Основные неисправности рамы тележки и технологическая схема ремонта. Детали рессорного подвешивания в процессе эксплуатации
Страницы работы
Содержание работы
2.4 Основные неисправности рамы тележки и технологическая
В процессе эксплуатации тележки подвержены действию значительных нагрузок, которые наряду с естественным износом и коррозией приводят к трещинам и надрывам в элементах рамы, ослаблению заклепочных, болтовых и сварных соединений, деформациям.
К основным неисправностям рамы тележки относятся: трещины в местах сварки ; трещины в поперечных, продольных и шкворневой балках; трещины в кронштейнах тормозной системы, гасителей колебаний; излом и деформация кронштейнов тормозной системы, гасителей колебаний, подвески ТЭД; выработка накладок вертикальных и горизонтальных упоров, втулок кронштейнов тормозной системы, рессорного подвешивания, подвески ТЭД; срыв резьбы резьбовых соединений; прогиб поперечных балок, боковин рамы, шкворневой балки; изгиб листов и переходов воздушных каналов.
Втулки кронштейнов подлежат замене в случае ослабления посадки в гнездах кронштейнов и предельного износа.
В рессорном подвешивании возможны случаи возникновения трещин, поломки пружин и потеря упругости; излом и скол опорных поверхностей пружин; трещины в подвесках и балансирах; возможны перекос балансиров и задевание их о раму тележки; ослабление втулок в подвесках и балансирах.
Причинами неисправностей рессорного подвешивания могут быть плохая и несвоевременная смазка, перекос балансиров, заклинивание деталей.
Детали рессорного подвешивания в процессе эксплуатации подвергаются значительным динамическим нагрузкам, что способствует быстрому износу.
Кожуха зубчатой передачи имеют неисправности в виде трещин, пробоин, короблений, вмятин. Кожух зубчатой передачи подлежит замене при наличии: сквозных трещин проходящих через все сечение листа; коробление кожуха и значительных пробоин, неподдающихся исправлению.
Гидравлические гасители колебаний имеют такие неисправности, как риски, задиры, износ, трещины, вмятины на корпусе, штоке и цилиндре. На гасителе возможен излом и просадка пружины клапана, дефекты резьбы, износ и овальность отверстий проушин головок.
Характерными неисправностями колесных пар являются износ бандажей, ослабление бандажа, колесного центра, зубчатого колеса, отколы зубьев, трещины и забоины на шейках оси.
Неисправности тормозной рычажной передачи: ослабление посадки втулок, износ отверстий втулок по сопряжению с валиками, износ отверстий под втулку, износ валиков.
Тяговый электродвигатель опирается с одной стороны через пружинную опору на раму тележки, а с другой через вкладыши подшипников на ось колесной пары. Пружинные опоры могут иметь трещины и излом пружин, стержней, болтов, срыв резьбы. Во вкладышах подшипников возможен откол баббита, нарушение наружного диаметра, износ буртов вкладышей.
Песочное устройство тележки имеет такие неисправности, как нарушение крепления, трещины песочных труб и резиновых соединений.
Технологическая схема капитального ремонта тележки наглядно моделирует производственный процесс с четким отражением взаимосвязей операций, взаимообусловленность всех работ, входящий в данный производственный процесс.
Выкатка тележек происходит в тепловозном отделении, после чего они транспортируются по рельсовым путям с использованием специального приспособления на участок по ремонту тележек. Обмывку тележек перед разборкой не производят, так как попадание моющих растворов в ТЭД вызывает значительно увеличение объема их ремонта. Тележки устанавливают на рельсовый путь участка и далее при помощи мостового крана грузоподъемностью 30 тонн на позицию разборки.
В процессе разборки с нее снимают гидравлические гасители колебаний, отсоединяют тяги рычажной передачи, автотормозное оборудование, песочные трубы, цилиндрические пружины рессорного подвешивания, колесно-моторный блок. Сборочные единицы тележки очищают и моют. Раму тележки подают на обмывку в моечную машину. Затем рама тележки окончательно разбирается на позиции ремонта рамы. Снимают шплинты с валиков и болтов, снимают рычаги тормозной рычажной передачи. Тормозную рычажную передачу, пружинные подвески ТЭД осматривают и восстанавливают.
Раму тележки осматривают, проверяют ультразвуковым дефектоскопом сварные швы и на установке лазерного контроля проверяют геометрические параметры. Затем раму восстанавливают путем разделки и заварки трещин, обработки клиновидных пазов кронштейнов.
Колесно-моторный блок разбирают на специальном стенде.
Колесные пары транспортируются в колесное отделение. Тяговые электродвигатели по рельсовому пути участка на тележке транспортируются в электромашинное отделение.
Автотормозное оборудование, гидравлические гасители колебаний, редукторы, детали песочной системы ремонтируются в специализированных участках.
Колесно-моторный блок, после ремонта его сборочных единиц, подвергается сборке и испытанию.
Раму тележки после ремонта направляют на контрольную оптическую проверку, затем устанавливают на ней детали тормозной рычажной передачи, рессорного подвешивания, песочной системы, после чего при помощи мостового крана транспортируют в окрасочно-сушильную камеру, где происходит её окраска и сушка.
После окраски и сушки ведут окончательную сборку тележки с установкой колесно-моторного блоков, валиков балансиров, тормозной рычажной передачи, гидравлических гасителей колебаний, автотормозного оборудования. В процессе сборки контролируется регулировочные зазоры, затягиваются резьбовые соединения и стопорятся шплинтами.
Отремонтированная тележка транспортируется в установленное графиком время в тепловозное отделение для подкатки под тепловоз.
На листе графической части проекта представлена технологическая схема ремонта тележки тепловоза ЧМЭ3.
Источник
Неисправности рам тележек
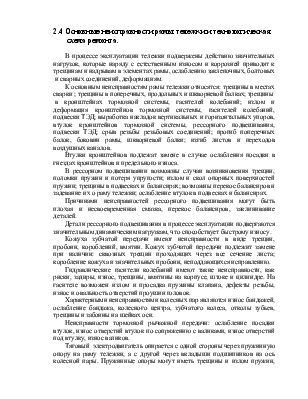
Основные неисправности рам тележек представлены на рис. 12.8:
• нарушение сварных швов и образование трещин в продольных 1, концевых 4 и поперечных балках 2;
Рис. 8. Неисправности рам тележек КВ3-ЦНИИ
• коррозионные повреждения элементов рамы;
• прогибы продольных тормозных балок 3;
• трещины по сварным швам приварки кронштейнов подвески рычажной передачи б и кронштейнов для крепления гасителей колебаний 9;
• износы боковых 7 и торцевых 8 вертикальных скользунов.
Нарушение сварных швов и образование трещин по ним возможно в различных зонах рамы тележки, однако чаще встречаются центральной части тележки.
Эти трещины являются следствием недостаточной усталостной прочности металла сварных швов и околошовной зоны под действием вибрационной нагрузки.
В настоящее время с целью устранения этих дефектов рекомендуется применять при изготовлении рам сплошное упрочнение сварных швов.
Эта операция может осуществляться механической обработке сварных швов шлифовальным кругом или фрезой для снятия поверхностных дефектов сварного шва и придания швам плавного очертания на границе перехода от металла шва к основному металлу.
Другой метод упрочнения разработан в институте электросварки им. Е.О. Патона и заключается в том, что плавный переход с шва к основному металлу создается оплавлением границ шва электрической дугой неплавящимся вольфрамовым электродом в среде аргона. В процессе оплавления устраняются пограничные дефекты сварного шва типа подреза.
Повышение усталостной прочности осуществляется за счет совместного эффекта, создаваемого снижением концентрации напряжений, уменьшением количества неметаллических включений и остаточного водорода в околошовной зоне.
Кроме того, целесообразно производить поверхностный наклеп сварных швов специальными упрочнителями или обкаткой ролика . Повышение усталостной прочности достигается за счет создания в поверхностных слоях остаточных напряжений сжатия,
достигающих предела текучести металла.
Трещины в продольных и поперечных балках устраняются в соответствии с Инструкцией [18].
Участки рам, пораженные коррозией, разрешается восстанавливать наплавкой при условии, что толщина металла в зоне не менее 50 % альбомной величины.
В эксплуатации встречаются прогибы тормозных балок. При капитальном ремонте не допускаются прогибы балок более 10 мм и пропеллерность более б мм. При наличии деформаций выше указанных величин они устраняются правкой.
При устранении прогибов и пропеллерности рамы необходимо обеспечить, чтобы ее поверхность и опоры, на которые устанавливаются шпинтоны 5 (см. рис. 8), были в одной плоскости. для этого их необходимо выровнять. Лучшим способом выравнивания плоскости опор рамы является фрезерование этих поверхностей с одного установа на продольно-фрезерном станке. При отсутствии такого станка выравнивание производится путем подбора пластин по толщине и зачисткё, что требует больших трудовых затрат и времени.
После выравнивания опорных плоскостей рама должна проверяться на стенде, который представляет собой стол с восемью площадками (по числу опор шпинтонов). Рама накладывается на стенд своими опорными плоскостями. Желательно, чтобы все опоры рамы плотно прилегали к опорным площадкам стенда. допускаются равномерное неприлегание одной или больше опор рамы к опорам стенда по всей плоскости на величину, не превышающую при капитальном ремонте б мм, а для вновь изготавливаемой рамы не более 2 мм.
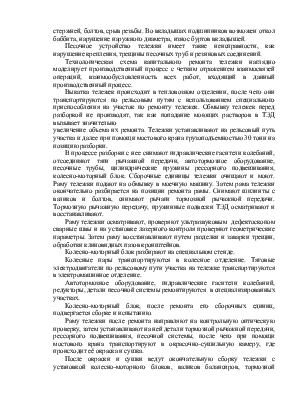
После проверки опорных поверхностей производится установка шпинтонов и их закрепление, после чего рама еще раз подвергается проверке. При этом проверяются следующие параметры, представленные на рис.9:
• перпендикулярность шпинтонов к привалочным поверхностям рамы. Проверка производится угольником З (рис.9,а). Отклонение допускается не более 1 мм;
центры четырех шпинтонов одной стороны тележки находятся на одной линии (рис. 9, 6). Проверка производится приложением линейки 5 к обработанной поверхности шпинтона. Зазор между линейкой и шпинтоном допускается не более 2 мм;
• колебания в высоте шпинтонов не превышают 2 мм.Проверка производится линейкой, как показано на рис.9:
• продольная база тележки (рис. 9, г). Разница в размерах, измерений по обеим сторонам тележки не должна быть более;
• поперечная база тележки (рис.9, д);
• диагонали тележки (рис.9, е). Разница по диагонали должна превышать 5 мм.
Все проверки производятся с помощью центрирующих план штихмаса.
Кроме указанных проверок производятся также измерения стояний:
• между скользунами средних поперечных балок;
• между скользунами продольных балок;
• между кронштейнами подвески тормозных башмаков;
• между кронштейнами рычажной передачи.
Для нормальной работы тележки важно соблюдение зазоров между боковыми скользунами рамы 7 (см. рис. 8), торцевыми вертикальными скользунами 8 и скользунами надрессорной балки. Зазоры в боковых скользунах тележки КВЗ-ЦНИИ должны быть в пределах (суммарно с обеих сторон надрессорной балки) З. 5 мм, а в торцевых скользунах 85 мм.
Вкладыши скользунов, имеющие износ более 2 мм, ремонтируют нагiлавкой или заменяют новыми. Накладки скользунов изготавливаются из Ст.45 с последующей термической обработкой до твердости 30.. .40 НRС.
Рис.9. Проверка правильности сборки рамы:
1 — рама тележки; 2— шпинтон; З — угольник; 4— осевая линия установки шпинтонов; 5 — линейка; б — плоскость цилиндрической части шпинтона; 7— трубки, надеваемые на шейки шпинтонов и служащие опорами для центрирующих планок; 8— центрирующие планки; 9— штихмас .
Дата добавления: 2015-12-22 ; просмотров: 13093 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт рам тележек
Ремонт рам тележек. Как правило, рамы тележек э. п. с. ремонтируют только при ТР-3, КР-1 и КР-2, когда их полностью разбирают. После разборки раму тележки обмывают в моечной машине и устанавливают по уровню на специальные опоры, где ее тщательно осматривают для выявления дефектов и обмеряют для определения степени деформации.
Боковины рам, имеющие прогиб в вертикальном и горизонтальном направлениях, подвергают правке с помощью винтовых и гидравлических распорок и стяжек при установленных и затянутых буксовых струнках. Место изгиба предварительно нагревают газовой горелкой до светло-красного свечения (850 °С).
Трещины в элементах рам засверли-вают по концам сверлом диаметром 3—5 мм, разделывают пневматическим зубилом по всей длине и заваривают электродами с качественной обмазкой. При заварке металл вблизи трещин должен быть нагрет газовой или нефтяной горелкой до температуры 300— 400 °С. После заварки с целью снятия внутренних напряжений осуществляют нормализацию сварного шва, для чего металл медленно прогревают до температуры 600 °С и еще медленнее охлаждают, защитив нагретое место асбестовой изоляцией. По окончании сварочных работ шов зачищают шлифовальной пневматической машинкой.
При заварке сквозных трещин и вварке вставок в боковину рамы трещину разделывают газовым резаком с последующей разделкой этих мест пневматическим зубилом Х-образно. При больших зазорах разрешается вваривать вставки из стали СтЗ. Заварку трещин, разделанных Х-образно, рекомендуется выполнять одновременно двум сварщикам — по одному с каждой стороны полотнища рамы. После заварки зазора слои должны накладываться вертикально снизу вверх, каждый слой необходимо зачищать.
Местные износы рамы тележки ремонтируют электронаплавкой с последующей механической обработкой до заданных размеров.
Буксовые направляющие ремонтируют путем смены наличников, которые приваривают прерывистым швом по периметру к направляющим, с выполненнем нескольких электрозаклепок в средней части. Наличники приваривают под прессом или прижав их струбциной. Буксовые направляющие с значительным износом восстанавливают электронаплавкой с последующей механической обработкой и приваркой новых наличников. Подбуксовые струнки, шпильки и болты их крепления осматривают, убеждаются в отсутствии в них трещин, проверяют состояние резьбы. Ослабшие шпильки заменяют.
Каблучки рамы и сопрягаемые с ними поверхности подбуксовых струнок при износе восстанавливают наплавкой и последующей механической обработкой. При обработке струнок пользуются шаблоном (рис. 2.25) с одной неподвижной 1 и тремя подвижными 2, 3 и 4 губками. Размеры подгоняют, чтобы обеспечить натяг струнки и допускаемые зазоры между стрункой и рамой, а также не превысить допускаемое боковое смещение струнки по отношению к боковине рамы. Зазоры проверяют щупом.
Гнездо сочленения тележек восстанавливают наплавкой с последующей механической обработкой. Втулки в приливах балки тележки, через которые проходит шкворень, при износе более допускаемого заменяют .новыми, при этом пользуются гидравлическим прессом.
Призонные болты проверяют обстукиванием, а их обрыв — затяжкой гаек. При смене болтов их выпрессовывают гидравлическим или пневматическим прессом. Если болт не поддается выпрессовке, его высверливают на некоторую глубину со стороны головки, не допуская при этом повреждения отверстия.
Ремонт рам тележек электровозов ВЛ10 и ВЛ80 при ТР-3. Выкаченную из-под кузова тележку разбирают. Отворачивают гайки и ослабляют регулировочные винты в проушинах тяги, снимают с тормозных тяг скобы предохранительных тросиков и выбивают валики шарнирных соединений поперечин с продольными тягами с одного их конца.
Затем отворачивают болты, снимают предохранительную планку и кронштей

Рис. 2.25. Шаблон для проверки струиок ны наконечников пескопроводных труб с другого конца, поворачивают поперечную балку в вырезах тормозных подвесок и вынимают ее из подвесок. После того как отвернуты упорный и регулировочные болты, выбиты клинья из тормозных башмаков и сняты тормозные колодки, расшплинтовывают и отворачивают гайки и выбивают болты, соединяющие валики буксовых поводков с кронштейнами на раме тележки.
Поднимают штоки домкратов и сжимают резиновую шайбу подвески тягового двигателя. Затем отворачивают подвески и снимают нижнюю шайбу и диск с кронштейна тягового двигателя. Отворачивают болты и снимают предохранительные упоры с прилива остова тягового двигателя, разъединяют фланцы половин кожухов осевых редукторов и сливают в бачок имеющуюся там смазку. Расшплинтовывают рессорные стойки и снимают нижние буртовые гайки.
Раму тележки зачаливают тросами за проушины на шкворневой балке и приподнимают ее мостовым краном над колесными парами так, чтобы клиновидные хвостовики валиков поводков букс вышли из пазов в кронштейнах рамы. Для этого валик поводка сдвигают немного вниз клином, вставленным в зазор между валиком и рамой. Затем раму приподнимают до выхода рессорных стоек из пружин рессорного подвешивания и снимают пружины с шайбами, прокладками и накладками.
Одновременно снимают верхние резиновые шайбы и диски с кронштейнов тяговых двигателей. Снятую раму транспортируют к месту разборки, где ее устанавливают на подставки.
Колесно-моторные блоки также транспортируют мостовым краном на позицию разборки.
На позиции разборки рамы сливают смазку из противоотносного устройства и ванн боковых опор в подставленные под раму бачки. После этого раму вместе со снятыми с нее и уложенными в кассеты (контейнеры) деталями устанавливают на транспортную тележку и подают на обмывку в моечную машину. Неотмывшиеся участки рамы, особенно в местах расположения сварных швов, подвергают дополнительной очистке скребками и металлическими щетками. С помощью 5—10-кратной лупы раму тщательно осматривают для обнаружения трещин, изломов, выработок, прогибов. Особое внимание обращают на выявление трещин в сварных швах и в местах перехода одного сечения рамы в другое.
Обнаруженные дефектные места очерчивают мелом для дальнейшего исследования и ремонта. Проверяют посадку и износ втулок и валиков во всех кронштейнах и других посадочных (шарнирных) местах рамы. Ослабшие в посадке, имеющие предельную выработку втулки выпрессовывают из кронштейнов. Отверстия в раме проверяют, при необходимости развертывают и запрессовывают новые втулки, соответственно увеличенные по наружному диаметру. Изношенные валики разрешается восстанавливать вибродуговой наплавкой или осталиванием с последующей механической и термической обработкой.
Тщательно проверяют состояние кронштейнов, гасителей колебаний, предохранительных устройств тормозной рычажной передачи.
При обнаружении трещин в сварных швах их вырубают и накладывают новые сварные швы. Трещины в кронштейнах ремонтировать сваркой запрещается. Такие кронштейны необходимо заменять.
Проверяют посадку и замеряют отверстие во втулках толкателя противоотносного устройства в шкворневом брусе рамы, а также посадки втулок в раме. Ослабшие в посадке или изношенные по внутреннему диаметру втулки заменяют. При необходимости осуществляют механическую обработку мест постановки втулки. Дефектный наличник под ролик противоразгрузоч-ного устройства шлифуют, а если износ его превышает 4 мм, срубают и приваривают новый.
При необходимости смены ‘корпуса скользуна боковой опоры кузова вырубают сварной шов и зачищают места для последующей приварки. Новый корпус скользуна боковой опоры кузова приваривают электродами Э42А с последующей зачисткой шва. Положение корпуса проверяют по угольнику и при необходимости припиливают и зачищают поверхности до чертежного размера. Убеждаются в плотности приварки и отсутствии трещин в сварном шве, используя керосин. Маслопровод боковой опоры кузова осматривают, промывают и продувают сжатым воздухом, плотность его также проверяют с помощью керосина.
Замеряют толщину накладки под ролик противоразгрузочного устройства на поперечном брусе рамы. Выработанную накладку разрешается наплавлять электросваркой с последующей шлифовкой. Если износ накладки превышает 6 мм, ее заменяют.
Прогибы элементов рамы проверяют линейкой. В отсутствии перекоса рамы по большим буксовым кронштейнам можно убедиться путем замера штан-генштихмасом размера диагоналей по кернам-реперам, нанесенным локомотивостроительным заводом на верхних плоскостях поперечных брусьев рамы. Разность диагоналей не должна превышать 3 мм. При большей разнице раму тщательно проверяют по методике ВНИИЖТа «Проверка рам бесчелюстных тележек локомотивов с помощью оптико-механических приборов» для выяснения возможности ремонта рамы в условиях депо или отправки ее на завод. Оптическую проверку рамы выполняют также в случаях подреза гребней и ненормального износа бандажей колесных пар электровоза.
Отремонтированную раму тележки окрашивают и передают на сборку. На кронштейнах рамы подвешивают рессорные стойки с навинченными регулировочными гайками.
При сборке валики покрывают смазкой ЖРО. Затем монтируют протнвоотносное устройство, подвеску тяговых двигателей соединяют с кронштейнами рамы тележки валиками, покрытыми смазкой ЖРО, и закрепляют их стопорными планками.
Тормозные цилиндры (если они снимались) укрепляют на раме тележки и монтируют детали тормозной рычажной передачи. Скользуны боковых опор укладывают в масляные ванны на боковинах рамы тележки.
Сборка тележек. На обкатанные колесно-моторные блоки монтируют листовые рессоры, соединяя их хомуты с проушинами букс валиками. Валик стопорят планкой, укрепляют болтами. На тележку рессоры подбирают так, чтобы разница их прогиба под рабочей нагрузкой была не более 2 мм, а для пружин — не более 1 мм.
Затем домкратами поджимают остовы тяговых двигателей так, чтобы опорные поверхности кронштейнов для подвешивания остова заняли горизонтальное положение. Устанавливают резиновые шайбы подвески тягового двигателя, снимают предохранительные опоры с приливов остовов, монтируют скомплектованные по высоте тарированные пружины и другие детали рессорного подвешивания. Высота пружин в свободном состоянии должна быть в пределах 172—181 мм, разность прогибов под рабочей нагрузкой 43 кН не более 4 мм. Сборку деталей рессорного подвешивания по концам одной буксовой рессоры следует проводить одновременно с тем, чтобы не допускать падения деталей.
Застропованную раму тележки мостовым краном опускают на высоту, позволяющую направить рессорные стойки через установленные пружины в отверстия буксовых рессор, а подвески тяговых двигателей — через резиновые шайбы в отверстия кронштейнов остовов. Затем раму опускают (под руководством мастера или бригадира) на колесно-моторные блоки.
Подъемом штока домкрата через кронштейн остова тягового двигателя сжимают верхнюю резиновую шайбу, надевают на хвостовик подвески нижнюю резиновую шайбу большим диаметром к поверхности кронштейна, за тем нижний диск, навертывают на хвостовик гайку до упора диска в выступ подвески и зашплинтовывают гайку. Перед постановкой соприкасающиеся резиновые поверхности смазывают тальком. Покрывать их смазкой нельзя. После крепления подвески домкрат опускают.
Аналогичные операции выполняют и при подвешивании второго тягового двигателя. Устанавливают и укрепляют болтами предохранительные упоры на приливах остова тягового двигателя. После сборки тележки зазор между упорами и полкой на раме должен быть не менее 30 мм. Затем закрепляют буксовые поводки. Для этого с помощью приспособления валики сперва верхнего, а потом нижнего поводка всех букс запрессовывают в трапециевидные пазы на раме тележки. В сборе с рамой зазор между поводком и дном паза в раме должен быть не менее 1 мм.
Через отверстие кронштейна в хвостовики валика поводка вставляют болты и затягивают гайки. После этого на раме тележки монтируют средние поперечные (тормозные балки), продольные тормозные тяги, кронштейны пескопроводных труб; соединяют воздухопроводные рукава, регулируют выход тормозных штоков и прилегание тормозных колодок к бандажам колесных пар. По завершении указанных работ тележку транспортируют к домкратной позиции для подкатки под кузов.
Источник