- Pereosnastka.ru
- Обработка дерева и металла
- Восстановление резьбы
- Технология восстановления внутренней и наружной резьбы
- Способ восстановления резьбы
- Применение эпоксидного клея
- Холодная сварка
- С применением метчика для нарезания резьбы
- С использованием ввертыша
- Сварка для восстановления резьбы
- Применение футорок
- Восстановление резьбы холодной сваркой
- Выбор холодной сварки для резьбы
- Недостатки и преимущества
- 4.2. Сборка и разборка резьбовых соединений
- Надёжность крепежных резьбовых соединений зависит от:
- Компоновка резьбовых соединений сводится к трём схемам:
- Достоинства резьбовых соединений:
- Недостатки резьбовых соединений:
- Для предотвращения отвинчивания применяют стопорение:
- Условие прочности на срез:
- Условие износостойкости на смятие:
- Сила предварительной затяжки при измерении угла поворота гайки:
- Сборка резьбовых соединений
- Метки на деталях с левой резьбой
- Способы нанесения меток:
- Дефектовка крепёжных изделий
- Последовательность сборки резьбовых соединений:
- Обозначения резьбы:
Pereosnastka.ru
Обработка дерева и металла
В резьбовых соединениях повышенные износы и поврежден и я возникают из-за недостаточной затяжки винтов и гаек, особенно в соединениях, воспринимающих во время работы большие или знакопеременные нагрузки. Под совместным действием этих нагрузок болты и винты растягиваются, шаг резьбы и ее профиль нарушаются, гайки начинают «заедать». Происходят поломки деталей соединений.
Более интенсивно изнашиваются детали часто разбираемых и регулируемых соединений. Износу подвергаются резьбы, грани головок болтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта.
Износ резьбовых соединений проявляется следующим образом:
— изменяется профиль резьбы по среднему диаметру — увеличивается зазор (наблюдается у винтов и у часто отвертываемых крепежных болтов);
— рабочие поверхности профиля резьбы сминаются под действием рабочих нагрузок;
— стержень болта удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки;
— изменяется под действием осевых рабочих нагрузок шаг резьбы.
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Ремонт соединения, в котором произошел обрыв винта или шпильки, производится разными способами. Если винт или шпилька сломалась в глубине отверстия, то обломки извлекают. Для этого тонкий бородок или керн приставляют концом к верху обломка; постукивая молотком по бородку, которому придают наклон в направлении, противоположном заходу резьбы, вывинчивают обломок. Это делают, стараясь не повредить край резьбы.
Другой способ: в обломке винта или шпильки высверливают отверстие диаметром меньше, чем диаметр резьбы, и забивают в него ребристый закаленный стержень; проворачивая стержень, удаляют обломок из гнезда.
Более совершенным способом извлечения из отверстия обломка является выполнение в обломке электроискровым способом квадратного отверстия, а затем вывертывание обломка ключом.
Извлечение сломанных винтов можно осуществить с помощью приваренного электрода.
Детали значительного диаметра с изношенной наружной резьбой ремонтируют так: срезают старую резьбу и нарезают новую (если это Допускается условиями прочности) или же на деталь насаживают втулку либо бандаж с резьбой. Если удаляют старую резьбу, то новую обрабатывают до ближайшего диаметра по стандарту.
Изношенную или сорванную резьбу в отверстиях детали обычно не восстанавливают.
В этих случаях поступают следующим образом отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу;
— в,углубленное отверстие ввинчивают новый винт с удлиненной резьбовой частью;
— отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко изготовляют взамен старой шпильки новую шпильку с уступом и с резьбой двух диаметров: большего — для завинчивания шпильки в одну из соединяемых деталей и меньшего — для соединения со второй и стягивания их гайкой.
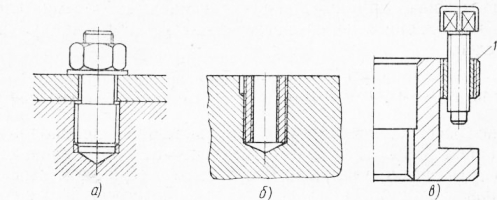
Рис. 1. Ремонт резьбового соединения:
а — постановкой новой шпильки с уступом и резьбой двух диаметров, — постановкой втулки с наружной и внутренней резьбой, в — постановкой втулки на клею
При ремонте резьбовых отверстий в корпусных деталях рационально восстанавливать номинальную (первоначальную) резьбу, для этого существующее отверстие рассверливают, нарезают новую резьбу, изготавливают переходную втулку с наружной и внутренней резьбой, рассчитанной на нормальный винт. Втулку устанавливают заподлицо с плоскостью детали и стопорят штифтом. Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее. Для этого резьбу в корпусе, резцедержателе, а также и на переходной тонкостенной втулке тщательно обезжиривают, нанося клей на сопрягаемые резьбы, ввинчивают втулку заподлицо с деталью. После затвердения клея образуется надежное соединение. На рис. 1, в показано резьбовое отверстие резцедержателя, восстановленное эпоксидным клеем.
В некоторых случаях изношенное резьбовое отверстие в детали заглушают и высверливают рядом другое отверстие, после чего в нем нарезают резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
При ремонте и сборке неподвижных разъемных соединений важно обеспечить жесткое соединение, скрепляя болтами сопрягаемые поверхности деталей. Эти поверхности часто называют стыками, к которым предъявляются различные требования пс созданию необходимой плотности сопряжения.
Стыки пригоняют механической обработкой, в частности строганием, шлифованием и др., а также припиливанием, шабрением и притиркой. В ряде случаев, где требуется герметичность (например, картеры, содержащие смазку), стыки уплотняются соответствующей прокладкой. В качестве прокладок используют картон, клингерит, бумагу, резину, свинец и др. Чем точнее выполненное сопряжение стыков, тем выше жесткость соединения.
При менее точной подгонке стыков между ними появляются неравномерные зазоры, при скреплении соединения болтами образуются вредные напряжения, вызывающие упругую деформацию скрепленных детелей.
Источник
Восстановление резьбы
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.

Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.

Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.

В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.

Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.

Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.

Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- Оказываемая нагрузка невысокая.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.

Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Источник
4.2. Сборка и разборка резьбовых соединений
Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. – Донецк: Юго-Восток, 2011. – 238 с.
Резьбовые соединения – наиболее распространённый вид разъёмных соединений. Трудоёмкость сборки (разборки) этих соединений при ремонте, монтаже, техническом обслуживании достигает 20% от общей трудоёмкости работ. В зависимости от трудоёмкости резьбовые соединения делят на две группы:
- резьбовые соединения до М24;
- резьбовые соединения свыше М24.
Сборка (разборка) соединений первой группы проводится без специальных приспособлений. Трудоёмкость сборки (разборки) соединений второй группы в 10…15 раз выше [15].
Резьбы крепёжные предназначены для фиксации деталей (метрическая с треугольным профилем 60°, трубная – треугольная со скруглёнными вершинами и впадинами 55°, круглая), должны обладать самоторможением для надёжной фиксации. Резьбы ходовые для винтовых механизмов (прямоугольная, трапецеидальная 30°: симметричная, несимметричная упорная) должны обладать малым трением для снижения потерь. Основные детали соединения:
Надёжность крепежных резьбовых соединений зависит от:
- материала деталей – обеспечение работы соединения в упругой области;
- условия сборки должны соответствовать условиям проектирования;
- сила предварительной затяжки должна обеспечивать нераскрытие стыка или герметичность на стадии эксплуатации.
Компоновка резьбовых соединений сводится к трём схемам:
- Болт в отверстие вставлен с зазором. Соединение нагружено продольной силой Q. Болт растянут. Из условия прочности на растяжение – внутренний диаметр резьбы болта:
Найденный внутренний диаметр резьбы округляют до ближайшего большего.
Болт в отверстие вставлен без зазора. Соединение нагружено поперечной силой Р. При этом болт работает на срез (чистый болт). Внутренний диаметр резьбы:
Порядок назначения размера болта аналогичен.
Болт вставлен с зазором. Соединение нагружено поперечной силой F. Сила затяжки болта V должна дать такую силу трения между деталями, которая была бы больше поперечной сдвигающей силы F. Болт работает на растяжение, от момента затяжки испытывает кручение, которое учитывается повышением нормальных напряжений на 20% (в 1,2 раза). Величина требуемой растягивающей силы V в зависимости от сдвигающей поперечной силы F:
где f – коэффициент трения.
Тогда внутренний диаметр резьбы болта:
В расчёте находится внутренний диаметр резьбы, а обозначается резьба по наружному диаметру. Часто ошибка состоит в том, что, рассчитав внутренний диаметр резьбы болта 8 мм, назначают болт М8, а следует назначить болт М10, имеющий наружный диаметр резьбы 10 мм, а внутренний 8 мм. Концентрация напряжений во впадинах витков резьбы учитывается занижением допускаемых напряжений материала на 40%.
Достоинства резьбовых соединений:
- высокая надёжность;
- удобство сборки-разборки;
- простота конструкции;
- дешевизна (вследствие стандартизации);
- технологичность;
- возможность регулировки силы сжатия.
Недостатки резьбовых соединений:
- концентрация напряжений во впадинах резьбы;
- отвинчивание при вибрации, переменных температурах, переменных силах.
Для предотвращения отвинчивания применяют стопорение:
- контргайками;
- посадкой на клей;
- пружинными шайбами;
- шплинтами;
- шайбами с лапками;
- обвязкой проволокой через отверстия в головках болтов с натяжением проволоки в сторону затяжки резьбы.
Осевая нагрузка винта передаётся через резьбу гайке и уравновешивается реакцией опоры. Каждый из Z витков резьбы нагружается силами F1, F2,… FZ. Нагрузка на витках неодинакова. Задача о распределении нагрузки по виткам статически неопределима, решена Н.Е. Жуковским на основе системы уравнений для стандартной шестигранной гайки. Решение указывает на значительную перегрузку нижних витков и бессмысленность увеличения высоты гайки, так как последние витки практически не нагружены.
Основные виды разрушений у крепёжных резьб – срез витков, у ходовых – износ витков. Основной критерий работоспособности для расчёта крепёжных резьб – прочность по касательным напряжениям среза, а для ходовых резьб – износостойкость по напряжениям смятия. При расчётах неравномерность нагрузки учитывают эмпирическим (опытным) коэффициентом Km, который равен 0,87 – для треугольной, 0,5 – для прямоугольной, 0,65 – для трапецеидальной резьбы.
Условие прочности на срез:
F / (π × d1 × H × K × Km) ≤ [τ] для винта;
τ = F / (π × d × H × K × Km) ≤ [τ] для гайки,
где H – высота гайки или глубина завинчивания винта в деталь; d1, d – диаметр основания резьбы у винта и у гайки; К = ab / р или К = ce / р – коэффициент полноты резьбы; ab, ce – длина основания контактирующего витка винта и гайки; р – шаг резьбы.
Условие износостойкости на смятие:
где d2 – средний диаметр резьбы; Z – число рабочих витков; h – высота витка.
Отказы резьбовых соединений могут происходить как при чрезмерных, так и при недостаточных силах затяжки. Поэтому контроль силы затяжки – одна из ответственных операций сборки. Различают методы контроля:
- измерение сил в болтах;
- измерение удлинения болтов;
- измерение углов поворота гайки;
- крутящего момента на рукоятке гаечного ключа.
Зависимость между силой предварительной затяжки Q0 и удлинением болта (шпильки) Δl определяется формулой:
где λ0, λ1 – податливость болта и соединяемых деталей.
При болтах постоянного сечения и однородных деталях:
где Еб, Ед, Аб, Ад – модули упругости и площади сечения болта и деталей; lб = δд — суммарная толщина деталей.
В сложном случае податливость системы определяют как сумму податливостей отдельных участков болта и отдельных деталей. Под площадями сечения A понимают площади тех частей, которые подвержены деформации от затяжки болта. Полагают, что деформации от гайки и головки болта располагаются вглубь деталей по конусам с углом α = 30°.
Сила предварительной затяжки при измерении угла поворота гайки:
где S – шаг резьбы; φ – угол поворота гайки. Точность контроля силы предварительной затяжки по углу поворота гайки составляет ±20%, так как не определён начальный угол, при котором начинается упругая деформация.
Крутящий момент М = Т × L (Т – сила на рукояти, L – длина ключа), прикладываемый к гайке, уравновешивается моментом сопротивления между гайкой и опорной поверхностью промежуточной детали М1 и моментом сопротивления в резьбе М2:
где μ1 – коэффициент трения на торце гайки; r – средний радиус опорной поверхности; dср – средний диаметр резьбы; β – угол подъёма винтовой линии; ρ – угол трения в резьбе (ρ = arctg μ2); μ2 – коэффициент трения в резьбе.
Сборка резьбовых соединений
Перед сборкой выполняют расконсервацию крепёжных деталей, снимая защитную смазку растворителем, выполняют очистку резьбы. Проверяют состояние резьбы, снимают заусенцы, повреждённые места зачищают, смазывают резьбу и проверяют свинчиваемость соединения.
Метки на деталях с левой резьбой
На все детали с левой резьбой, в том числе и на детали, применяемые при ремонте машин, наносят метки. На деталях с наружной левой резьбой, у которых в собранном виде легко различимо направление нарезки, и на детали с левой резьбой, не подвергающиеся разборке, наносить метки не обязательно.
Способы нанесения меток:
- На гайки и головки болтов, имеющие грани, метки наносят в виде круговой прорези по углам граней.
- На гайки, не имеющие граней, на другие детали с внутренней резьбой, метки наносятся в виде прорези по диаметру на торце.
- На болты, не имеющие граней, а также на другие детали с наружной резьбой, метки наносятся в виде кольцевой канавки или прорези по диаметру на одном из торцов детали.
- На винты для металла метки наносятся в виде прорезей, параллельных пазу для отвёртки.
- На винты с шестигранным или иным углублением для ключа в головке, метки наносятся в виде прорези по диаметру на торце.
Детали, к которым нельзя применить указанные способы нанесения меток, допускается клеймить буквой Л. Метки деталей с левой резьбой должны быть хорошо видны при разборке агрегата. Метки не должны уменьшать прочность деталей и должны отличаться от конструктивных элементов деталей. Размеры метки устанавливаются чертежом.
Дефектовка крепёжных изделий
Осмотром проверяют наличие дефектов поверхностей, состояние резьбы, наличие изгиба стержней. При наличии вмятин, забоин, выкрашивании, срыве более двух ниток резьбы, изгибе стержней и заметном износе крепёжные детали бракуют. Опробованием вручную определяют пригодность резьбы, завертывая и отвертывая болт или гайку.
Последовательность сборки резьбовых соединений:
- проверяют стык соединяемых деталей на прилегание стыкуемых поверхностей;
- при необходимости пригоняют стыкуемые поверхности;
- совмещают оси отверстий под крепёжные детали;
- в отверстия вставляют болты или ввёртывают шпильки;
- надевают шайбы и подкладочные стопорные элементы;
- наворачивают гайки и предварительно их навинчивают;
- замеряют зазор по опорным поверхностям гаек (прилегание опорных поверхностей должно быть не менее 75% по всей длине окружности);
- окончательно затягивают гайки;
- контролируют в соответствии с рабочими чертежами правильность взаимной ориентации соединяемых деталей и плотность стыка.
При постановке шпильки необходимо:
- обеспечить плотную посадку в корпусе;
- установить ось шпильки перпендикулярно поверхности детали (неперпендикулярность вызывает значительные напряжения в резьбе).
В зависимости от инструментального обеспечения при сборке резьбовых соединений применяют:
- традиционную затяжку с приложением к гайке крутящего момента;
- предварительный нагрев болтов;
- приложение к болту осевых сил.
Традиционная технология с приложением крутящего момента к гайке осуществляется с помощью гаечных ключей, ключей предельного момента, динамометрических ключей, ключей мультипликаторов, гидравлических, пневматических, электрических гайковертов. Данные инструменты не имеют приборов для измерения сил (за исключением динамометрических ключей). Традиционная технология приводит к возникновению в стержне болта касательных напряжений.
Технология сборки резьбовых соединений с предварительным нагревом болтов (до 100 °С) исключает возникновение касательных напряжений, однако трудно учесть потери тепла при сборке – это не позволяет обеспечить создание в болтах заданных сил предварительной затяжки.
Технология сборки резьбовых соединений с приложением к болтам осевых сил исключает возникновение в стержнях касательных напряжений, а использование гидравлического инструмента позволяет обеспечить контроль усилий затяжки при помощи манометров на маслостанции.
Группы болтов (шпилек) затягивают с одинаковым усилием. Для неответственных (конструктивных) болтов и шпилек затяжку производят в 2 “обхода”, а для ответственных (расчётных) – не менее, чем в 3 “обхода” (0,5; 0,7; 1,0 усилия затяжки). Затяжку следует проводить в шахматном порядке симметрично относительно продольной оси стыка.
Рекомендуется сборку соединений проводить в два этапа. На первом этапе с помощью ключей, гайковертов и специальных накидных головок проводят навинчивание гайки до упора. На втором этапе с помощью устройств, ключей-мультипликаторов, гайковертов, гидравлических ключей или специальных домкратов окончательно затягивают гайки. Резьбовые соединения с предварительным растяжением собирают в 2 “обхода”.
Сборку резьбовых соединений фланцевых стыков проводят в определённой последовательности путём одновременной затяжки симметрично расположенных пар гаек (попарная сборка) либо диаметрально расположенных гаек (рисунок 4.4).
Рисунок 4.4 – Последовательность затяжки резьбовых соединений: а) фланцевые; б) полосовые и прямоугольные
Обозначения резьбы:
- М24 – метрическая диаметр 24 мм;
- М24×1,5 – метрическая диаметр 24 мм, шаг 1,5 мм;
- М24LH – метрическая диаметр 24 мм, левая, с крупным шагом.
Винты и гайки обычно выполняются из Ст3, Ст4, Ст5, Ст35, Ст45. Болты для напряжённых соединений выполняют из Ст40, 40ХН. Выбор материалов и параметров резьбовых соединений определяется расчётом на прочность. В обозначениях болтов дополнительно указывают длину, класс прочности.
Механические свойства болтов, крепёжных винтов и шпилек из углеродистых нелегированных и легированных сталей по ГОСТ 1759.4-87 (ISO 898/1-78) при нормальных условиях характеризуют 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9. Первое число, умноженное на 100, определяет номинальное временное сопротивление в Н/мм 2 , второе число (отделённое точкой от первого), умноженное на 10, – отношение предела текучести к временному сопротивлению в процентах. Произведение чисел, умноженное на 10, определяет номинальный предел текучести в Н/мм 2 .
Для изготовления болтов с классом прочности 5.8 используется низко или среднеуглеродистая сталь; для класса прочности 8.8 – среднеуглеродистая сталь; для класса прочности 10.9 – легированная сталь.
Гайки из углеродистых нелегированных и легированных сталей по ГОСТ 1759.5-87 разделяются по классу прочности 4; 5; 6; 8; 9; 10; 12 – для гаек с нормальной высотой, равной или более 0,8d; 04; 05 – для гаек с номинальной высотой от 0,5d до 0,8d. Класс прочности обозначен числом, при умножении которого на 100 получают значение напряжения от испытательной нагрузки в МПа, и указывает на наибольший класс прочности болтов, с которыми они могут создавать соединение.
Для изготовления гаек с классом прочности 2 используется низко- или среднеуглеродистая сталь; для класса прочности 5 – среднеуглеродистая сталь; для класса прочности 8 – легированная сталь.
В таблице 4.3 указаны механические свойства болтов, шпилек, винтов по ГОСТ 1759.4-87.
Источник