- Prom-Nadzor.ru
- Вы здесь
- Инструкция по охране труда для рабочих, занятых сборкой, испытанием, ремонтом и обслуживанием гидравлических систем оборудования
- 1. Общие требования охраны труда
- Техническое обслуживание гидросистем
- Работы по ремонту гидросистем
- Похожие книги:
- Написать комментарий
- О сайте
- Ремонт гидравлических систем тракторов и автомобилей
Prom-Nadzor.ru
Вы здесь
Инструкция по охране труда для рабочих, занятых сборкой, испытанием, ремонтом и обслуживанием гидравлических систем оборудования
1. Общие требования охраны труда
1.1. К самостоятельной работе по ремонту, сборке, испытанию и обслуживанию гидравлических систем оборудования допускаются лица, прошедшие профессиональное обучение /слесари-ремонтники, слесари механосборочных работ, слесари по сборке металлоконструкций/, вводный инструктаж, первичный инструктаж на рабочем месте по данному виду работ, имеющими первую группу по электробезопасности. Повторный инструктаж по охране труда проводится не реже 1 раза в 3 месяца, инструктаж по электробезопасности — не реже 1 раза в год.
1.2. На территории предприятия необходимо соблюдать правила внутреннего трудового распорядка предприятия, быть внимательным по отношению к движущемуся транспорту и работающим грузоподъемным машинам.
1.3. Соблюдать установленный на предприятии режим труда и отдыха. Нормальная продолжительность рабочего времени не может превышать 40 часов в неделю. Сверхурочные работы допускаются в случаях, предусмотренных ТК РФ. Суммарное время на отдых и естественные надобности в течение рабочей смены составляет 45 мин.
1.4. При выполнении производственных заданий по ремонту, испытанию, сборке и обслуживанию гидросистем на работника возможно воздействие следующих опасных и вредных факторов:
— физических — острые кромки, заусенцы, шероховатость на поверхностях инструмента оборудования, поражение электрическим током при работе на испытательных стендах, повышенный шум и вибрация, движущиеся машины и механизмы, подвижные части оборудования, инструмента, передвигающиеся изделия, заготовки, материалы, выбросы масла под давлением из-за разрыва гидросистемы, повышения или понижения температуры окружающей среды, поверхности оборудования, рабочей жидкости /масла/- могут привести к травме;
— химических — наличие аэрозолей и жидкостей, могущих вызвать аллергические последствия, а также поражение внутренних органов и кожные заболевания.
1.5. Для нормальной и безопасной производственной деятельности по сборке, испытанию, ремонту и обслуживанию гидросистем необходимо применение следующей спецодежды и спецобуви, а также других средств индивидуальной защиты
Источник
Техническое обслуживание гидросистем
Гидравлические системы, механизмы и оборудование отличаются высокой степенью надежности и долговечности. При длительной работе в условиях высоких давлений и температур, дросселирования, контакта с воздухом рабочая жидкость изменяет свои первоначальные физико-химические свойства, что вызывает необходимость ее смены.
Вследствие контакта рабочей жидкости с воздухом в гидробаках на границе раздела сред при низкой температуре происходит конденсация капелек воды, содержащейся в воздухе. Таким образом в рабочую жидкость попадает влага, которая приводит к коррозии штоков, золотников, трубопроводов и внутренних полостей гидроприводов. Особенно усиленно коррозируют детали, если гидравлические системы длительное время находятся в нерабочем состоянии. Трущиеся коррозийные поверхности превращаются в наждачные, поэтому начинается усиленный износ резиновых уплотнений, что ускоряет загрязнение рабочей жидкости. Все это приводит к отказам гидрооборудования и гидроаппаратуры, например к заклиниванию элементов гидропривода и в конечном результате к его поломке.
Во время эксплуатации гидравлических систем к самостоятельному обслуживанию материальной части допускается личный состав, прошедший специальную подготовку.
В период эксплуатации техническое обслуживание можно разделить на ряд основных операций:
1) очищать фильтры после 50-, 100- и 500-часовой работы. Если в фильтрах обнаружена металлическая стружка, необходимо чаще их проверять. При повторном появлении металлической стружки необходимо выявить источник ее образования и устранить неисправности;
2) следить за утечками масла через уплотнения и соединения труб гидравлической системы. В случае появления утечек через уплотнения или соединения их необходимо заменить (в соединении следует сменить прокладки). При этом надо помнить, что замена уплотнений и прокладок, а также подтягивание соединений под давлением запрещается;
3) периодически проверять уровень жидкости в баке. В случае снижения его пополнить бак до рабочего уровня;
4) раз в 3 мес. необходимо контролировать качество рабочей жидкости. Самый простой метод контроля — с помощью картотеки стекол: на стеклянные пластинки помещают осадок после фильтров, а с обратной стороны — бирку с числом и месяцем взятия пробы. Пластинки хранят в специальном ящике. Набор пластинок позволяет визуально следить за состоянием рабочей жидкости. Стекла можно заменить лабораторными мензурками;
5) При смене жидкости чистят гидробак и промывают трубопроводы. Для последних используют специальную установку (насосную станцию), заполненную рабочей жидкостью. Во время промывания гидромеханизмы и гидроаппаратура должны быть отсоединены, а подводящие трубы соединены между собой перемычками из шлангов или медных труб. В качестве рабочих жидкостей наиболее часто применяют масла АМГ-10, ЛУ и турбинные кислотно-земельной очистки, которые эксплуатируются до двух лет без замены. Используют и минеральные масла с антикислотными, антикоррозионными присадками, такими как АУП, ГМ-50И, АГМ, АМГ-10Ф и МГЕ-10. Продолжительность эксплуатации этих масел без смены может быть 7— 10 лет, однако реальный срок службы масла зависит от условия эксплуатации гидросистемы, т. е. давления, температуры, контакта с водой, с цветными металлами и т. д.;
6) раз в год проверять и настраивать предохранительные и редукционные клапаны, а также проверять срабатывание защиты;
7) в случае длительного бездействия гидросистемы необходимо раз в месяц пускать гидромеханизмы и проверять все оборудование и гидроаппаратуру в работе.
Во время работы техническое обслуживание производить в строгом соответствии с инструкциями по эксплуатации гидрооборудования, необходимо внимательно следить за контрольно-измерительными приборами и появлением посторонних шумов.
Источник
Работы по ремонту гидросистем
В брошюре описана система планово-предупредительного ремонта гидросистем. Перечислены работы каждого вида ремонта гидросистем и даны рекомендации по замене насосов, уплотнений и рабочих жидкостей. Освещена примерная организация маслокладовых. Приведена схема передвижной станции для обслуживания гидросистем и характеристика применяемого оборудования специальных приспособлений, инструментов и стендов для контроля узлов при ремонте гидросистем. Даны рекомендации по ремонту гидроцилиндров, уплотнений, трубопроводов, насосных станций, а также технические условия и нормы. Даны схемы фильтрации, рекомендованы рабочие жидкости для гидросистем.
Размер: 410 кб
Формат: djvu
Скачать книгу с yadi.sk
Не работает ссылка? Напишите об этом в комментарии.
Оглавление:
Глава I. Организация ремонта гидросистем и ухода за ними.
Система планово-предупредительного ремонта (ППР) гидросистем.
Работы по видам ремонта гидросистем и замена насосов, уплотнений, рабочих жидкостей и других узлов.
Организация маслокладовых и маслозаправочный инвентарь.
Ремонтная база и оборудование для ремонта гидросистемы.
Специальные приспособления и инструменты.
Оборудование для контрольных испытаний.
Конструкторско-техиологическая подготовка к ремонту.
Технические требования, предъявляемые к гидросистемам после ремонта.
Глава II. Ремонт элементов гидросистем.
Гидроцилиндры.
Уплотнения (ремонт и замена, хранение, технические условия).
Ремонт насосных станций.
Трубопроводы и их соединения.
Глава III. Улучшение работы гидросистем.
Фильтрация рабочих жидкостей.
Вопросы для самопроверки.
Рекомендации по практическому использованию материалов брошюры на производстве.
Похожие книги:
Написать комментарий
О сайте
На этом сайте вы можете бесплатно, без регистрации скачать техническую литературу в области машиностроения. Формат книг — djvu и pdf.
Вы хотите поделиться книгой? Книга должна быть хорошо читабельной, издана не позднее начала 1990-х годов. Просто высылайте ее по адресу и она появится здесь.
По этому же адресу можно написать в случае, если какая-либо ссылка не работает, либо скачивание затруднительно — я перезалью книгу на другой файловый хостинг.
Источник
Ремонт гидравлических систем тракторов и автомобилей
Гидравлические системы тракторов состоят из: источника энергии (насоса), гидродвигателя (силового гидроцилиндра), управляющего устройства (гидрораспределителя), вспомогательных устройств и жидкостных магистралей (трубопроводов). Необходимость проведения ремонта гидравлических систем тракторов определяется при помощи передвижных либо стационарных диагностических комплектов (например МПР-817Д, КИ-5308, КИ-5180, КИ-4270 и прочих).
Агрегаты гидронавесных систем. Техническое состояние агрегатов после снятия их с машины, а также после проведения ремонта проверяется на испытательных стендах КИ-4815М, КИ-4200, КИ-4896. Гидравлическая схема стенда КИ-4815М представлена на рис.143.
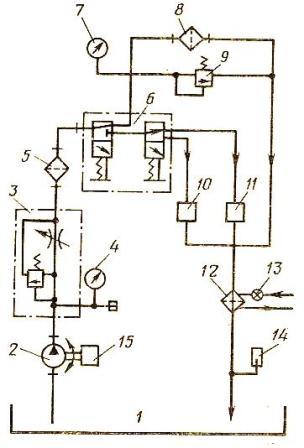
Рис. 143. Гидравлическая принципиальная схема стенда КИ-4815М.
3) – Гидравлический блок;
4) – Манометр 0-1,6 МПа (0-16 кгс/см 3 );
7) — Манометр 0-25 МПа;
8) – Центробежный фильтр;
9) – Редукционный клапан центробежного фильтра;
10) – Счётчик жидкости;
11) — Счётчик жидкости;
12) – Охлаждающее устройство;
13) – Регулятор температуры;
Данный стенд даёт возможность испытывать насосы НШ-32У, НШ-46У, НШ-32-2, НШ-50-2, НШ-61, а также распределители Р75 и Р150. Конструкция привода выдерживает постоянную частоту вращения выходного вала (1200 мин -1 ). Число оборотов выходного вала и испытываемого насоса регистрируется электронным счётчиком, который работает от импульсного бесконтактного датчика.
Установленный на плите стенда проверяемый насос (2) [рис. 143] забирает рабочую жидкость из гидробака (1). Нагнетательная полость насоса при помощи гибкого шланга высокого давления присоединяется к штуцеру стенда на вход в гидравлический блок (3), который состоит из регулируемого дросселя, манометра (4), показывающего давление поступающей в гидроблок жидкости, и предохранительного клапана. Рабочая жидкость проходит очистку в фильтре (5). При помощи крана (6), устанавливаемого в двух рабочих положениях, жидкость может быть направлена или на тонкую очистку фильтром (6), или на измерение расхода счётчиками (10) либо (11). Необходимый счётчик включается рукояткой (11) [рис. 144].
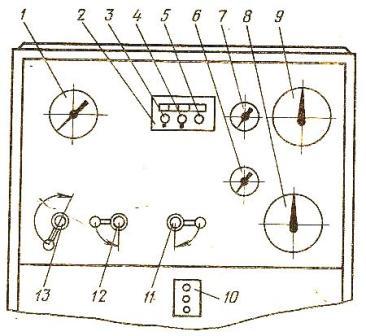
Рис. 144. Расположение приборов и элементов управления стенда КИ-4815М.
1) – Манометр давления нагружения;
2) – Счётчик оборотов;
3) – Питание счётчика;
4) – Включение счётчика;
5) – Сброс показаний счётчика;
7) – Манометр центробежного фильтра;
8) – Счётчик 7-40 л/мин;
9) – Счётчик 40-120 л/мин;
10) — Управление электроприводом;
11) – Рукоятка переключения счётчиков жидкости;
12) — Рукоятка включения счётчиков;
13) – Рукоятка дросселя.
Редукционный клапан (9) [рис. 143] поддерживает режим работы центробежного фильтра, контролируемый по манометру (7).
Температура рабочей жидкости контролируется термометром (14) и регулируется при помощи регулятора (13) и охлаждающего устройства. Рабочее давление, заданное техническими требованиями, устанавливается дросселем с помощью рукоятки (13) [рис. 144].
Для определения подачи насоса на один оборот вала одновременно измеряется количество рабочей жидкости счётчиком жидкости и импульсным счётчиком число оборотов вала насоса.
Объёмная подача на один оборот вала насоса определяется по формуле:
где Qо — объём рабочей жидкости, измеренный счётчиком жидкости за время опыта, см 3 ;
∑n — суммарное число оборотов вала насоса за то же время.
По действительной и теоретической подаче рассчитывается коэффициент подачи насоса.
Насосы. Разборке подвергаются насосы, диагностические параметры которых не соответствуют техническим требованиям. В насосах типа НШ-К подвержены износу соединения цапф шестерен и полуотверстий подшипниковой и поджимной обоймы, зубья и торцы шестерен и соединяемые с ними поверхности платика и поджимной обоймы, также изнашиваются/разрушаются резиновые детали уплотнений. В насосах типа НШ-У износу подвергаются колодцы корпуса (со стороны камеры всасывания по поверхности соединения с втулками и шестернями), втулки в соединении с цапфами шестерен и с их торцами, зубья шестерен, каркасный сальник, резиновая уплотнительная манжета.
Восстановление корпусов. Корпуса насосов восстанавливаются путём растачивания изношенных отверстий на увеличенный ремонтный размер; путём обжатия корпуса с последующим установленным циклом термообработки; наплавкой аргонно-дуговым способом.
Для восстановления расточкой на ремонтный размер следует изготовить втулки большего диаметра и увеличить расстояние между осями отверстий под цапфы шестерен с таким расчётом, чтобы вершины зубьев шестерен переместились к стенкам до заданного зазора между ними.
Восстановление корпусов насосов НШ-У путём наплавки внутренних поверхностей электродуговым способом в среде аргона выполняется на специальных полуавтоматах. При этом электрод совершает возвратно-колебательное перемещение внутри колодца на определённый угол.
Восстановление втулок. Втулки восстанавливаются с учётом характера их износа и принятого способа восстановления корпуса насоса: обжатием (при этом уменьшается и внутренний, и наружный диаметр отверстия втулки под цапфы), осадкой (при этом удаётся получить уменьшенный внутренний диаметр и увеличенный наружный диаметр втулок); раздачей с последующей накаткой внутреннего отверстия и торца для заливки их баббитом. Восстановление втулок возможно термодиффузионным цинкованием.
Восстановление подшипниковой и поджимной обойм. Для их восстановления применяется механическая обработка, технология которой разработана в Мелитопольском институте механизации сельского хозяйства. При этом изношенные поверхности полуотверстий растачиваются с сохранением межосевого расстояния; торцевые поверхности обойм фрезеруются с использованием специальных приспособлений, выдерживая установленные размеры.
Восстановление платиков. Платики шлифуются либо фрезеруются под соответствующий ремонтный размер по толщине, чтобы компенсировать уменьшение толщины платиков и увеличение размеров пазов поджимных обойм, при ремонте в узел уплотнения платика в поджимной обойме устанавливается пластина (1) [рис. 145].
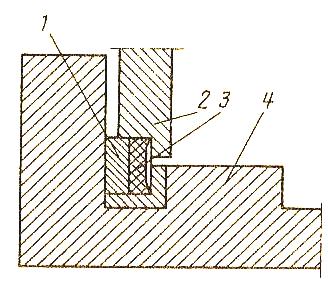
Рис. 145. Узел уплотнения платика в поджимной обойме.
1) – Предохранительная пластина;
3) – Резиновая манжета;
4) – Поджимная обойма.
Ремонт шестерен. Изношенные торцы шестерен шлифуются до выведения следов износа. Цапфы шлифуются на уменьшенный ремонтный размер. Радиальное биение шестерен допустимо не более 0,03 мм, биение их торцов относительно цапф допускается не более 0,01 мм.
Сборка насосов. Насосы следует собирать из скомплектованных, тщательно вымытых, продутых сжатым воздухом деталей. Шестерни, втулки насосов типа НШ-У комплектуются по размерным группам таким образом, чтобы высота каждой пары шестерен не отличалась более чем на 0,005 мм.
Сборка выполняется в последовательности, указанной в карте процесса сборки насосов данного типа.
Обкатка насосов выполняется на испытательных стендах КИ-4815М либо КИ-4200 на дизельном масле (М-10-Б2, М-10-Г2) при температуре рабочей жидкости 50±5 градусов Цельсия по режимам, которые оговорены в технических требованиях на обкатку насоса данной марки. После проведения обкатки насос следует испытать на этих же стендах, в соответствии с техническими требованиями определяется объёмная подача насоса при номинальном давлении.
Гидрораспределители. В узлах перепускного и предохранительного клапанов [рис. 146] нарушается герметичность из-за изнашивания рабочих фасок клапанов и их гнёзд.
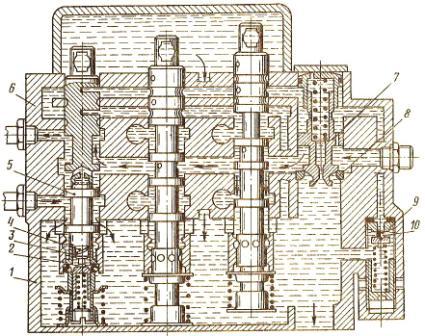
Рис. 146. Основные детали распределителя, подвергающиеся износу.
1) – Нижняя крышка распределителя;
2) – Обойма фиксатора;
3) – Гильза золотника;
4) – Плунжер бустера;
6) – Корпус распределителя;
7) – Перепускной клапан;
8) – Гнездо перепускного клапана;
9) – Гнездо предохранительного клапана;
10) – Предохранительный клапан.
В узле автоматического возврата и фиксации золотников нарушается регулировка бустерного механизма; на гнезде запорного клапана бустера образуется наклёп, нарушается герметичность клапана, вследствие чего повышается давление срабатывания механизма.
Золотники не удерживаются в рабочих положениях по причине изнашивания обоймы фиксатора (2). В соединении золотник (5) – отверстие в корпусе (6) распределителя из-за износа возрастает утечка масла. В узле управления золотниками изнашиваются колодцы под сферы рычагов, возникают значительные утечки масла в месте соединения сферического рычага с крышкой. В нижней крышке (1) при увеличении давления на сливе более 1,5 МПа появляются трещины. Это происходит по причине засорения фильтра и неправильной регулировки его перепускного клапана.
Золотники распределителей. Они восстанавливаются шлифованием поясков до выведения следов износа, доводкой на притирочных станках. После восстановления доводкой либо шлифованием с доводкой золотники сортируются на размерные группы с интервалом 4 мкм. В том случае, если диаметр рабочих поясков в группе оказывается меньше, чем это предусматривается в размерных группах при изготовлении, то они восстанавливаются осталиванием либо хромированием.
Клапаны. Форма фаски перепускного клапана восстанавливается шлифованием на станке ОПР-823 либо обточкой в центрах станка резцом Т15К6. Гнездо клапана исправляется подрезанием торцевой зенковкой либо удалением из корпуса. После проведения ремонта клапан следует притереть к гнезду.
Узел автоматического возврата и фиксации золотников. Изношенную обойму (2) и шарики фиксатора следует заменить. Изношенное гнездо запорного клапана (4) бустера восстанавливается обработкой конусной, а затем торцевой зенковкой; изношенный шарик бустера нужно заменить.
Испытание гидрораспределителя. После восстановления все детали промываются, затем следует собрать распределитель. Клапаны бустера регулируются на стенде КИ-4815М в специальном приспособлении [рис. 147] до начала сборки распределителя.
Рис. 147. Приспособление для регулирования гильзы золотника распределителя Р75-33А, Р150-33.
1) – Отвёртка для регулирования гильзы;
2) – Накидная гайка;
3) – Патрубок стёка масла.
Собранный распределитель устанавливается на стенд, затем напорная полость распределителя через тройник соединяется с установленным на стенде гидронасосом и со штуцером линии нагружения стенда [рис. 143]. Рукоятка управления золотником устанавливается в положение «Подъём» и удерживается рукой. Повышая рукояткой дросселя (13) [рис. 144] давление в магистрали, проверяется давление срабатывания предохранительного клапана (оно должно составлять 13-13,5 МПа). Вновь установив рукоятку управления золотником в положение «Подъём» и не удерживая её рукой, плавно повышают давление в магистрали и отмечают, при каком давлении рукоятка возвратится в нейтральное положение – это и будет давление срабатывания автоматики золотника (оно должно составлять 12-12,5 МПа).
В положении «Подъём»/«Опускание» при давлении 10 МПа через отверстие в крышке для сливного шланга (шланг отсоединён) проверяются утечки масла через предохранительный и перепускной клапаны. В отремонтированных распределителях утечки не допускаются. С целью проверки герметичности золотниковой пары золотник устанавливается в положение «Подъём» либо «Опускание». Затем следует вывернуть из корпуса заглушку отверстия для присоединения шланга. При давлении 10 МПа количество масла, которое вытекает из отверстия не должно быть более 3 см 3 /мин. При эксплуатации допускается до 10-11 см 3 /мин.
Гидроцилиндры. В гидроцилиндрах подвергаются износу: уплотнительные кольца и прокладки, наружная поверхность поршня и штока, клапан и его гнездо, внутренняя поверхность корпуса, отверстие под шток в передней крышке.
Корпус цилиндра восстанавливается растачиванием на вертикально-расточном станке с последующим хонингованием под увеличенный размер поршня. Поршень может быть восстановлен осталиванием или изготовлен увеличенного размера. Изношенные посадочные места в передней крышке восстанавливаются растачиванием с последующей запрессовкой бронзовой либо чугунной втулки.
На испытательный стенд следует установить гидронасос и распределитель и соединить его с цилиндром. Далее закрепить шток цилиндра пальцем, создать давление 12,5 МПа и определить утечку масла в испытываемом цилиндре. После проведения ремонта утечка не должна составлять более 0,5 см 3 за 3 минуты. Максимальное давление масла, которое необходимо для перемещения поршня без нагружения цилиндра не должно превышать 0,5 МПа. Выдвижение штока основного цилиндра должно осуществляться не более чем за 2,5 секунды, а возврат в исходное положение до автоматической остановки – за 1-2,5 секунды.
Герметичность цилиндра проверяется под давлением масла 15,0 МПа, задерживая рукоятку распределителя в каждом рабочем положении в течение 30 секунд. Не допускается просачивание масла.
Гидравлический догружатель ведущих колёс. Гидроувеличитель сцепного веса (ГСВ) испытывается на стенде КИ-4200 после испытания гидроаккумулятора. На стенд устанавливается гидронасос, и его нагнетательная полость соединяется при помощи шланга с нижним штуцером стенда. Верхний штуцер сообщают с гидроаккумулятором и манометром. Создав давление 4-6 МПа, проверяется плавность разрядки гидроаккумулятора. Затем контролируется герметичность гидроаккумулятора.
Гильза и золотник подбираются по размерным группам. Острые кромки на сёдлах обратных клапанов обрабатываются чеканкой при помощи молотка до получения кругового пояска шириной 0,1-0,3 мм.
При проведении сборки регулятора метка на правой крышке должна совпадать с меткой на рычаге; метка на левой крышке должна совпадать с меткой на шайбе. В собранном регуляторе при повороте рычага против часовой стрелки до совпадения меток рычаг должен свободно возвращаться в исходное положение.
Гидроусилитель рулевого управления (ГУР). Наиболее характерные неисправности ГУР: износ и повреждения прокладок и уплотнений; износ плунжеров, поршней, золотников и соединённых с ними отверстий; нарушение регулировок клапанов, зазоров в подшипниках и зацеплении. Данные дефекты приводят к увеличению усилия на рулевом колесе, нагреву масла и возникновению вибрации и это затрудняет управление трактором.
При проведении дефектации золотников и отверстий в корпусе имеется возможность подобрать часть золотников и корпусов с последующей их совместной притиркой. Поверхности изношенных золотников шлифуются, затем наращиваются методом хромирования либо осталивания. Далее обрабатываемые поверхности вновь шлифуются и притираются. В корпусе при износе рабочих поясков отверстия хонингуются на ремонтный размер, затем подбирают золотники и притирают. При хонинговании отверстий применяются алмазные бруски АСП6 для предварительного хонингования, а АСМ14 – для окончательного. Золотники и отверстие в корпусе комплектуются по размерным группам таким образом, чтобы зазор составлял 0,006-0,008 мм.
В поршне заменяется изношенное резиновое кольцо и кожаная манжета. Алюминиевые поршни восстанавливаются электролитическим натиранием с применением электролита на основе цинка.
Гидроусилитель рулевого управления испытывается и регулируется на стенде КИ-4896М [рис. 148].

Рис. 148. Схема стенда КИ-4896М для испытания гидроусилителей рулевого управления (ГУР).
Источник