжением 36 В.
Переносная лампа проста по своей конструкции, безопасна в эксплуатации и удобна в работе.
Габаритные размеры (без кабеля): 240X80X65 мм; масса 0,35 кг.
Источник
Структура электроремонтного цеха и организация рабочего места слесаря-ремонтника
Структура электроремонтного цеха и состав его оборудования
На промышленных предприятиях существует определенная структура электроремонтных подразделений, которая, кроме цехов (с технологическими отделениями) по ремонту крупных единиц конкретного вида электрооборудования (например, цех по ремонту электрических машин, цех по ремонту трансформаторов), включает ряд производственных участков, где специализированные бригады выполняют определенные виды ремонтных работ.
Структура электроремонтного цеха и состав его оборудования определяются различными факторами, основными из которых являются количество, номенклатура, габаритные размеры и сложность ремонтируемого электрооборудования. Электроремонтный цех предприятия средней мощности с небольшим объемом ремонтируемого электрооборудования имеет следующие производственные отделения: разборочно-дефектировочное, ремонтно-механи-ческое, обмоточное, сушильно-пропиточное, комплектовочное, сборочное, испытательную станцию, а также отдельные участки, на которых выполняются конкретные виды работ по ремонту трансформаторов, электрических машин и коммутационных аппаратов.
В разборочно-дефектировочном отделении ремонтируемое оборудование очищают от грязи, сливают масло из трансформаторов и маслонаполненных аппаратов, выполняют предремонтные испытания, разбирают электрооборудование, проводят дефекти-ровку (определяют состояние и степень износа отдельных частей, а также объем предстоящего ремонта, оформляют дефектацион-ную ведомость и маршрутную карту ремонта, навешивают маркировочные бирки на детали, подлежащие ремонту, принимают меры по сохранению исправных частей электрооборудования), передают неисправные детали на ремонтные участки, а исправные — в комплектовочное или сборочное отделение.
Разборочно-дефектировочное отделение оснащается подъемно-транспортными средствами, испытательной станцией или стендами для проведения предремонтных испытаний поврежденного электрооборудования, моечными ваннами, съемниками, приспособлениями и инструментом для разборки ремонтируемого электрооборудования.
В ремонтно-механическом отделении ремонтируют и при необходимости изготавливают новые детали электрооборудования (валы, коллекторы, щеточные механизмы, подшипники скольжения), производят перешихтовку сердечников роторов и статоров электрических машин, расшихтовывают магнитопроводы трансформаторов, выполняют необходимые слесарные работы. Это отделение оснащено подъемно-транспортными средствами, металлообрабатывающими станками, прессами, сварочными аппаратами, инструментами и специальными приспособлениями.
При необходимости выполнения работ по хромированию и никелированию деталей в отдельном помещении устанавливаются гальванические ванны.
Кроме перечисленного оборудования в ремонтно-механическом отделении имеются слесарные верстаки, стеллажи и шкафы для хранения деталей и инструмента.
В обмоточном отделении ремонтируют поврежденные (восстанавливают изоляцию) и изготавливают новые обмотки электрических машин, трансформаторов и катушек электрических аппаратов. Отделение оснащается станками для намотки и изолировки обмоток и катушек, станком для изготовления клиньев, гильотинными ножницами для резки изоляционных материалов, станками для бандажирования роторов и якорей электрических машин, сварочным и паяльным инструментом для соединения проводов обмоток, испытательной установкой для пооперационного контроля изоляции изготавливаемых обмоток, а также аппаратами контроля правильности соединения схем обмоток. При необходимости устанавливают (в отдельном помещении с наличием вентиляционных устройств и средств пожаротушения) печь для отжига проводов, ванну для их травления и станок для волочения и калибровки проводов старой обмотки.
Сушильно-пропиточное отделение служит для пропитки и сушки изготовленных обмоток. В состав его оборудования входят пропиточные ванны, печи для сушки и запечки пропитанных обмоток, подъемно-транспортные средства для транспортировки массивных обмоток и емкости для хранения пропиточных лаков и растворителей в количествах, обеспечивающих не более чем суточную потребность в них. Учитывая вредность паров и летучих частиц лаков и растворителей, их большую пожаро- и взрывоопас-ность, помещения этого отделения обеспечивают вытяжными вентиляционными устройствами и средствами пожаротушения.
Комплектовочное отделение является местом, куда доставляют все отремонтированные, а также исправные и некоторые новые сборочные единицы и детали ремонтируемого оборудования. Отделение оборудуется верстаками, стеллажами, необходимым инструментом, приспособлениями и подъемно-транспортными средствами. Полностью укомплектованное электрооборудование передается затем в сборочное отделение.
В сборочном отделении производят общую сборку ремонтируемого оборудования. Отделение оснащается сборочными инструментами и приспособлениями, верстаками и стеллажами, приспособлениями для статической и динамической балансировки роторов и якорей электрических машин, испытательным стендом для выполнения всего комплекса послеремонтных испытаний.
Испытательная станция располагается в отдельном помещении и содержит высоковольтные испытательные электроустановки, стенды, различные приборы и средства защиты.
Электроремонтный цех имеет склады для хранения ремонтного фонда (отдельные узлы и сборочные единицы электрооборудования: обмотки высокого и низкого напряжения трансформаторов, комплекты контактной системы к выключателям и т. п.) и отремонтированного оборудования, инструментальные и материальные кладовые, подсобные и бытовые помещения, а также другие помещения, число которых и назначение определяются в каждом конкретном случае принятой технологией и условиями ремонта.
Организация рабочего места по ремонту электрооборудования
Рабочее место (ГОСТ 19605-74) — зона, оснащенная необходимыми техническими средствами, в которой совершается трудовая деятельность исполнителя или группы исполнителей, совместно выполняющих одну работу или операцию.
Организация рабочего места — система мероприятий по оснащению рабочего места средствами и предметами труда и их размещение в определенном порядке.
Рабочее место включает: основное и дополнительное оборудование (станки, механизмы, установки), технологическую оснастку, приспособления, инструмент и необходимый инвентарь (установочные столы, верстаки, стеллажи, шкафы).
Рабочее место может быть расположено вблизи ремонтируемого оборудования или в электроцехе предприятия. Вблизи ремонтируемого электрооборудования рабочее место организуют при ремонте крупногабаритных трансформаторов или электрических машин, транспортировка которых в ремонтный цех по каким-либо причинам невозможна или нецелесообразна. В таких случаях рабочим местом электрослесаря временно служит ремонтная площадка, надежно отгороженная от остального оборудования и оснащенная всем необходимым для обеспечения безопасности труда при выполнении всех видов ремонтных работ.
При ремонте сравнительно небольших по габаритам и массе деталей и сборочных узлов рабочее место располагается на территории ремонтного цеха и оборудуется инструментальным шкафом и слесарным верстаком.
При организации рабочего места должны соблюдаться требования ГОСТов по созданию здоровых и безопасных условий труда электрослесарей (освещенность, средства индивидуальной защиты, первичные средства пожаротушений и др.).
Соблюдение необходимых требований охраны труда и выполнение всех мероприятий по оснащению рабочего места средствами, предметами труда и их рациональному размещению обеспечивают высокую его производительность, качественный ремонт оборудования и сохранение здоровья работающих. В свою очередь, рабочие, согласно Трудовому кодексу Республики Беларусь, должны: соблюдать технологическую дисциплину, установленные нормативными правовыми документами требования по охране труда и безопасному ведению работ, пользоваться средствами индивидуальной защиты; поддерживать свое рабочее место, оборудование и приспособления в исправном состоянии, порядке и чистоте и т. д. Слесарные операции при ремонте электрооборудования выполняются с помощью слесарных, металлорежущих и измерительных инструментов. В набор основных слесарных инструментов входят молотки, зубила, напильники, отвертки, гаечные ключи, ручные ножовки. Из металлорежущих инструментов в первую очередь используют сверла, зенкеры, развертки, метчики, плашки. Из измерительных инструментов при разметке, обработке и изготовлении заготовок и деталей применяют штангенциркули, микрометры, калибры, щупы, кронциркули, нутромеры, резьбомеры.
Источник